Вибір виду заготовки грає велику роль у технологічному процесі механічної обробки деталі. Чим ближче за формою і розмірами вихідна заготовка до готової деталі тим менше часу необхідно для її обробки, менше йде матеріалу, і, отже, нижче собівартість виробу. Враховуючи вид виробництва (середньосерійний) і матеріал заготовки (сталь 20Х) можна запропонувати два варіанти отримання заготовок:
1. з гарячекатаного листового прокату по ГОСТ 19903-74 (як на базовому підприємстві);
2. з штампованої поковки, отриманої у відкритих штампах на КГШП.
Для виявлення кращого варіанту заготовки необхідно визначити розміри заготовки по кожному варіанту і їх масу за формулою: Gз= Vз · γ, 
де: Gз - маса заготовки, кг; Vз - об’єм, заготовки, см  ;
;  - питома вага матеріалу, для сталі 45: γ = 0,00785 кг/см Потім за допомогою коефіцієнту використання матеріалу і вартості виготовлення заготовки виконуємо порівняння і обираємо найкращий варіант.
- питома вага матеріалу, для сталі 45: γ = 0,00785 кг/см Потім за допомогою коефіцієнту використання матеріалу і вартості виготовлення заготовки виконуємо порівняння і обираємо найкращий варіант.
Варіант № 1.
Заготовка з листового прокату.
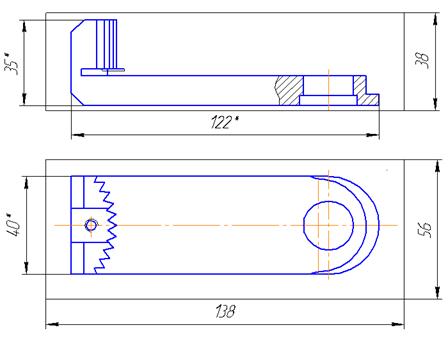
Рис.2.1
За ГОСТ 19903-74 знаходимо найближчу необхідну товщину листового прокату: 38 мм. Заготовка з листа вирізається газорізкою. При цьому припуск на сторону повинен бути не менше 8 мм. Остаточно розміри заготовки такі:
довжина L = 122 + 8 ∙ 2 = 138 мм
ширина В = 40 + 8 ∙ 2 = 56 мм
Розрахуємо об’єм заготовки:
V  = 38 х 138 х 56 = 293664 мм3 = 293,7 см3
= 38 х 138 х 56 = 293664 мм3 = 293,7 см3
Масса заготовки:
G  V
V  γ = 293,7 · 0,00785 = 2,3 кг
γ = 293,7 · 0,00785 = 2,3 кг
Коефіцієнт використання матеріалу:
Kвм =  = 0,2
= 0,2
Розраховуємо вартість заготовки з прокату за формулою:
C 

де: Cі = 4100 грн - вартість 1 т матеріалу сталі 20Х;
Свідх = 700 грн - вартість 1 т відходів
 = 8,14 грн
= 8,14 грн
Варіант №2
Заготовка - штамповка на КГШП.
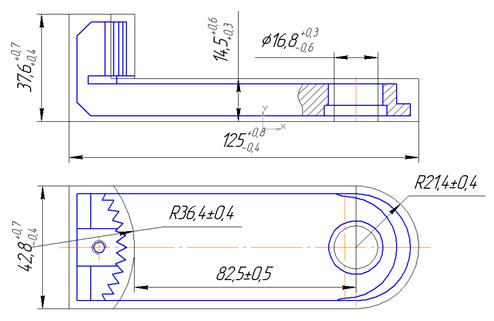
Рис.2.2
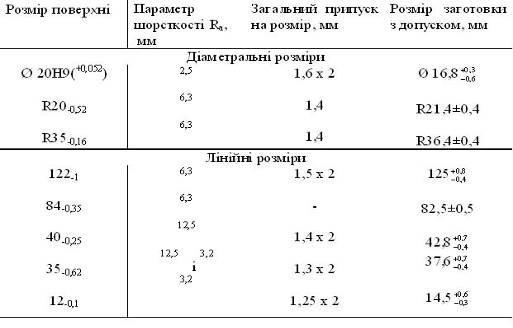
Використавши ГОСТ 7505 - 89 " Поковки стальні штамповані. Допуски, припуски і ковальські напуски " визначаємо припуски на лінійні і діаметральні розміри та допуски на них. Все це заносимо у таблицю:
Таблиця 2.1
За даними цієї таблиці знаходимо об’єм заготовки. Для цього її розбиваємо на прості фігури (Рис.2.3) і розраховуємо їх об’єм, а потім всієї заготовки.
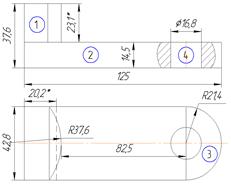
Рис.2.3
V1 = 42,8 ∙ 23,1 ∙ 20,2 = 19971 мм3
V2 = 103,6 ∙ 42,8 ∙ 14,5 = 64294 мм3
V3 =  10426 мм3
10426 мм3
V4 =  = 3213 мм3
= 3213 мм3
Vшт = V1 + V2 +V3 - V4 = 19971 + 64294 + 10426 - 3213 = 91478 мм3 = 91,5 см3
Маса заготовки:
Gшт = Vшт · γ = 91,5 · 0,00785 = 0,72 кг
Коефіцієнт використання матеріалу:
Квм =  =
=  = 0,64
= 0,64
Визначаємо вартість заготовки - штамповки:
Сшт = (  · Gшт · Кп · Кс · Кв · Км · Кт) - (Gшт - Gд)
· Gшт · Кп · Кс · Кв · Км · Кт) - (Gшт - Gд)  , с.31
, с.31 
де: Кп = 1,0 - коефіцієнт, що залежить від умов виробництва с.38  ; Кс = 0,75 - коефіцієнт, що залежить від групи складності заготовки табл.2.12 ; Кв = 1,33 - коефіцієнт, що залежить від маси заготовки табл.2.12 ; Км = 1,0 - коефіцієнт, що залежить від матеріалу заготовки с.37 ; Кт = 1,0 - коефіцієнт, що залежить від точності заготовки с.37 ;
; Кс = 0,75 - коефіцієнт, що залежить від групи складності заготовки табл.2.12 ; Кв = 1,33 - коефіцієнт, що залежить від маси заготовки табл.2.12 ; Км = 1,0 - коефіцієнт, що залежить від матеріалу заготовки с.37 ; Кт = 1,0 - коефіцієнт, що залежить від точності заготовки с.37 ;
Сшт = (  · 0,72 · 1 · 0,75 · 1,33 · 1 · 1) - (0,72 - 0,46) ·
· 0,72 · 1 · 0,75 · 1,33 · 1 · 1) - (0,72 - 0,46) ·  = 2,76 грн
= 2,76 грн
Отримані дані для зручності зводимо у таблицю.
Таблиця 2.2
| Вид заготовки | Маса деталі, кг | Маса заготовки, кг | Коефіцієнт використання матеріалу | Вартість однієї заготовки, грн | Вартість 1т металу, грн |
| Прокат |
0,46 | 2,3 | 0,23 | 8,18 |
4100 |
| Штамповка | 0,72 | 0,64 | 2,76 |
Виходячи з величини коефіцієнту використання матеріалу, вартості заготовки та типу виробництва визначаємо, що доцільно застосувати заготовку - штамповку, отриману на КГШП. При цьому економія металу з однієї заготовки дорівнює:
Е = G пр - G шт. = 2,3 - 0,72 = 1,58 кг
На всю річну програму:
Ep = E · N =1,58 ·5000 = 7900 кг = 7,9 т
На річну програму у гривнях:
Er = Ep · Cі = 7,9 · 4100 = 32390 грн
Дата: 2019-07-30, просмотров: 493.