Таблица 2.7
Наименование и марка материала
Чугун магниевый высокопрочный ВЧ 50 - 1,5
Наименование оборудования и приспособлений
Станок круглошлифовальный 3Б161
Номер и содержание перехода
Черновое шлифование коренных шеек.
Установить коленчатый вал в центра станка
Шлифовать коренные шейки до диаметра 61,1+0,1 мм Ra 0,63.
2.5.3. Карта эскиза чернового шлифования коренных
шеек чугунного коленчатого вала.
Заключение к технологическому процессу
восстановления чугунных коленчатых
валов двигателя ЗМЗ – 53А.
Данный технологический процесс обеспечивает качественное восстановление чугунных коленчатых валов без содержания пор и трещин. При всех преимуществах данной технологии у нее есть и некоторые сложности. Например, при выполнении наплавочных работ трудно выдержать расчетные припуски на обработку. Прижатие защитной оболочки к шейке вала производится на каждую шейку отдельно. При доработке стенда можно уменьшить время на сборку вала и защитных оболочек. При малых объемах изделий подлежащих восстановлению не удается полностью загрузить некоторые рабочие места и приходится искать дополнительную загрузку для рабочих.
2.7. Проектирование участка для восстановления
чугунных коленчатых валов
двигателя ЗМЗ – 53А.
2.7.1 Расчет количества оборудования
и его загрузки.
Определение количества станков для обработки чугунных коленчатых валов произведено по технико-экономическим показателям [16].
 , (2.18)
, (2.18)
где Те – оперативное время затраченное на данную операцию, мин;
Тт – такт изготовления детали, мин. Принимаю Тт – равному максимальному оперативному времени затраченному на наплавочной операции Те – 148,7 мин.
Требуемое количество станков на токарной операции:
 ;
;
На токарные операции принимаю 1 станок. Остальное количество оборудования рассчитано аналогично и занесено в табл. 2.8.
2.7.2. Расчет количества рабочих и обслуживающего
персонала.
Расчет количества рабочих станочников произведен по количеству принятого оборудования табл. 2.8.
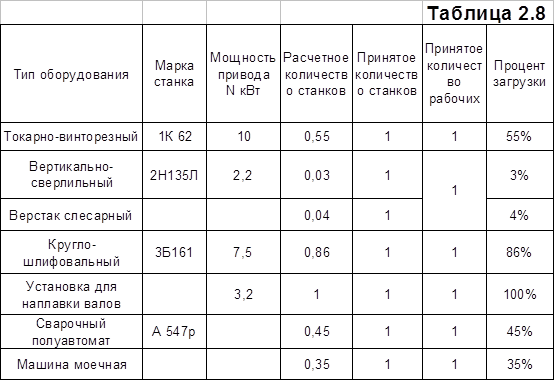
Некоторые рабочие будут загружены не полностью. Токарь на 55%, слесарь на 7%, мойщик на 35%, сварщик на 45%. В условиях ремонтного участка целесообразно этих рабочих доза грузить работой согласно их профиля работы. Например, мойщика можно использовать на входной мойке машин поступающих на ремонт.
Инженерно-технический персонал рассчитан в размере 11-12% от количества рабочих [16]. Принят 1 мастер. Остальной обслуживающий персонал принимается по штатному расписанию ремонтного цеха.
2.7.3. Расчет производственных площадей.
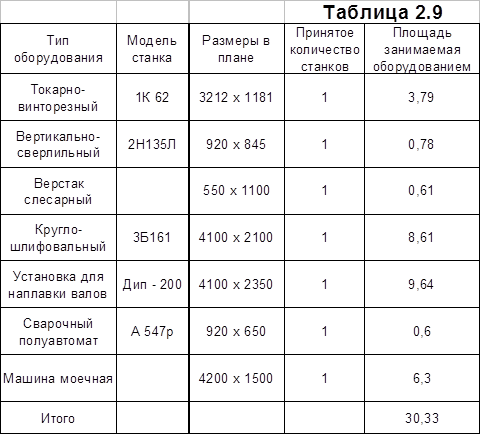
Расчет площадей участка восстановления чугунных коленчатых валов произведен по нормам технологического проектирования предприятий машиностроения [23] и занесен в табл. 2.9.
 , (2.19)
, (2.19)
где  - общая площадь, занимаемая оборудованием;
- общая площадь, занимаемая оборудованием;
к – коэффициент проходов и рабочих зон. Принят к = 4,5 [16].

 ,
,
2.7.4. Разработка и обоснование схем
планировки оборудования.
Ширина пролета участка принята В = 18 м.
Длина занимаемая участком:
 , (2.20)
, (2.20)
 м;
м;
Нормы ширины проезда приняты с учетом оргоснастки на основании типовых проектов организации рабочих мест и требований ГОСТ 12.3.020 – 80 [23].
Ширина проезда – 3 м;
Расстояние от станка до проезда – 2 м;
Расстояние между станками:
между тыльными сторонами – 1м;
между боковыми сторонами – 1,3 м;
между фронтом – 2,6 м;
Расстояние от стен и колон до:
фронта – 1,6 м;
тыльной стороны – 1,5 м;
боковой стороны – 0,9 м;
По рекомендациям [23], принято расположение наплавочного, сварочного поста у стен участка в изолированном помещении. Шлифовальный и моечный посты так же располагаю в изолированном помещении.
Схема участка восстановления чугунных
коленчатых валов.
Дата: 2019-07-30, просмотров: 371.