Определим ожидаемую производительность системы технологического оборудования за смену для неавтоматизированного производства:
где  – коэффициент использования линии, принимаем
– коэффициент использования линии, принимаем  .
.
По условию требуемая серийная производительность:

В связи с этим необходимо синтезировать вариант АЛ, которая позволила бы обеспечить заданную производительность. Для чего произведем дифференциацию технологического процесса обработки детали.
Структура линии, состоящей из фрезерно-центровального полуавтомата токарных копировальных станков (q=6), представлена на (рис. 4.1).
 Рисунок 4.1 - Компоновка АЛ с копировальными станками.
Рисунок 4.1 - Компоновка АЛ с копировальными станками.
Для этой линии лимитирующим является время  мин. Тогда производительность такой линии составляет:
мин. Тогда производительность такой линии составляет:
 шт./смену.
шт./смену.
Данное количество изделий не удовлетворяет требуемой производительности. Для увеличения производительности продифференцируем лимитирующую операцию, разбив ее на две части (q=7) (рис. 4.2):
 Рисунок 4.2 - Компоновка АЛ с копировальными станками.
Рисунок 4.2 - Компоновка АЛ с копировальными станками.
Для этой линии лимитирующим является время  мин. Тогда производительность такой линии составляет:
мин. Тогда производительность такой линии составляет:
 шт/смену.
шт/смену.
Данное количество изделий не удовлетворяет требуемой производительности. Для увеличения производительности продифференцируем технологический процесс далее. Результаты дифференциации сведем в таблицу 4.1.
Таблица 4.1 - Результаты дифференциации ТП
| Число q | 6 | 7 | 8 | 9 |
| tp(q), мин | 1,48 | 0,94 | 0,7 | 0,54 |
| QАЛ, шт/см | 187 | 295 | 395 | 512 |
Таким образом, требуемой производительности АЛ можно достичь продифференцировав ТП с использованием 8 станков:

Проанализируем обработку данного изделия с использованием станков-дублеров (рис. 4.3).
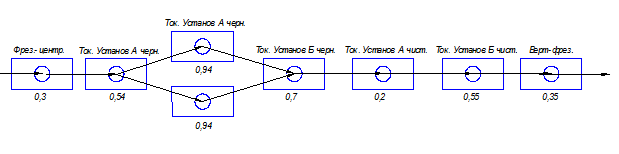 Рисунок 4.3 - Компоновка АЛ с использованием станков-дублеров
Рисунок 4.3 - Компоновка АЛ с использованием станков-дублеров
Для данного варианта АЛ лимитирующей операцией является токарно-винторезная со временем  мин. Производительность такой линии составляет:
мин. Производительность такой линии составляет:
 (шт./смену).
(шт./смену).
Этот вариант также обеспечивает требуемую производительность.
Для уменьшения количества станков, необходимых для данной производительности обработки, рассмотрим вариант применения одновременной многорезцовой обработки (рис. 4.4).
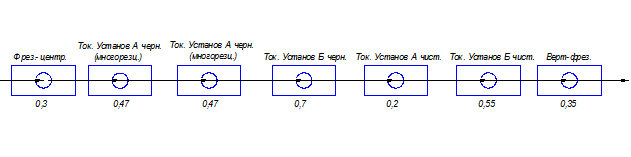 Рисунок 4.4 – Компоновка АЛ с использованием многорезцовых наладок.
Рисунок 4.4 – Компоновка АЛ с использованием многорезцовых наладок.
Как видно, применение многорезцовой обработки позволяет сократить количество необходимого оборудования. Проведем более точный анализ двух последних вариантов АЛ и определим, какой из них является более экономически целесообразным.
Дата: 2019-07-30, просмотров: 295.