Загальний розділ
Характеристика деталі, робота її в вузлі
Наша деталь - важіль СПК 000.74.006.00.01 з розмірами 122 х 40 х 35 масою 0,52 кг виготовлена з сталі 20Х ГОСТ 4543-71.
Деталь - важіль використовується у механізмі підйому радіорелейної щогли 3-х або 5-ти секційної. Деталь є запобіжником від падіння щогли при обриві ланцюга. При підйомі секції щогли кареткою з гачком важіль сидить на осі отвором Ø20Н9 і утримується кулачком за ступінь між радіусами R19 і R20. При обриві ланцюга кулачок відпускає важіль і під дією пружини він зубцями притискається до полки швелера щогли. Зубці врізаються у полку швелера під дією всієї маси щогли. І падіння щогли зупиняється. Виходячи з призначення важеля визначаємо основні поверхні. Це, по-перше, точний отвір Ø20Н9, по-друге, зубці 4х60° з R35-0,16. Інші поверхні носять допоміжний характер і не є точними. Паз 2±0,25 з R31,2 необхідний тільки для виходу довбяку при довбанні зубців.
Визначення класу деталі
При класифікації деталей за основу згідно стандарту ЕСКД беруться слідуючи головні ознаки: геометрична форма, конструктивні елементи та службове призначення деталі. По цьому стандарту всі деталі розміщені у 6-ти класах з 71 по 76. Наша деталь - важіль відноситься до класу 74 - деталі ні тіла обертання плоскостні, важільні, вантажні, тягові. Підклас 3 - деталі важільні, шатунні, кулісні, вантажні й тягові.
Матеріал деталі та його властивості
Деталь - важіль виготовляється з матеріалу сталь 20Х ГОСТ 4543-71. Сталь 20Х - легована конструкційна сталь хромистої групи поліпшеної якості. Дана сталь має кращі міцністні характеристики, між вуглецева і використовуються для виготовлення зносостійких деталей, що працюють при середніх швидкостях і питомих тисках (кулачкові муфти, втулки, шпинделі, плунжери, оправки, копіри, шліцові вали, важелі й т.п.).
Таблиця 1.1 Хімічний склад сталі 20Х ГОСТ 4543-71 у %.
| C | Si | Mn | Cr | N | P | S |
| Не більше | ||||||
| 0,18-0,23 | 0,18-0,32 | 0,3-0,8 | 0,8-1,1 | 0,25 | 0,04 | 0,04 |
Таблиця 1.2 Механічні властивості сталі 20Х ГОСТ 4543-71.
| ʛт, мПа
| ʛв, мПа | δ, % | Ψ, % | α n | |
| 638 | 786 | 11 | 40 | 6 |

| Термообробка | ||||
| Загартування | Відпуск | |||
| Температура першого загартування °C | Температура другого загартування °C | Середа охолодження | Температура °C | Серед охолодження |
| 880 | 770-820 | Вода або масло | 180° | Повітря або масло |
де: ʛт - межа текучості;
ʛв - тимчасовий опір розриву;
δ - відносне подовження;
ψ - відносне звуження;
α n - ударна в’язкість.
1.1.3 Технологічний аналіз конструкції деталі.
Деталь - важіль має Г-образну геометричну форму. Тому заготовку можна легко отримати методом штамповки у відкритих штампах на кривошипних гарячештамповочних пресах (КГШП). З точки зору механічної обробки важіль виконана не дуже вдало. Для фрезерування пазу 2 одночасно з поверхнею з параметром шорсткості Ra3,2 необхідний спеціальний інструмент. Крім того, для фрезерування пазу типу "ластівки хвіст" також необхідно спеціальний інструмент. До того ж це досить тривалі процеси. Малопродуктивним є також процес довбання зубців.
Інші поверхні не визивають труднощів. Допуски, посадки, шорсткість поверхонь та технічні вимоги призначені обґрунтовано і не є завищеними.
Виходячи з вищезгаданого можна вважати деталь достатньо технологічною.
Вибір баз
Для забезпечення правильного та незмінного положення при обробці деталі обирається ряд баз, тобто поверхонь, які визначають її положення відносно вибраної системи координат. Базування необхідно на всі стадіях створення виробу.
При обробці важеля на першій операції базою є необроблені зовнішні поверхні. У подальшій обробці базою будуть оброблені зовнішні поверхні. А при довбанні зубців - отвір Ø20Н9 від якого вони прив’язані.
Визначення типу виробництва
Для подальшої розробки технологічного процесу механічної обробки важливо визначити тип виробництва. Орієнтовно це можна зробити згідно таблиці 1.3.
Таблиця 1.3.
| Маса деталі, кг | Тип виробництва | ||||
| одиничне | мілко- серійне | середньо-серійне | крупно- серійне | масове | |
| менш 1-го | <10 | 10-2000 | 1500-100000 | 100000-200000 | >200000 |
| 1-2,5 | <10 | 10-1000 | 1000-50000 | 50000-100000 | >100000 |
| 2,5-5 | <10 | 10-500 | 500-35000 | 35000-75000 | >75000 |
| 5-10 | <10 | 10-300 | 300-25000 | 25000-50000 | >50000 |
Розрахуємо масу заготовки, розбивши її на прості фігури згідно рис.1.1 Зважаючи на те, що навіть після спрощення деталь має складну форму на виді зверху, розрахунок площі проводимо за допомогою комп’ютера:
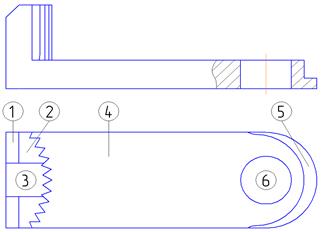
Рис.1.1
S1 = 65 мм2; S2 = 104,6 мм2; S3 = 221,7 мм2; S4 = 3608,7 мм2; S5 = 224,6 мм2; S6 = 314,2мм2.
Об’єм частин і деталі в цілому:
V1-3 = (2S1 + 2S2 + S3) ∙ H2 = (2 ∙ 65 + 2 ∙ 104,6 + 221,7) ∙ 35 = 19631,5 мм3
V1 =  =
=  = 162,5 мм3
= 162,5 мм3
V3 = S3 ∙ Н3 = 221,7 ∙ 6 = 1330 мм3
V4 = S4 ∙ Н4 = 3608,7 ∙ 12 = 43304,4 мм3
V5 = S5 ∙ Н5 = 224,6 ∙ 4,5 = 1010,7 мм3
V6 = S6 ∙ Н6 = 314,2 ∙ 12 = 3770,4 мм3
Vд = V1-3 - 2V1 - V3 + V4 + V5 - V6 = 19631,5 - 2∙162,5 - 1330 + 43304,4 + 1010,7 - 3770,4 = 58521 мм3 = 58,5 см3
Маса деталі: Gд = Vд ∙ γ = 58,5 ∙ 0,00785 = 0,46 кг
Згідно цієї таблиці при масі деталі 0,46 кг і річному випуску N = 5000шт., тип виробництва - середньосерійний.
Технологічний розділ
Конструкторський розділ
Розрахунок та опис пристрою
На фрезерних операціях 005 - 030 і довбальної 035 я спроектував і використовую лещата з пневмоприводом СПК 010.29.006.00.00. Лещата призначені для базування заготовки по боковим поверхням та закріплення її силою Р. В пристрої заготовка лягає на одну з двох плоских поверхонь і з боків затискається за допомогою губок. Принцип дії пристрою наступний: зусилля від пневмоциліндру 7 передаються за допомогою штоку 9 на важіль 14. При подачі скрапленого повітря за допомогою розподільчого крану 1 у верхню порожнину пневмоциліндру 7 поршень 8 разом з штоком 9 йде униз повертаючи важіль 14. Він давить на ліву губку 15, яка затискає заготовку. При подачі скрапленого повітря у нижню порожнину відбувається розтискання заготовки.
Література
1. Справочник по обработке металлов резанием. Киев, "Техніка", 1983.
2. Справочник технолога - машиностроителя. Под ред. А.Г. Косиловой и Р.К. Мещерякова. Т.1. М., "Машиностроение", 1985.
3. Справочник технолога - машиностроителя. Под ред. А.Г. Косиловой и Р.К. Мещерякова. Т.2. М., "Машиностроение", 1985.
4. А.Ф. Горбацевич и В.А. Шкред. Курсовое проектирование по технологии машиностроения. Минск, "Высшая школа", 1983.
5.А.Г. Косилова и др. Точность обработки, заготовки и припуски в машиностроении. М., "Машиностроение", 1976.
6. В.А. Блюмберг. Справочник фрезеровщика.Л., "Машиностроение", 1972.
7. М.А.Ансеров.Приспособления для металлорежущих станков.Л., „Машиностроение”, 1975.
8. Г.А.Алексеев и др. Конструирование инструмента. М., "Машиностроение", 1979.
9. Справочник по охране труда на промышленном предприятии. Киев, "Техника", 1991.
Загальний розділ
Характеристика деталі, робота її в вузлі
Наша деталь - важіль СПК 000.74.006.00.01 з розмірами 122 х 40 х 35 масою 0,52 кг виготовлена з сталі 20Х ГОСТ 4543-71.
Деталь - важіль використовується у механізмі підйому радіорелейної щогли 3-х або 5-ти секційної. Деталь є запобіжником від падіння щогли при обриві ланцюга. При підйомі секції щогли кареткою з гачком важіль сидить на осі отвором Ø20Н9 і утримується кулачком за ступінь між радіусами R19 і R20. При обриві ланцюга кулачок відпускає важіль і під дією пружини він зубцями притискається до полки швелера щогли. Зубці врізаються у полку швелера під дією всієї маси щогли. І падіння щогли зупиняється. Виходячи з призначення важеля визначаємо основні поверхні. Це, по-перше, точний отвір Ø20Н9, по-друге, зубці 4х60° з R35-0,16. Інші поверхні носять допоміжний характер і не є точними. Паз 2±0,25 з R31,2 необхідний тільки для виходу довбяку при довбанні зубців.
Визначення класу деталі
При класифікації деталей за основу згідно стандарту ЕСКД беруться слідуючи головні ознаки: геометрична форма, конструктивні елементи та службове призначення деталі. По цьому стандарту всі деталі розміщені у 6-ти класах з 71 по 76. Наша деталь - важіль відноситься до класу 74 - деталі ні тіла обертання плоскостні, важільні, вантажні, тягові. Підклас 3 - деталі важільні, шатунні, кулісні, вантажні й тягові.
Дата: 2019-07-30, просмотров: 467.