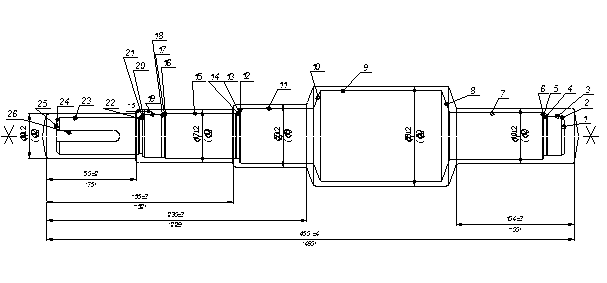
Рисунок 2.1- Изготавливаемая деталь
На рисунке 2.1 указаны позиции обрабатываемых поверхностей. Далее приведем технологический процесс обработки детали в условиях неавтоматизированного производства.
005 Заготовительная
010Термическая (улучшение)
020 Фрезерно-центровальная
А. Установить и снять заготовку
1. Фрезеровать торцы поверхность 1, 25
2. Сверлить центровочные отверстия
030 Токарно-винторезная
А. Установить и снять заготовку
1. Точить поверхность 7 начерно
2. Точить поверхность 3 начерно
3. Точить поверхность 9 начерно
Б. Переустановить заготовку
4. Точить поверхность 23 начерно
5. Точить поверхность 15 начерно
6. Точить поверхность 19 начерно
7. Точить поверхность 11 начерно
040 Токарно-винторезная
А. Установить и снять заготовку
1. Точить поверхность 3 и торец поверхность 5 начисто
2. Точить фаску поверхность 2
3. Точить фаску поверхность 6
4. Точить канавку поверхность 4
Б. Переустановить заготовку
5. Точить поверхность 23 и торец поверхность 21 начисто
6. Точить поверхность 19 и торец поверхность 17 начисто
7. Точить поверхность 15 и торец поверхность 13 начисто
8. Точить фаску поверхность 24
9. Точить фаску поверхность 16
10. Точить фаску поверхность 12
11. Точить фаску поверхность 20
12. Точить канавку поверхность 22
13. Точить канавку поверхность 18
14. Точить канавку поверхность 14
050 Вертикально-фрезерная
А. Установить и снять заготовку
1. Фрезеровать шпоночный паз поверхность 26
060 Универсально-фрезерная
А. Установить и снять заготовку
1. Фрезеровать зубья предварительно
2. Фрезеровать зубья начисто
070 Термическая (ТВЧ)
080 Круглошлифовальная
А. Установить и снять заготовку
1.Шлифовать поверхность 3 предварительно
Б. Переустановить заготовку
2. Шлифовать поверхность 23 предварительно
3. Шлифовать поверхность 19 предварительно
4. Шлифовать поверхность 15 предварительно
090 Круглошлифовальная
А. Установить и снять заготовку
1.Шлифовать поверхность 3 окончательно
Б. Переустановить заготовку
2. Шлифовать поверхность 23 окончательно
3. Шлифовать поверхность 19 окончательно
4. Шлифовать поверхность 15 окончательно
100 Червячно-шлифовальная
А. Установить и снять заготовку
1.Шлифовать зубья
110 Контрольная
На основании базового техпроцесса обработки произведем расчет машинного времени обработки каждой конкретной поверхности и результат занесем в таблицу 2.1.
Таблица 2.1-Расчет машинного времени выполнения операций
| Наименование | Инструмент | Параметры резания | D, мм | L, мм | tр, мин | |||||
| операции | перехода | t, мм | sоб, мм/об | v, м/мин | n, об/мин | sмин, мм/мин | ||||
| Фрезерно-центровальная | Фрезеровать торцы пов. 1, 25. | Фрезы торцевые Т5К10 | 8 | 0,8 | 164 | 614,5 | 491,6 | 85 | 131 | 0,22 |
|
Токарно-винторезная (Черновая Установ А) | Сверлить центровочные отверстия | Сверла центровочные комбинированные ГОСТ 14952-75 | 2 | 0,31 | 10 | 490 | 152 | 4 | 10,06 | 0,08 |
| Точить пов. 7 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,97 | 58 | 440 | 426,6 | 42 | 100 | 0,23х2 | |
| Токарно-винторезная (Черновая Установ Б) | Точить пов. 3 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,97 | 58 | 497 | 497,7 | 36 | 17,6 | 0,04х2 |
| Точить пов. 9 начерно | Резец проходной Т5К10 | 2,6 | 0,97 | 65 | 493 | 557,8 | 80 | 117,5 | 0,47х2 | |
| Точить пов. 23 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,58 | 58 | 560 | 542,9 | 33 | 76 | 0,28 | |
|
| Точить пов. 15 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,58 | 58 | 462 | 448 | 40 | 86 | 0,38 |
| Точить пов.19 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,58 | 58 | 478,5 | 464,2 | 38,6 | 19 | 0,04 | |
| Токарно-винторезная (Чистовая Установ А) | Точить пов.3 и торец пов. 5 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 738,8 | 399 | 35,35 | 18 | 0,05 |
|
Токарно-винторезная (Чистовая Установ Б)
| Точить фаску пов.2 | Резец проходной Т5К10 | 2,5 | 0,06 | 130 | 1171 | 70,3 | 35 | 2,5 | 0,06 |
| Точить фаску пов.6 | Резец проходной Т5К10 | 1 | 0.06 | 130 | 985.6 | 59.1 | 42 | 1 | 0.03 | |
| Точить канавку пов.9 | Резец проходной Т5К10 | 0,2 | 0,06 | 70 | 637 | 38,2 | 35 | 2,2 | 0,06 | |
| Точить пов.23 и торец пов.21 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 807,3 | 436 | 32,35 | 76 | 0,17 | |
|
| Точить пов.19 и торец пов. 17 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 681 | 367,7 | 38,35 | 19 | 0,05 |
| Точить пов.15 и торец пов. 13 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 647,2 | 349,5 | 40,35 | 67 | 0,19 | |
| Точить фаску пов.24 | Резец проходной Т15К6 | 2,5 | 0,06 | 130 | 1171 | 70,3 | 35 | 2,5 | 0,06 | |
| Вертикальнофрезерная | Точить фаски пов.16, 12 | Резец проходной Т5К10 | 1 | 0.06 | 130 | 985.6 | 59.1 | - | 1 | 0,03х2 |
| Точить фаску пов. 20 | Резец проходной Т5К10 | 1 | 0.06 | 130 | 1089,5 | 65,4 | 38 | 1 | 0,08 | |
| Точить канавки пов.22, 18, 14 | Резец проходной Т5К10 | 0,2 | 0,06 | 70 | 637 | 38,2 | - | 2,2 | 0,06х3 | |
| Фрезеровать шпоночный паз Пов. 26 | Фреза концевая Р18 | 5 | 0,1 | 55 | 1752 | 175,2 | 10 | 61 | 0,35 | |
| Суммарное значение рабочего времени | 3,8 | |||||||||
|
| ||||||||||
Дата: 2019-07-30, просмотров: 312.