Для получения частотных характеристик шпиндельного узла разобъем его на участки и расчитаем их осевые моменты инерции и массу:
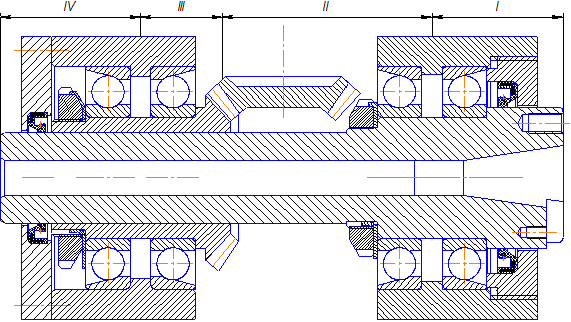
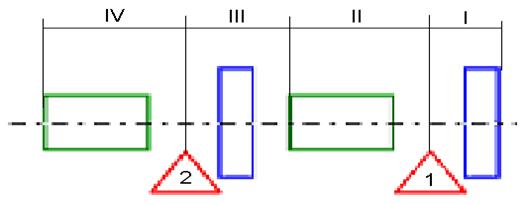
Рисунок 16.1 – Разбиение шпиндельного узла на участки
Используя пакет КОМПАС-3D V8 и 3D модель данного узла рассчитаем необходимые параметры:
M1 = 1,47 кг
Jx1 = 0,000915 кг*м2
M2 = 1,4 кг
Jx2 = 0,000523 кг*м2
L2=103 мм
М2пог=1,4*1/0,103=13,56 кг*мпог
M3 = 1,2 кг
Jx3 = 0,00109 кг*м2
M4 = 0,731 кг
Jx4 = 0,000211 кг*м2
L4=68 мм
М4пог=0,731*1/0,068=10,63 кг*мпог
Жесткость Cr и коэффициент демпфирования h опор (согластно пункту 14):
Cr1=360000 Н/мм
Cr2=215000 Н/мм
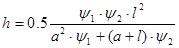
где  =0,42 – относительное рассеивание энергии на шариковой радиально-упорной сдвоенной опоре;
=0,42 – относительное рассеивание энергии на шариковой радиально-упорной сдвоенной опоре;
а=64,5 мм – вылет;
l=143,5 мм – межопорное расстояние
h1,2=0.18
Полученные данные заносим в программу и на основании нижеперечисленных формул получаем графики частотных характеристики узла
Передаточная функция УС шпинделя
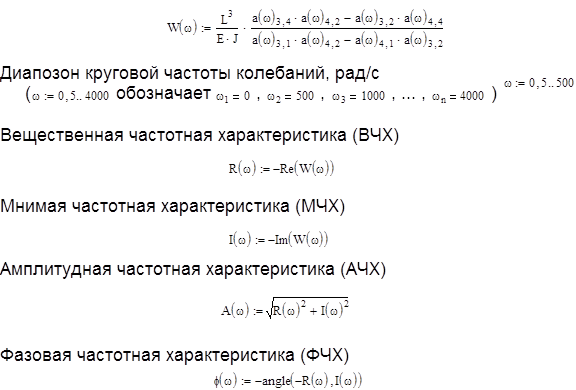
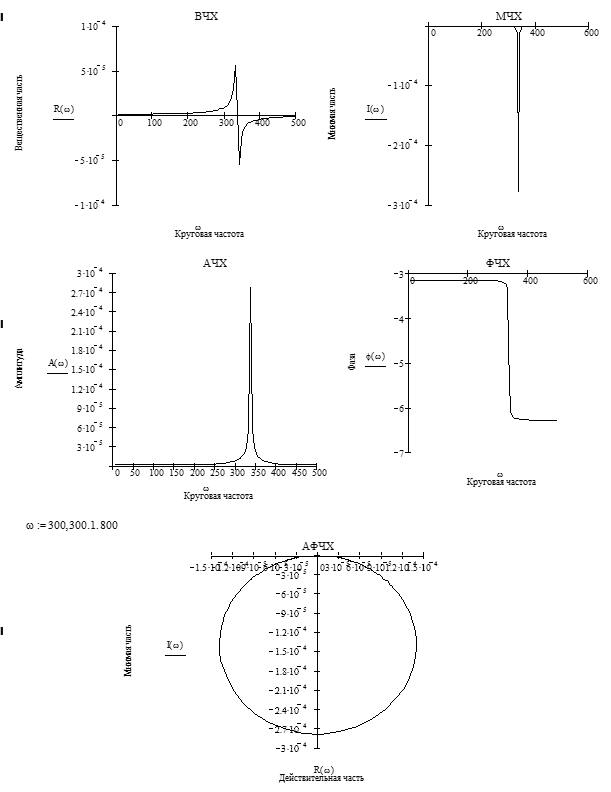
Таким образом: податливость системы 0,8*10-5, динамическая жесткость 2,8*10-4 собственная частота 340 с-1, что значительно выше рабочей частоты, равной 182 с-1
ЗАКЛЮЧЕНИЕ
В курсовом проекте исследован технологический процесс обработки детали в неавтоматизированном производстве, произведен сравнительный анализ компоновок автоматических линий, выбран наиболее рациональный вариант автоматической линии по критерию обеспечения заданной производительности и минимума приведенных затрат, разработана и описана циклограмма работы выбранного варианта автоматической линии. Производительность скомпонованной автоматической линии с учетом внецикловых потерь составляет 386 шт/см, при этом время цикла обработки заготовки 57с.
Также был спроектирован агрегатный станок, предназначенный для фрезерования шпоночного паза. Станок компоновался из нормализованных узлов. Произведен расчет режимов и мощности резания, по которым выбирались исполнительные узлы станка, и проводился их кинематический расчет для обеспечения требуемых режимов резания, произведен статический и динамический расчет шпиндельного узла. Результатами расчетов являются: жесткость опор качения – 360000 и 215000 н/мм; рабочий прогиб шпинделя у=7,67 мкм; податливость системы 0,8*10-5 ; динамическая жесткость системы 2,8*1,-4 собственная частота фрезерной головки 340 с-1.
Список литературы
1. Справочник технолога машиностроителя. В 2-х т. Т2/ Под. ред. А.Г. Косиловой и Р.К. Мещерякова 4-е изд-. М.: Машиностроение, 1985.-496с.
2. Методические указания по выполнению курсовых работ по дисциплине «Теория проектирования автоматизированных станочных комплексов» №774.Сост.:Л.П. Калафатова, А. Д. Молчанов Донецк ДонНТУ 2003. 47с.
3. Нормализованные узлы и детали агрегатных станков и автоматических линий. Каталог – справочник М.: Науч.-исслед. Ин-т информации по машиностроению 1972г
4. Шаумян Г.А. Комплексная автоматизация производственных поцессов.-М.: Машиностроение, 1987. -288с.
5. Методические указания к самостоятельной работе над курсовым проектом по деталям машин. Раздел 3 «Эскизный проект» и «Технический проект» проектирование зубчатых и червячных передач (для студентов технических специальностей)/ Сост. В.С.Горелик, В.С.Исадченко, В.И.Проскурин и др. – Донецк: ДПИ, 1992. 84 с.
Дата: 2019-07-30, просмотров: 333.