Розробка технологічного процесу по операціях, установах та переходах
Вихідною інформацією для проектування технологічного процесу механічної обробки заготовки є: робоче креслення деталі; технічні вимоги; регламентована точність поверхонь; параметри шорсткості поверхонь; об’єм річного випуску деталей.
Для спрощення запису технологічного процесу використовуємо наступну схему розташування поверхонь, що обробляються:
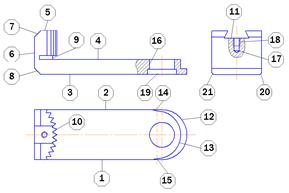
Рис.2.6
Складаємо технологічний маршрут обробки заготовки важеля з урахуванням зображеної схеми.
Таблиця 2.6
| № опер. | Найменування операції | Обладнання | Пристрій | База |
|
| 1 | 2 | 3 | 4 | 5 | |
| 005 | Фрезерна 1.Фрезерувати пов.1 "як чисто". 2.Фрезерувати пов.2 у розмір 40-0,25. | Вертикально-фрезерний верстат мод.6Р11 | Лещата з пневмо-затиском | Необроблені зовнішні пов.3, 5 і 6 |
|
| 010 | Фрезерна 1.Фрезерувати пов.3 начорно. 2.Фрезерувати пов.3 начисто. 3.Фрезерувати пов.4 у розмір 12,5-0,3. 4.Фрезерувати пов.5 у розмір 35-0,62. | Вертикально - фрезерний верстат мод.6Р11 | Лещата з пневмо-затиском | Оброблені зовнішні пов.1 і 2 | |
| 015 | Фрезерна Фрезерувати пов.6 "як чисто". | Вертикально-фрезерний верстат мод.6Р11 | Лещата з пневмо-затиском | Оброблені зовнішні пов.1 і 2 | |
| 020 | Фрезерна Фрезерувати 2 фаски 7 і 8 (5х45°). | Вертикально-фрезерний верстат мод.6Р11 | Лещата з пневмо-затиском | Оброблені зовнішні пов.1 і 2 | |
| 025 | Фрезерна Фрезерувати пов.4 начисто з фрезеруванням пазу 9 шир.2±0,25. | Вертикально-фрезерний верстат мод.6Р11 | Лещата з пнемо- затиском | Оброблені зовнішні пов.1, 2 і 3 | |
| 030 | Фрезерна 1.Фрезерувати послідовно: а) пов.10 до R35-0,16; б) паз11 попередньо на глибину 6+0,3; в) пов.12 з R20-0,52; г) пов.13, 14 і 15 з R19-0,52 і R6*. 2.Фрезерувати паз.11 під "ластівки хвіст". 3.Зенкерувати отв.16 до Ø19,4+0,3. 4. Свердлити отв.Ø4,3 на гли-бину 10+0,36 (17) під різьбу М5. | Вертикально- фрезерний верстат з ЧПУ і інструменталь- ним магазином мод.6Р11МФ3-1 | Лещата з пнемо- затиском | Оброблені зовнішні пов.1, 2 і торець 6 | |
| 035 | Довбальна Довбати зубці 4±0,15 х 60°, витримуючи R35-0,16 (пов.1). | Довбальний верстат мод.7А412 | Лещата з пнемо- затиском | Оброблені зовнішні пов.1, 2 і 6 | |
| 040 | Слюсарна 1. Нарізати різьбу М5 (пов.18) на глибину 6 мм в отв.17. 2.Зенкувати отв. 19 до Ø23+0,52 до розміру 8-0,09. 3.Запилити 2 фаски 20 і 21 у розмір 0,6х45°. 4.Зняти задирки після фрезерних і довбальної операцій. | Вертикально- свердлильний верстат мод.2Н118 | Лещата | - | |
| 045 | Термічна | Термопіч | - | - | |
| 050 | Свердлильна Розгорнути отв.16 до Ø20Н9 (+0,052). | Вертикально- фрезерний верстат мод.2Н118 | Лещата | - | |
| 055 | Контрольна | Стіл БТК | - | - |
Операційна розробка технології.
Зміст та стисла характеристика операції.
Розглянемо операцію 030 фрезерна. Ця операція є операцією по обробці цілого ряду поверхонь за одну установку, частину з яких трудно отримати на універсальному обладнані. Виконання цієї операції дозволить отримати:
1.3 радіусні поверхні з R19-0,52; R20-0,52 і R35-0,16;
2.паз типу "ластівки хвіст";
3.отвір Ø20Н9 попередньо;
4.отвір Ø4,3 під М5.
Фрезерування і свердління здійснюється на фрезерному верстаті з ЧПУ і інструментальним магазином на 8 інструментів мод.6Р11МФ3-1 набором з 4-х інструментів. У якості вимірювального інструменту використовується спеціальні радіусні шаблони і калібр - пробки.
Обгрунтування установочних баз.
Так як обробка на верстаті з ЧПУ ведеться з багатьох сторін необхідно найти базу і місце затискання заготовки, щоб на неї не наїхала фреза. Таким місцем у якості установчої бази, а також місцем затискання найбільш зручно використати дві оброблені поверхні з розміром 40-0,25. При цьому кінцівка з радіусами R19 і R20 повинна звісати. Ще однією базою може бути більший торець деталі, точніше його нижня частина (на верхній проходить фреза). До тогож від цього торця зав’язані всі розміри.
Дата: 2019-07-30, просмотров: 460.