Введение.
В современном машиностроении применяются различные конструкционные материалы. Однако и до настоящего времени чугун является одним из основных конструкционных материалов. Например, вес чугунных отливок составляет до 50% веса машин. Это обусловливается простотой и относительной дешевизной изготовления чугунных деталей, хорошими литейными свойствами чугуна, его высокой износостойкостью, малой чувствительностью к концентраторам напряжений, способностью гасить вибрацию и т. д.
Одной из актуальных задач стоящих перед организациями, эксплуатирующих автомобильную и автотракторную технику, является продление срока службы отработавших деталей, в том числе и чугунных. Сварка и наплавка чугуна широко применяется при ремонте вышедшего из строя различного оборудования. Однако она связана со значительными трудностями. Это связано с тем, что металл шва и околошовной зоны очень склонен к образованию твердых непластичных структур (ледебурита, мартенсита) и трещин вследствие больших скоростей охлаждения при сварке и наплавке, низкой прочности чугуна и почти полного отсутствия пластичности. Это осложняет решение многих вопросов, связанных с разработкой сварочных материалов (электродов, проволоки, флюсов и др.) для сварки чугуна.
Горьковский автомобильный завод широко применяет в двигателях своих автомобилей детали из чугуна. Одной из них является коленчатый вал.
Целью дипломного проекта является разработка технологического процесса восстановления чугунных коленчатых валов двигателя ЗМЗ – 53А позволяющего избежать выше перечисленных недостатков с возможностью применения в небольших ремонтных подразделениях МПС РФ.
Большую работу по изучению процессов, протекающих при сварке и наплавке чугуна, провели исследователи: Доценко Г. Н., Доценко Н. И., Луппиан Г. Э. и др. Работы этих исследователей использованы в дипломном проекте.
Литературный обзор и обоснование темы
Дипломного проекта.
Описание изделия и технические
условия на ремонт чугунного коленчатого вала.
Чугунные коленчатые валы в автомобильных двигателях стали применять с 1960 года [3]. Высокопрочные чугуны по ГОСТ 7293-85 делятся на два класса: перлитные (ВЧ 45-0; ВЧ 50-1,5; ВЧ60-2) и ферритные (ВЧ 40-0; ВЧ 40-6). Большое применение нашли чугуны перлитного класса благодаря высокой прочности и износостойкости.
Чугунный коленчатый вал двигателя ЗМЗ-53А
Рис. 1.1
В табл. 1.1 приведены сведения о прочностных свойствах высокопрочного, серого, модифицированного, ковкого чугунов и стали 45 [1].
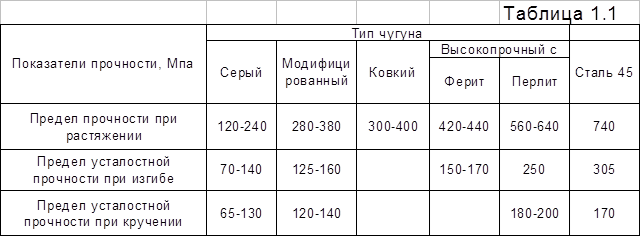
Из табл. 1.1. видно, что основные механические свойства перлитного высокопрочного чугуна примерно такие же, как и у стали 45 и значительно выше, чем у других чугунов. При этом себестоимость отливок из высокопрочного чугуна в 2-2,5 раза ниже по сравнению с себестоимостью отливок из ковкого чугуна и поковок стали 45 [3].
Усталостная прочность.
Применение высокопрочного чугуна взамен стали 45, для изготовления коленчатых валов стало возможным благодаря его высокой усталостной прочности. Соотношение по усталостной прочности для стальных и чугунных образцов гладких и коленчатых валов одинаковой формы представлены в табл. 1.2 [2].
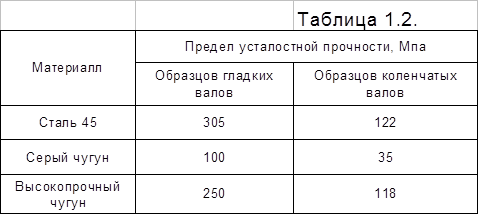
По данным табл. 1.2. у образцов гладких валов, изготовленных из высокопрочного чугуна, предел усталостной прочности на 18% меньше, чем у образцов изготовленных из стали 45; у коленчатых валов, изготовленных из тех же металлов, эта разница равна всего 4%. Объясняется это тем, что усталостные трещины вызывающие разрушения чугунных коленчатых валов, возникают в местах концентрации напряжений на галтелях, а высокопрочный чугун сохраняет присущую всем чугунам малую чувствительность к концентрации напряжений.
Износостойкость.
Высокую износостойкость высокопрочного чугуна с перлитной основой, не уступающую закаленной стали 45, большинство исследователей [4] объясняют наличием на его поверхности вскрытых графитовых включений, которые служат смазкой, а освободившиеся полости являются накопителями дополнительной смазки, необходимой при пуске и остановке двигателя.
При сравнении стальных и чугунных коленчатых валов в опубликованных работах [5,7] указывается, что при твердости стальных шеек HRC 56 их износостойкость равна износостойкости шеек чугунного коленчатого вала, при твердости шеек менее HRC 56 – меньше и при твердости более HRC 56 – больше износостойкости шеек чугунного коленчатого вала.
Рис. 1.2
Чугунных коленчатых валов.
В настоящее время чугунные коленчатые валы используются в двигателях автомобилей горьковского автомобильного завода, марки автомобилей ГАЗ-53А, ГАЗ-66, «Волга», «Газель». В некоторых автохозяйствах парк этих машин составляет до 80% от всего количества машин. Перестройка народного хозяйства и структурные изменения в нашей стране привели к разукрупнению автохозяйств, появлению мелких парков машин со смешанной формой собственности. Одной из задач, вставшей перед этими автохозяйствами, становится поддержание машин в рабочем состоянии при ограниченных финансовых ресурсах. По этому процесс восстановления изношенных деталей является на сегодняшний день актуальной задачей.
Существует несколько технологий восстановления чугунных коленчатых валов [3]:
1. Шлифовка под ремонтные размеры.
Один из часто применяемых способов восстановления работоспособности коленчатых валов. Преимущества этого способа в его технологической простоте. Из оборудования требуется наличие кругло шлифовального станка и типовой оснастки к нему. Но у этого способа имеется и ряд недостатков. Потеря взаимозаменяемости деталей, потребность в деталях (вкладыши) с ремонтными размерами, наличие складских площадей под них.
2. Вибродуговая наплавка в жидкости.
При этом способе качество наплавленного металла зависит от многих факторов и резко ухудшается при изменении режимов наплавки и химического состава электродной проволоки. Поэтому даже при хорошо отлаженном процессе восстановления на шейках чугунных коленчатых валов часто встречаются поры и трещины. Количество пор увеличивается по глубине слоя, поэтому восстановленные чугунные коленчатые валы шлифуют лишь до третьего ремонтного размера, а затем выбраковывают. Усталостная прочность чугунных коленчатых валов, восстановленных вибродуговой наплавкой в жидкости, снижается на 35-40% [6]. Однако благодаря двукратному запасу прочности в эксплуатации наблюдается незначительное количество их поломок. Но применение этого способа наплавки для восстановления чугунных коленчатых валов двигателей грузовых автомобилей из-за значительного снижения усталостной прочности становиться не приемлемым.
3. Вибродуговая наплавка в водокислородной среде [9].
При этом способе восстановления наплавленный металл имеет структуру троостита, переходящую в сорбитообразный перлит с твердостью слоя HRC 42-48. Такой металл по износостойкости уступает высокопрочному чугуну, тем не менее, коленчатые валы восстановленные этим способом, обеспечивают срок службы двигателей соответствующий пробегу автомобиля 50-60 тыс. км. Сведений об усталостной прочности чугунных коленчатых валов, восстановленных наплавкой в водокислородной среде, не имеется. В целом эксплуатационные свойства таких валов изучены не достаточно, но из-за низкой в сравнении с высокопрочным чугуном износостойкости наплавленного металла этот способ наплавки не может быть рекомендован к повсеместному использованию.
4. Однослойная наплавка под флюсом.
Этот способ наплавки исследовался в НИИАТе и КАЗНИПИАТе [3]. Для наплавки применяли проволоку разных марок, в том числе пружинную 2 класса ГОСТ 1071-81, ОВС, НП-30ХГСА, Св-08, Св-10Х13, Св-12ГС ГОСТ 792-67 и другие. Наплавку производили под флюсами АН-348А, ОСЦ-45, АН-15, АН-20 ГОСТ 9087-81 без примешивания и с примешиванием к флюсу графита, феррохрома, ферромарганца, ферромолибдена, алюминиевого порошка и других компонентов для получения наплавленного металла мартенситной структуры с твердостью HCR 56-62 без пор и трещин. Наплавку производили при разном шаге, прямой и обратной полярности, разных напряжений дуги и индуктивности сварочной цепи, скорости подачи электродной проволоки и вращения детали. Все разновидности однослойной наплавки под флюсом не дали положительных результатов. Наплавленный металл имел неоднородную структуру и твердость, содержал поры, трещины и шлаковые включения.
5. Двухслойная наплавка проволокой Св-08 под легирующим слоем флюса.
Этот способ наплавки разработан в НИИАТе [3]. Лучшие результаты из многочисленных вариантов двухслойной наплавки получаются при использовании малоуглеродистой проволоки Св-08 диаметром 1,6 мм и легирующего флюса АН-348А (2,5 части графита, 2 части феррохрома №6 и 0,25 частей жидкого стекла). Металл первого слоя имеет аустенитное строение и твердость HRC 35-38. Второй слой имеет мартенситное строение и твердость HRC 56-62 и содержит небольшое количество пор. Недостатком этого способа наплавки является образование большого количества трещин в наплавленном слое, вызывающих повышенный износ сопряженных вкладышей. Усталостная прочность чугунных коленчатых валов двигателей ЗМЗ 53-А, восстановленных двухслойной наплавкой под легирующим флюсом, снижается на 26- 28% т.е. меньше, чем при вибродуговой наплавке в жидкости. Наличие на поверхности шеек большого количества трещин не позволяет рекомендовать этот способ для широкого применения.
6. Двухслойная наплавка порошковой проволокой.
Рис. 1.3
Этот способ разработан в Казахском научно-исследовательском институте автомобильного транспорта в 1966 году [3]. Наплавленный металл второго слоя имеет структуру мартенсита и твердость HRC 56-60. Существенным недостатком этого способа наплавки является образование пор, раковин и трещин в наплавленном слое. Износостойкость наплавленных шеек находится на уровне не наплавленных. Усталостная прочность восстановленных чугунных коленчатых валов снижается на 44%. В связи с выше перечисленными недостатками этот способ восстановления чугунных коленчатых валов рекомендовать нельзя.
7. Наплавка в среде углекислого газа.
Рис. 1.4
Способ наплавки разработан в НИИАТе [3]. Шейки чугунных коленчатых валов наплавлялись проволокой разных марок, в том числе Нп-2Х13, ОВС, Св-12ГС, Нп-30ХГСА, Св-08 и другими. Во всех случаях структура наплавленного металла была неудовлетворительной, в слое имелись поры и трещины. Наименьшее количество дефектов на поверхности шеек получается при наплавке проволокой Нп-2Х13, наплавленный металл при этом имеет структуру аустенита с карбидной сеткой и неравномерную по длине твердость, колеблющуюся от HRC 51-60. Износ шеек чугунных коленчатых валов, наплавленных в углекислом газе проволокой Нп-2Х13, был больше не наплавленных шеек. Усталостная прочность при этом способе снижается на 45-50%. Из-за указанных недостатков такую наплавку применять нецелесообразно.
8. Плазменная металлизация [10].
Рис.1.5
Среди новых технологических процессов большой интерес для процесса восстановления деталей автомобилей представляет способы нанесения металлопокрытий с использованием плазменной струи в качестве источника тепловой энергии. Наиболее перспективным способом восстановления деталей нанесением износостойких металлопокрытий является плазменное напыление с последующим оплавлением покрытия. При этом в металле оплавленного покрытия доля основного металла минимальна. Покрытие обладает высокой износостойкостью, без пор и трещин. Процесс является высокопроизводительным. Недостатком этого способа является высокие начальные капиталовложения в оборудование. В нынешних условия при отсутствии оборотных средств у предприятий этот недостаток не позволяет рекомендовать способ к повсеместному использованию.
9. Лазерный способ восстановления[10].
Этот способ не может быть рекомендован к использованию на данном этапе в силу высокой стоимости оборудования и высокой требовательности к обслуживающему персоналу и культуре производства.
10. Наплавка под легирующим флюсом по оболочке [3].
Этот способ восстановления чугунных коленчатых валов разработан в НИИАТе и позволяет получить наплавленный металл без пор и трещин при более высокой, по сравнению с другими способами, усталостной прочности восстановленных чугунных коленчатых валов. Достоинством этого способа является отсутствие пор и трещин, высокие прочностные характеристики и простое, доступное по цене, оборудование.
Сущность способа восстановления чугунного коленчатого вала с применением защитных металлических оболочек:
Сущность способа заключается в следующем. Деталь обвертывают, металлической оболочкой из листовой стали, плотно прижимают оболочку к поверхности детали с помощью специального приспособления и сваркой в среде углекислого газа прихватывают ее в стыке. После удаления приспособления производят автоматическую наплавку детали под флюсом по металлической оболочке непосредственно.
Схема наплавки под флюсом по оболочке.
Рис. 1.6
Известно [12], что для устранения трещин в наплавленном металле необходимо уменьшить в нем содержание углерода, кремния, марганца, серы и фосфора. Поскольку высокопрочный чугун содержит значительное количество этих элементов, при экспериментах применяли оболочку из стали 08 и проволоку Св-08, содержащие их в небольшом количестве.
При наплавке под флюсами АН-348А, ОСЦ-45, АН-15, АН-20 лучшее формирование слоя и меньшее количество дефектов получилось при использовании флюса АН-348А. С увеличением толщины [3] оболочки глубина проплавления высокопрочного чугуна уменьшается (Рис.1.6), соответственно уменьшается поступление в наплавленный металл углерода, кремния, марганца и других элементов. Поэтому для получения наплавленного металла мартенситной структуры с твердостью HRC 56-62 во флюс добавляли графит и феррохром, обеспечивая содержание в наплавленном металле углерода 0,6-0,8% и требуемое количество хрома.
При толщине оболочки 0,8 мм трещины и поры в наплавленном металле отсутствовали, в то время как при обычных способах наплавки высокопрочного чугуна при содержании углерода 0,6-0,8% трещин и пор избежать не удается.
Зависимость глубины проплавления основного металла
от толщины оболочки.
Рис. 1.7
Роль оболочки в устранении пор и трещин.
С увеличением толщины оболочки уменьшается глубина проплавления чугуна и соответственно количество образующейся окиси углерода, вызывающей образование пор. При толщине оболочки 0,8 мм и более небольшое количество окиси углерода успевает выделиться из расплавленного металла и пор в нем не наблюдается. Устранению трещин при наплавке по оболочке способствует два фактора: уменьшение поступления в наплавленный слой кремния, марганца, магния и уменьшение величины и скорости нарастания растягивающих напряжений в наплавленном валике в период его кристаллизации благодаря уменьшению сил сопротивления усадок валика за счет перемещения или пластической деформации оболочки. Доказано [13], что образование горячих трещин происходит в период нахождения расплава в твердожидком состоянии при определенной величине и скорости нарастания внутренних напряжений.
Схема сил, препятствующих усадке наплавленного валика.
Рис. 1.8
Процесс усадки наплавленного металла происходит следующим образом. При наплавке часть металла, Т.Ж (Рис. 1.8), находится в твердожидком состоянии и при усадке уменьшается в радиальном А, тангенциальном Б и осевом направлениях. Усадке валика в радиальном направлении А чугун не препятствует. Усадке в тангенциальном направлении Б препятствует ранее наплавленный валик по контуру аб, чугун по контуру бвг и оболочка по контуру гд. При наплавке по винтовой линии в наплавленном металле в основном возникают кольцевые трещины, поэтому рассматриваем процесс усадки валика в осевом направлении В. Сопротивление усадке валика в осевом направлении по контуру зи незначительно, поскольку разница в температуре на границе твердожидкого и твердого металла невелика и их усадка происходит почти одновременно. Поэтому усадке валика в направлении В препятствует только чугун по контуры вг и оболочка по контуру гд.
При усадке валика в начале происходит упругая деформация оболочки и чугуна. Поскольку чугун почти не обладает упругими свойствами [1], скорость нарастания растягивающих напряжений со стороны оболочки в несколько раз меньше, чем со стороны чугуна. После достижения предела текучести, происходит пластическая деформация оболочки и чугуна, поэтому внутренние напряжения в них не превзойдут предела текучести т.е.
 , (1.1)
, (1.1)
 , (1.2)
, (1.2)
где  ,
,  - напряжения в оболочке и чугуне;
- напряжения в оболочке и чугуне;
 ,
,  - пределы текучести оболочки и чугуна.
- пределы текучести оболочки и чугуна.
Остальные напряжения в валике будут равны отношению суммы усилий сопротивления усадке со стороны чугуна и оболочки к площади поперечного сечения валика.
Для случая с закрепленной оболочкой, напряжения в валике можно выразить уравнением:
 , (1.3)
, (1.3)
где Н - высота валика, мм;
 - глубина проплавления чугуна при наплавке без оболочки, мм;
- глубина проплавления чугуна при наплавке без оболочки, мм;
 - толщина оболочки, мм;
- толщина оболочки, мм;
R – коэффициент, учитывающий разность теплофизических свойств чугуна и оболочки;
Таким образом, для уменьшения внутренних напряжений в наплавленном слое металла и для предупреждения образования трещин в нем, необходимо применять оболочки с низким пределом текучести и высокой пластичностью. Такими свойствами обладает малоуглеродистая сталь. При наплавке по оболочке толщиной 0,8-0,9 мм глубина проплавления чугуна уменьшается с 2,4 мм до 1,0 мм [3]. Соответственно величина остаточных напряжений уменьшается примерно в 2,4 раза.
Мартенситную структуру наплавленного металла можно получить путем: термообработки, охлаждением слоя жидкостью в процессе наплавки либо путем введения в наплавленный металл легирующих элементов, через флюс [14] или проволоку. Сущность последнего способа заключается в следующем. С увеличением содержания углерода в стали, твердость образующего мартенсита увеличивается и достигает HRC 60-62 при 0,6-0,8% углерода [12]. Углерод одновременно снижает точки начала и конца мартенситных превращений в область отрицательных температур. Поэтому при увеличении его содержания более 0,8% твердость наплавленного металла снижается за счет увеличения в нем остаточного аустенита. С увеличение содержания легирующих элементов, хрома или марганца, в наплавленном слое кривые превращения сдвигаются вправо, что приводит к уменьшению критической скорости закалки при охлаждении детали на воздухе. Стойкость образованного мартенсита против отпуска увеличивается, поэтому при недостаточном количестве легирующих элементов может произойти отпуск ранее наплавленных валиков (швов) вследствие значительного нагрева слоя в процессе наплавки. Точки начала и конца мартенситных превращений снижаются в область отрицательных температур, поэтому чрезмерное увеличение легирующих элементов приводит к увеличению количества остаточного аустенита в наплавленном металле и снижению твердости последнего. Стойкость аустенита в зоне мартенситных превращений повышается, поэтому при охлаждении наплавленного металла для превращения аустенита в мартенсит требуется больше времени. При наплавке это явление способствует увеличению количества остаточного аустенита и снижению твердости наплавленного металла.
В соответствии с выше изложенным для получения наплавленного металла мартенситной структуры с твердостью порядка HRC 60-62 в нем должно содержаться 0,6-0,8% углерода и определенное количество легирующих элементов, зависящее от термического цикла наплавленного слоя. В нашем случае целесообразно применять хром. Некоторые другие легирующие элементы, например марганец, способствуют образованию трещин в наплавленном слое.
Опыты по получению металла с мартенситной структурой проводились в следующем порядке [3]. Сначала к флюсу примешивали графит с целью получения в наплавленном металле 0,6-0,8% углерода, затем к тому же флюсу с найденным количеством графита примешивали феррохром для получения мартенситной структуры при охлаждении наплавленного металла на воздухе.
Углерод и легирующие элементы в наплавленный металл можно вводить также применением порошковой проволокой, легирующего или керамического флюса, легированной проволоки и легированной оболочки.
По результатам опытов в табл. 1.3 представлены данные экспериментальных наплавок коленчатых валов двигателей ЗМЗ-53А.
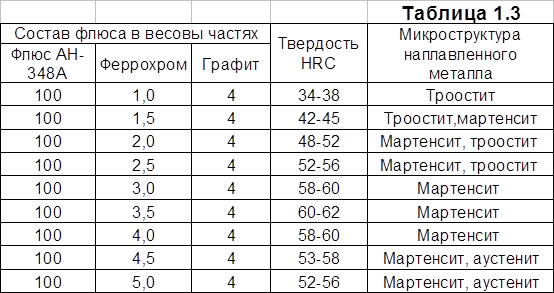
Как видно из табл. 1.3, наиболее высокая твердость металла со структурой мартенсита получается при наплавке под легирующим флюсом, содержащим 4% графита и 3,5% феррохрома. При этом наплавленный металл содержит 0,8% углерода, 1,8% хрома, 1,79% марганца, 0,65% кремния и в незначительном количестве другие элементы.
Эксплуатационные испытания на износостойкость проводились следующим образом [3]. Испытывали чугунные коленчатые валы двигателя ЗМЗ-53А, у которых по две шатунных и по две коренных шейки были наплавлены под легирующим флюсом по оболочке. Часть шеек наплавляли под легирующим флюсом с меньшим количеством феррохрома, в результате они имели твердость HRC 50-60, остальные шейки имели твердость HRC 50-62. Наличие шеек с таким диапазоном твердости позволило определить зависимость между твердостью и износостойкостью наплавленного металла относительно высокопрочного чугуна. Чугунные коленчатые валы обрабатывались в соответствие с механическими требованиями завода и устанавливали на капитально отремонтированные двигатели.
Двигатели эксплуатировали в обычных условиях без разборки до появления технических неисправностей, после чего их снимали с автомобилей, разбирали и замеряли диаметры и толщины вкладышей.
В табл. 1.4 приведены данные по относительному износу наплавленных шеек по девяти коленчатым валам со сроком службы, соответствующим пробегу автомобиля 50-70 тыс. км.
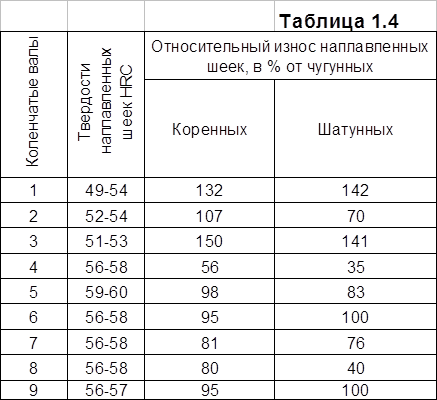
Из табл. 1.4 видно, что наплавленные шейки с твердостью более HRC 56 изнашиваются меньше, а с твердостью менее HRC 56 изнашиваются больше не наплавленных чугунных шеек. Поскольку при оптимальном составе легирующего флюса твердость наплавленного металла колеблется в пределах HRC 56-62, износостойкость восстановленных чугунных коленчатых валов получается не ниже новых.
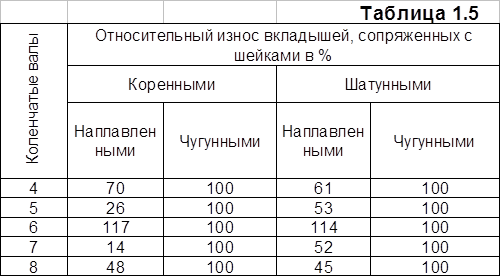
Данные по износостойкости вкладышей с шейками тех же валов, см. табл. 1.4, приведены в табл. 1.5.
Как видно из табл. 1.5, износ вкладышей, сопряженных с наплавленными шейками, меньше, чем с не наплавленными.
Испытанию на статическую прочность подвергали новые коленчатые валы и восстановленные наплавкой. Результаты приведены в табл. 1.6.

Как видно из табл. 1.6, при всех способах наплавки происходит снижение прочности восстановленных чугунных коленчатых валов.
Испытанию на усталостную прочность проводились не машине УП-50 конструкции ЦНИИТМАШ на натуральных образцах. Машина УП-50 предназначена для возбуждения и поддержания, заданных по величине переменных изгибающих напряжений. Результаты испытаний на усталостную прочность приведены в табл. 1.7.
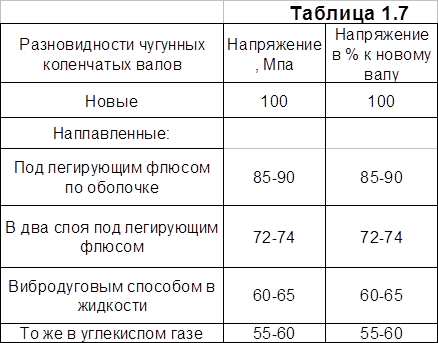
Как видно из табл. 1.7, усталостная прочность при любом способе наплавки снижается. Наименьшее снижение усталостной прочности 10-15% происходит при наплавке под легирующим флюсом по оболочке. Наибольшее снижение усталостной прочности при наплавке в углекислом газе подтвердилось поломкой экспериментального чугунного коленчатого вала в эксплуатации.
Задачи дипломного проекта.
В настоящее время в производственных подразделениях МПС РФ существует потребность в надежном и не требующем высокотехнологического оборудования способе восстановления чугунных коленчатых валов ГАЗ – 53А. Для достижения этой цели необходимо решить следующие задачи:
Требуется разработать технологический процесс включающий в себя:
- Выбор оборудования и технологической оснастки;
- Расчет и выбор режимов восстановления;
- Техническое нормирование операций;
- Технологическую документацию;
- Проектирование участка;
- Разработку и расчет приспособлений;
- Технико-экономический расчет;
- Технику безопасности при проведении работ.
2. Проектирование технологического процесса
восстановления чугунного коленчатого вала
Двигателя ЗМЗ-53А.
2.1. Разработка маршрутного технологического процесса.
Для осуществления качественных наплавочных операций требуется произвести подготовку ремонтных поверхностей мойкой. Грязь, жировые и масляные пленки при сварочных и наплавочных работах приводят к образованию пор и трещин. Часто поступающие в ремонт валы из-за больших нагрузок испытываемых во время эксплуатации имеют повышенную деформацию. Для исправления этого дефекта требуется предусмотреть операцию правки. Шлифовку коренных шеек вала производят в центрах станка. Выполнения технологических требований по биению коренных шеек, каждый переход шлифовки производят за одну установку в центрах станка. Для этого в технологический процесс введена операция правки центровых фасок. Защитные оболочки устанавливаются на подготовленные поверхности шеек вала. Шейки вала должны иметь шероховатость не ниже Ra 1,25. Для этого шейки вала шлифуют на 1 мм меньше последнего ремонтного размера. Закрепление оболочек к шейкам вала производят сваркой. После закрепления оболочек требуется наплавить галтели шеек и после этого наплавить шейки вала. Обработку шеек вала под ремонтные размеры производят за два раза, черновым и чистовым шлифованием. Обработка отверстий масляных каналов производится перед чистовым шлифованием, чтобы не испортить номинальные размеры на слесарных операциях. При необходимости готовые коленчатые валы не прошедшие операцию контроля по биению коренных шеек правят на прессе. Для этого в технологическом процессе должна быть предусмотрена повторная операция правки. Восстановление номинальных размеров фланца маховика, шейки под шкив вентилятора и резьбы в отверстии под храповик производят токарным и слесарным способом. Для выполнения технических требований по шероховатости Ra 0,32 шейки коленчатых валов полируют. Для удаления жировых и масляных пленок, а также грязи и стружки коленчатые валы моют. Для предотвращения появления следов ржавчины коленчатые валы консервируют смазкой.
Технология восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1.
Таблица 2.1.
| Технология | ||
| Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А | ||
| автоматической наплавкой под легирующим флюсом по оболочке | ||
| Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 | ||
| Твердость НВ 196 - 203. Твердость шеек наплавки НRС 56 - 62. | ||
| № Перехода | Наименование операции, перехода | Оборудование, инструмент |
| 1 Мойка | ||
| Промыть коленчатый вал в горячем растворе каустической соды | Моечная машина | |
| 2 Слесарная | ||
| 1 | Установить коленчатый вал в тиски | |
| 2 | Отвернуть пробки грязеуловителей | Верстак слесарный |
| 3 | Снять и перевернуть коленчатый вал | тиски, ключи |
| 4 | Повторить переход 2 для остальных шатунных шеек | |
| 5 | Снять деталь | |
| 3 Очистка грязеуловителей | ||
| 1 | Установить коленчатый вал в тиски | Верстак слесарный |
| 2 | Выбить грязь из двух грязеуловителей | тиски, ключи |
| 3 | Перевернуть коленчатый вал | |
| 4 | Выбить грязь из двух оставшихся грязеуловителей | Металлический ерш |
| 5 | Снять деталь | |
| 6 | Поставить коленчатый вал на установку для промывки грязеуловителей | Установка для |
| 7 | Промыть грязеуловители | промывки грязеуловителей. |
| 8 | Снять деталь | |
| 4 Мойка | ||
| Промыть коленчатый вал в горячем растворе каустической соды | Моечная машина | |
| № Перехода | Наименование операции, перехода | Оборудование, инструмент |
| 5 Контроль | ||
| 1 | Установить коленчатый вал первой и пятой коренными шейками на призмы | Контрольная плита |
| 2 | Проверить биение третьей коренной шейки и при биении более 0,2 мм красить красной краской; такой вал подлежит правке на прессе | Призмы, индикатор, краска, кисть |
| 3 | Снять деталь | |
| 6 Правка | ||
| 1 | Установить вал в электропечь и нагреть до 400 градусов С | Электропечь |
| 2 | Вынуть вал из печи и установить вал первой и пятой коренными шейками на призмы пресса | Призмы, индикатор |
| 3 | Проверить биение третьей коренной шейки и выправить вал до биения не превышающего 0,2 мм | Пресс |
| 4 | Снять деталь | |
| 7 Центровка | ||
| 1 | Установить вал фланцем в патрон, а шейку под шестерню в люнет | Токарный станок, патрон 3х кулачковый |
| 2 | Выставить вал, обеспечив биение третьей коренной шейки не более 0,2 мм | Люнет, индикатор |
| 3 | Проверить резцом центровую фаску под углом 30 на глубину 3 мм | Резец ВК 8 |
| 4 | Снять деталь | |
| 8 Шлифование шатунных шеек под наплавку | ||
| 1 | Установить вал в центросмесители по 1 и 4 шатунной шейкам | Кругло-шлифовальный станок |
| 2 | Шлифовать 1 и 4 шейки до диаметра 57,5 мм | Центросмесители |
| 3 | Повторить переходы 1 и 2 для 2 и 3 шатунных шеек | Шлифовальный круг |
| 4 | Снять деталь | ЭСТ-25 (60) К |
| 9 Шлифование коренных шеек под наплавку | ||
| 1 | Установить вал в центра станка | Кругло-шлифовальный станок |
| 2 | Шлифовать все коренные шейки до диаметра 67,5 мм | Центра |
| 3 | Снять деталь | Микрометр 50-75 мм |
| 10 Прихватка оболочек к коренным шейкам | ||
| 1 | Надеть оболочку на 1 шейку вала | Металлическая |
| 2 | Вставить вал с оболочкой в зажимные кольца стенда | оболочка |
| 3 | Выставить оболочку | Стенд для зажима |
| 4 | Опустить вал | Полуавтомат А547р |
| 5 | Включить пневмокамеру | |
| 6 | Прихватить оболочку | |
| 7 | Выключить пневмокамеру | |
| 8 | Поднять вал | |
| 9 | Повторить переходы 1 - 8 для остальных коренных шеек | |
| 11 Контроль | ||
| Легким постукиванием металлического стержня проверить | Металлический | |
| плотность прилегания оболочек. При не плотном прилегании | стержень | |
| зубилом удалить оболочку и надеть новую. | ||
| 12 Заварка стыка оболочки | ||
| 1 | Положить коленчатый вал на стол для прижатия оболочек | См. опер. 10 |
| 2 | Проварить стыки оболочек | |
| № Перехода | Наименование операции, перехода | Оборудование, инструмент |
| 13 Прихватка оболочек к шатунным шейкам | ||
| Повторить все переходы операции 10 | См. опер. 10 | |
| 14 Контроль | ||
| Повторить переходы операции 11 | См. опер. 11 | |
| 15 Заварка стыка | ||
| Повторить переходы операции 12 | ||
| 16 Слесарная | ||
| Завернуть пробки в грязеуловители | См. опер. 2 | |
| 17 Наплавка галтелей коренных шеек в углекислом газе | ||
| 1 | Установить вал на станок шейкой под шкив вентилятора | Установка для |
| в патрон и отверстием во фланце в центр задней бабки | наплавки валов | |
| 2 | Очистить шейки от грязи и масла | Мундштук для |
| 3 | Наплавить левые галтели всех коренных шеек | наплавки валов |
| 4 | Повернуть мундштук на 180 градусов | Патрон |
| 5 | Наплавить правые галтели всех коренных шеек | |
| 6 | Снять деталь | |
| 18 Наплавка галтелей шатунных шеек в углекислом газе | ||
| 1 | Установить вал в центросмесители | Центросмесители |
| 2 | Наплавить левые галтели 1 и 4 шейки | Мундштук для |
| 3 | Повернуть мундштук на 180 градусов | наплавки валов |
| 4 | Наплавить правые галтелей 1 и 4 шатунных шеек | Установка для |
| 5 | Повторить переходы 1,2,3,4 для 2 и 3 шатунных шеек | наплавки валов |
| 6 | Снять деталь | |
| 19 Наплавка коренных шеек под флюсом | ||
| Флюс АН 348 +3,5% феррохрома +4% графита | ||
| 1 | Установить вал шейкой под шестерню в патрон и | Установка для |
| 2 | отверстием во фланце в центр задней бабки | наплавки валов |
| 3 | Очистить шейки от грязи и ржавчины | |
| 4 | Зачистить места прихваток и наплавки галтелей | Наждачное полотно |
| 5 | Пробить бородком оболочки над отверстиями масляных | |
| каналов | 15% жидкого стекла | |
| 6 | Закрыть отверстия масляных каналов графитовой пастой | 85% графита |
| 7 | Наплавить шейку до диаметра 72,9 -1,1 мм | |
| 8 | Повторить переход 7 для остальных шеек | |
| 9 | Снять деталь | |
| 20 Наплавка шатунных шеек | ||
| 1 | Установить коленчатый вал в центросмесители | |
| 2 | Очистить шейки от грязи и ржавчины | |
| 3 | Зачистить места прихваток и наплавки галтелей | |
| 4 | Пробить бородком оболочки над отверстиями масляных | |
| 5 | Закрыть отверстия масляных каналов графитовой пастой | См. опер.19 |
| 6 | Наплавить 1 шатунную шейку до диаметра 62,9-1,1 мм | |
| 7 | Повторить переход 6 для 4 шейки | |
| 8 | Повторить переходы 1-6 для 2 и 3 шатунных шеек | |
| 9 | Снять деталь | |
| № Перехода | Наименование операции, перехода | Оборудование, инструмент |
| 21 Предварительное шлифование шатунных шеек | ||
| 1 | Установить коленчатый вал в центросмесители по 1 и 4 | |
| шатунным шейкам | ||
| 2 | Шлифовать 1 шатунную шейку до диаметра 60,8-0,2 мм | См. опер.8 |
| 3 | Повторить переход 2 для 4 шатунной шейки | |
| 4 | Повторить переход 1 и 2 для 2 и 3 шатунных шеек | |
| 5 | Снять деталь | |
| 22 Контроль | ||
| Проверить качество наплавленного слоя; поры, раковины, | ||
| трещины и шлаковые включения не допускаются; на | ||
| бракованных шейках сошлифовать металл и наплавить | ||
| новый под легирующим флюсом по оболочке | ||
| 23 Предварительное шлифование коренных шеек | ||
| 1 | Установить коленчатый вал в центр станка | |
| 2 | Шлифовать коренные шейки до диаметра 70,8-0,2 мм | См. опер. 9 |
| 3 | Снять деталь | |
| 24 Контроль | ||
| Проверить качество наплавленного слоя; поры, раковины, | ||
| трещины и шлаковые включения не допускаются; на | ||
| бракованных шейках сошлифовать металл и наплавить | ||
| новый под легирующим флюсом по оболочке | ||
| 25 Обработка отверстий масляных каналов | ||
| 1 | Установить коленчатый вал в коренные постели блока | Вертикально- |
| двигателя ЗМЗ 53А на столе сверлильного станка | сверлильный станок | |
| 2 | Раз зенковать отверстия масляных каналов на всех | Технологический |
| шатунных шейках | блок двигателя | |
| 3 | Раз зенковать отверстия масляных каналов на всех | ЗМЗ-53А |
| коренных шейках | Сверло диаметром | |
| 4 | Продуть отверстия | 14 мм |
| 5 | Снять деталь | |
| 26 Контроль | ||
| Проверить качество раззенковки масляных отверстий | ||
| 27 Окончательное шлифование шатунных шеек | ||
| 1 | Установить коленчатый вал в центросмесители | |
| 2 | Шлифовать 1 шатунную шейку до диаметра 60-0,013 мм | |
| 3 | Повторить переход 2 для 4 шатунной шейки | См. опер. 8 |
| 4 | Повторить переходы1,2,3 для 2 и 3 шатунных шеек | |
| 5 | Снять деталь | |
| 28 Окончательное шлифование коренных шеек | ||
| 1 | Установить коленчатый вал в центра кругло-шлифовального | |
| станка | См. опер. 9 | |
| 2 | Шлифовать коренные шейки до диаметра 70-0,013 мм | |
| 3 | Снять деталь | |
| № Перехода | Наименование операции, перехода | Оборудование, инструмент |
| 29 Контроль | ||
| 1 | Установить коленчатый вал 1 и 5 коренными шейками на | |
| призмы | Призмы | |
| 2 | Произвести наружный осмотр. Поры, трещины, раковины и | Индикатор |
| шлаковые включения не допускаются | Скобы | |
| 3 | Проверить диаметры шеек | |
| 4 | Проверить твердость на 1 коленчатом вале из партии | |
| Твердость должна быть НRС 56-62 | ||
| 5 | Проверить биение 3 коренной шейки, шейки под | |
| распределительную шестерню, шейку под шкив вентиля- | ||
| тора, торцевое биение фланца. | ||
| 30 Правка | ||
| 1 | Установить коленчатый вал крайними шейками на призмы | Пресс |
| 2 | Проверить биение 3 коренной шейки | Приспособление |
| 3 | Править коленчатый вал, биение не более 0,05 мм | для правки |
| 4 | Снять деталь | Индикатор |
| 31 Исправление фланца крепления маховика | ||
| 1 | Торцевать торцовую поверхность фланца со стороны | Патрон 3х кулачковый |
| маховика как чисто, обеспечив биение торца не | Люнет | |
| более 0,04 мм | Индикатор | |
| 2 | Проверить резцом центровую фаску 60 градусов на | Резец подрезной ВК8 |
| глубину 2,5 мм | Резец проходной ВК8 | |
| 3 | Снять фаску 3 x 45 по кромке фланца | Фаскомер |
| 4 | Снять деталь | |
| 32 Исправление отверстия во фланце под подшипник | ||
| 1 | Закрепить шейку коленчатого вала под распределительную | Патрон 3х кулачковый |
| шестерню в патрон и 5 шейку вала в люнет | Люнет | |
| 2 | Выверить биение по средней шейке. Биение не должно | |
| превышать 0,05 мм | Индикатор | |
| 3 | Расточить отверстие под ремонтную втулку до диаметра | Резец расточной ВК8 |
| 44+0,05 на длину 13 мм | Нутромер | |
| 4 | Притупить острые кромки | Шабер |
| 5 | Снять деталь | |
| 33 Слесарная | ||
| 1 | Закрепить коленчатый вал в тиски | Слесарный верстак |
| 2 | Запрессовать ремонтную втулку с размерами : | Оправка, молоток |
| Наружный диаметр 44,06 +0,02 мм | Тиски, медные | |
| Внутренний диаметр 38,5 +0,5 | прокладки | |
| Линейный размер 13 -0,3 мм | ||
| 3 | Снять деталь | |
| 34 Расточка отверстия | ||
| 1 | Закрепить коленчатый вал за шейку под ступицу шкива в | Индикатор |
| патрон и 5 шейкой в люнет | Резец расточной ВК8 | |
| 2 | Выверить биение по средней шейке. Биение не должно | Резец проходной ВК8 |
| превышать 0,05 мм | Нутромер | |
| 3 | Расточить отверстие во втулке под номинальный размер | Фаскомер |
| до диаметра 40 -0,012,-0,028 мм | ||
| 4 | Снять фаску 2,5 x 60 градусов по кромке втулки | |
| 5 | Снять вал | |
| № Перехода | Наименование операции, перехода | Оборудование, инструмент |
| 35 Восстановление шейки под шкив вентилятора | ||
| 1 | Установить вал фланцем крепления маховика в патрон, 1 | Патрон 3х кулачковый |
| коренной шейкой в люнет, хвостовик поджать центром | Люнет | |
| 2 | Выверить биение по средней шейке. Биение не должно | Индикатор |
| превышать 0,05 мм | ||
| 3 | Произвести накатку наружной поверхности шейки под шкив | Накатка-рифление |
| вентилятора | прямое | |
| 4 | Проточить шейку под ступицу шкива вентилятора до | Резец проходной ВК8 |
| номинального диаметра 38 +0,020, +0,003 мм | Скоба | |
| 5 | Снять деталь | |
| 36 Прогонка резьбы в отверстии под храповик при срыве | ||
| резьбы до пяти ниток | ||
| 1 | Закрепить коленчатый вал в тиски | Верстак слесарный |
| 2 | Прогнать резьбу М27x2 в отверстии под храповик по всей | Тиски, медные |
| длине | прокладки | |
| 3 | Снять коленчатый вал | Метчик М27x2 |
| 4 | Проверить качество прогонки резьбы | Вороток |
| 37 Нарезка ремонтной резьбы в отверстии под храповик | ||
| при срыве резьбы более пяти ниток | ||
| 1 | Закрепить коленчатый вал фланцем в патрон и 1 шейкой | Патрон 3х кулачковый |
| в люнет | Люнет | |
| 2 | Выверить биение по средней шейке. Биение не должно | Индикатор |
| превышать 0,05 мм | ||
| 3 | Рассверлить отверстие с сорванной резьбой до диаметра | Сверло диаметром |
| 27,7 +0,1 на длину 38 мм | 27,7мм | |
| 4 | Рассверлить отверстие до диаметра 31мм на глубину 6 мм | Сверло 31мм |
| 5 | Нарезать ремонтную резьбу М30x2 на глубину 29 мм | Метчик М30x2 |
| 6 | Проточить фаску 3x30 градусов | Вороток |
| 7 | Снять коленчатый вал | Резец расточной ВК8 |
| 38 Контроль | ||
| Проверить резьбу М30x2 и фаску 3x30 | Пробка резьб. М30х2 | |
| 39 Полирование шеек | ||
| 1 | Установить коленчатый вал в центра станка | Приспособление |
| 2 | Полировать коренные и шатунные шейки вала | для полировки |
| 40 Мойка | ||
| Продуть и промыть коленчатый вал | Керосин, | |
| Сжатый воздух | ||
| 41 Комплектация | ||
| Смазать коленчатый вал, завернуть в промасленную | Масло для АИ-20 | |
| бумагу и отправить на склад | Промасленная бумага | |
2.2. Выбор оборудования и технологической оснастки.
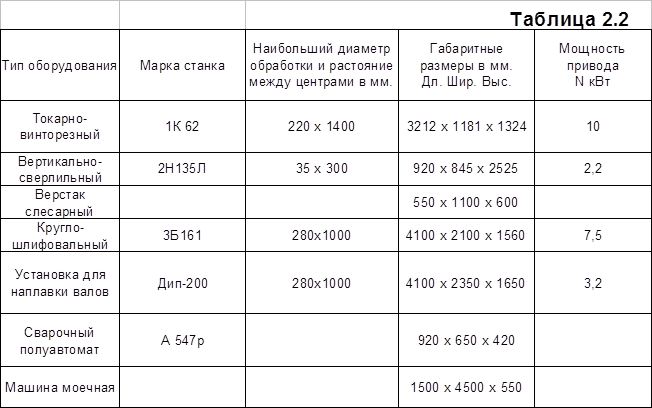
Принимаю для технологического процесса восстановления чугунных коленчатых валов следующее оборудование:
2.3. Расчет и выбор режимов восстановления
и механической обработки.
2.3.1. Выбор и обоснование технологического
маршрута механической обработки
коренных и шатунных шеек.
При черновом шлифовании производится большой съем металла, что неизбежно приводит к появлению внутренних напряжений. Чтобы избежать деформаций вала обработку шеек коленчатых валов необходимо производить в следующей последовательности:
1. Предварительное шлифование шатунных шеек;
2. Предварительное шлифование коренных шеек;
3. Зенкование отверстий масляных каналов;
4. Окончательное шлифование шатунных шеек;
5. Окончательное шлифование коренных шеек;
6. Полирование шеек.
В любом другом порядке шлифования вал деформируется, и соосность коренных шеек нарушается, в связи с этим приходится вводить дополнительную правку чугунного коленчатого вала.
2.3.2. Расчет промежуточных размеров, назначение
припусков на механическую обработку.
Величина припусков найдена расчетно-аналитическим методом [15].
Расчет начат с нахождения припуска на чистовое шлифование.
Расчетный минимальный припуск:
 (2.1)
(2.1)
где  - высота микро неровностей;
- высота микро неровностей;
 - толщина дефектного слоя;
- толщина дефектного слоя;
 - суммарное отклонение расположения обрабатываемой поверхности.
- суммарное отклонение расположения обрабатываемой поверхности.
 - погрешность установки. При обработке в центрах
- погрешность установки. При обработке в центрах  = 0.
= 0.
 , (2.2)
, (2.2)
где  - отклонение оси от прямолинейности;
- отклонение оси от прямолинейности;
 - погрешность центрирования;
- погрешность центрирования;
 , (2.3)
, (2.3)
где  - удельная кривизна детали. Для чистового шлифования принято
- удельная кривизна детали. Для чистового шлифования принято  =0,05 мм;
=0,05 мм;
L – длина заготовки, мм. Принято L=710 мм.
 , (2.4)
, (2.4)
Все данные для расчетов (Rz, TD, h) взяты из [15 табл. 2,3 стр. 4]
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
Расчетные минимальные размеры определены путем прибавления соответствующего расчетного припуска:
 , (2.5)
, (2.5)
где  - минимально допустимый диаметр коренной шейки на чистовой операции,
- минимально допустимый диаметр коренной шейки на чистовой операции,  = 69,987 мм;
= 69,987 мм;
 -минимально допустимый размер коренной шейки на черновой операции.
-минимально допустимый размер коренной шейки на черновой операции.
 мм;
мм;
Допуск на размер данного перехода составляет 0,2 мм, поэтому  округляем до 70,6 мм;
округляем до 70,6 мм;
 , (2.6)
, (2.6)
 мм;
мм;
Припуск на черновое шлифование:
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
Допуск на размер данного перехода составляет 1,1 мм, поэтому  округляем до 71,8 мм.
округляем до 71,8 мм.
 мм;
мм;
Полученные данные заносим в табл. 2.3.

Расчет припусков и промежуточных размеров для шатунных шеек чугунного коленчатого вала произведено аналогично коренным. Результаты вычислений вносим в табл. 2.4.
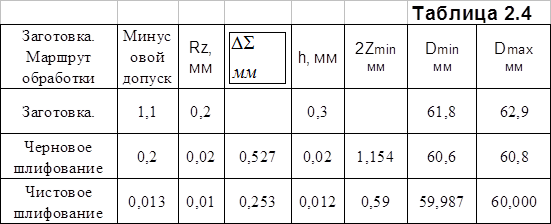
Окончательно принимаем размеры для наплавки:
Шатунных шеек – диаметр 62,9-1,1 мм;
Коренных шеек – диаметр 72,9-1,1 мм;
Для чернового шлифования:
Шатунных шеек – диаметр 60,8- 0,2 мм;
Коренных шеек – диаметр 70,8-0,2 мм;
2.3.3. Расчет режимов резания при механической обработке
шеек чугунного коленчатого вала.
Черновое шлифование коренных шеек.
Требуемый диаметр: 70,8-0,2 мм;
Диаметр шлифуемой детали: 72,9-1,1 мм;
Используется кругло – шлифовальный станок 3Б161.
Длина обрабатываемой шейки: Lш – 30,5 мм;
Количество шеек – 5.
Выбран шлифовальный круг – ЭСТ (25 – 60) К.
Диаметр круга Dк – 600 мм;
Ширина круга Вк – 20 мм;
Расчетная скорость вращения детали:
 , (2.7)
, (2.7)
где Dд – диаметр шлифуемой поверхности, мм;
Т – стойкость шлифовального круга. Принято Т=40 мин;
t – глубина шлифования, мм.
Значения (Сv, k, m, t. x,  ) приняты по [18, табл.36].
) приняты по [18, табл.36].
 м/мин;
м/мин;
Расчетная частота вращения детали:
 , (2.8)
, (2.8)
 об/мин.
об/мин.
 - частота вращения детали находится в пределах паспортных данных станка.
- частота вращения детали находится в пределах паспортных данных станка.
Скорость вращения шлифовального круга:
 , (2.9)
, (2.9)
где Dк – диаметр шлифовального круга, мм;
 - частота вращения шлифовального круга. Принято по паспортным данным станка
- частота вращения шлифовального круга. Принято по паспортным данным станка  - 1200 об/мин.
- 1200 об/мин.
 м/мин;
м/мин;
Скорость перемещения стола:
 , (2.10)
, (2.10)
где Sпр – перемещение обрабатываемой детали вдоль ее оси за один оборот;
 , (2.11)
, (2.11)
где Вк – ширина шлифовального круга, мм;
 - расчетный коэффициент шлифования. Для предварительной обработки
- расчетный коэффициент шлифования. Для предварительной обработки  = 0,35 [18 табл. 34].
= 0,35 [18 табл. 34].
 мм/об;
мм/об;
 мм/мин;
мм/мин;
Полученное значение Vc = 0,35 мм/мин находится в пределах скоростей перемещения стола, указанных в паспортных данных выбранного станка.
Основная нагрузка при шлифовании приходится на черновое шлифование. Потребная мощность на вращение шлифовального круга:
Тангенциальная сила резания:
 , (2.12)
, (2.12)
Значения ( Ср, u, x, у) взяты из [18 табл. 39].
 Н;
Н;
Эффективная мощность на вращение шлифовального круга:
 , (2.13)
, (2.13)
 кВт;
кВт;
Потребная мощность:
 , (2.14)
, (2.14)
где  - К.П.Д. шлифовального станка. Принято = 0,75.
- К.П.Д. шлифовального станка. Принято = 0,75.
 кВт;
кВт;
Мощности выбранного станка достаточно для чернового шлифования на выбранных режимах.
Основное технологическое время:
 , (2.15)
, (2.15)
где L – длина продольного хода детали, мм;
 , (2.16)
, (2.16)
где Lш – длина обрабатываемой поверхности, мм;
Вш – ширина круга, мм
L = 30,5 – 20 = 10,5 мм;
h – припуск на обработку, мм;
к – коэффициент, учитывающий точность шлифования и износ круга. По данным [18] при черновом шлифовании к = 1,3 – 1,4, принято к = 1,3; при чистовом шлифовании к = 1,3 – 1,7, принято к = 1,5.
 мин;
мин;
Время, затраченное на 5 шеек:
 мин;
мин;
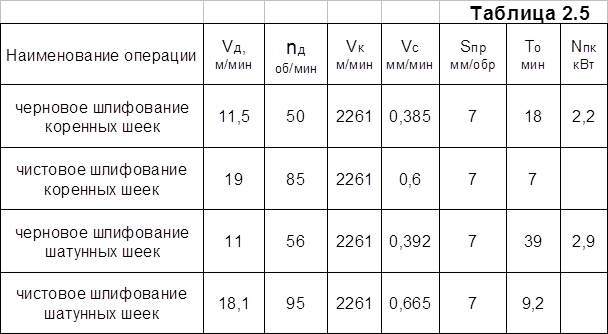
Расчет шатунных коленчатых шеек произведен аналогично. Полученные результаты внесены в табл. 2.5.
2.4. Техническое нормирование операций
технологического процесса.
Расчет норм времени произведен по общемашиностроительным нормам [19, 20, 21, 22].
Тшт = То + Тв + Тобс + Тф , (2.17)
где Тшт – штучное время, мин;
То – основное (техническое) время, мин;
Тв – вспомогательное время на установку и снятие детали с оборудования, мин.
Тобс – время на обслуживание рабочего места и оборудования, мин. Принято 5% от (То + Тв).
Тф – время на физические надобности и отдых, мин. Принято 5% от (То + Тв).
Расчет штучного времени на операции №23 чернового шлифования коренных шеек:
По [21 карта №3] время на установку и снятие детали при обработке в центрах t = 1,5 мин.;
Тф = Тобс =  мин;
мин;
Тш = 18+1,5+0,98+0,98 = 21,5 мин.
Расчет остальных операций произведен аналогично. Все полученные данные приведены в табл. 2.6.
| Таблица 2.6 | |||||||||
| Название операций | Оборудование | № операции | Основное (технологическое) время в мин. | Вспомогательное время на установку и снятие детали в мин. | Оперативное время в мин. | Время на обслуживание рабочего места в мин.5% от Tе | Время на отдых в мин. 5% от Tе | Норма штучного времени в мин | Режимы обработки |
| То. | Тв. | Tе=To+Tв | Тоб. | Тф | Тшт. | ||||
| Мойка | Моечная машина | 1 | 15 | 2,2 | 17,2 | 0,86 | 0,75 | 18,81 | Температура 70-90 С Сода каустическая 10-15 гр. на 10л. |
| Моечная машина | 4 | 15 | 2,2 | 17,2 | 0,86 | 0,75 | 18,81 | Температура 70-90 С Сода каустическая 10-15 гр. на 10л. | |
| Ванна моечная | 40 | 15 | 2,2 | 17,2 | 0,86 | 0,75 | 18,81 | Керосин | |
| Итого | 51,6 | 56,43 | |||||||
| Слесарная | Верстак | 2 | 1,56 | 0,00 | 1,56 | 0,08 | 0,09 | 1,73 | |
| Верстак | 3 | 1,18 | 0,00 | 1,18 | 0,06 | 0,07 | 1,31 | ||
| Пресс | 6 | 0,51 | 0,00 | 0,51 | 0,03 | 0,03 | 0,56 | ||
| Верстак | 16 | 0,55 | 0,00 | 0,55 | 0,03 | 0,03 | 0,61 | ||
| 2H135Л | 25 | 1,24 | 2,60 | 3,84 | 0,06 | 0,07 | 3,98 | S-200 об\мин | |
| Пресс | 30 | 0,51 | 0,00 | 0,51 | 0,03 | 0,03 | 0,57 | ||
| Верстак | 33 | 0,44 | 0,00 | 0,44 | 0,02 | 0,03 | 0,49 | ||
| Верстак | 36 | 0,90 | 0,00 | 0,90 | 0,05 | 0,05 | 1,00 | ||
| Верстак | 41 | 0,47 | 0,00 | 0,47 | 0,02 | 0,03 | 0,52 | ||
| Итого | 9,95 | 10,76 | |||||||
| Продолжение таблицы 2.6 | |||||||||
| Токарная | 1К 62 | 7 | 0,60 | 4,20 | 4,80 | 0,03 | 0,04 | 4,87 | S 200 об\мин |
| 31 | 3,50 | 3,80 | 7,30 | 0,18 | 0,21 | 7,69 | S 280 об.мин V 0,16 мм\об | ||
| 32 | 1,75 | 4,20 | 5,95 | 0,09 | 0,11 | 6,14 | S 220 об.мин V 0,1 мм\об | ||
| 34 | 2,05 | 4,20 | 6,25 | 0,10 | 0,12 | 6,48 | S 280 об.мин V 0,1 мм\об | ||
| 35 | 5,85 | 4,20 | 10,05 | 0,29 | 0,35 | 10,69 | Накатка S 50 об\мин V 0,2 мм\об Проточка S 220 об\мин V 0,16 мм\об | ||
| 37 | 4,15 | 3,80 | 7,95 | 0,21 | 0,25 | 8,41 | S 250 об\мин V 0,2 мм\об | ||
| 39 | 35,00 | 4,20 | 39,20 | 1,75 | 2,10 | 43,05 | S 400 об\мин | ||
| Итого | 81,50 | 87,32 | |||||||
| Шлифование | 3Б161 | 8 | 21,80 | 4,20 | 26,00 | 1,30 | 1,30 | 28,60 | Частота вращения детали nд 55об\мин Скорость перемещения стола Vc 0,385 мм\об Скорость вращения шлифовального круга Vк 754 м\мин |
| 9 | 12,50 | 4,20 | 16,70 | 0,84 | 0,84 | 18,37 | |||
| 21 | 39,00 | 4,20 | 43,20 | 2,16 | 2,16 | 47,52 | |||
| 23 | 18,00 | 1,50 | 19,50 | 0,98 | 0,98 | 21,45 | |||
| 27 | 9,20 | 4,20 | 13,40 | 0,67 | 0,67 | 14,74 | |||
| 28 | 7,00 | 2,50 | 9,50 | 0,48 | 0,48 | 10,45 | |||
| Итого | 128,30 | 141,13 | |||||||
| Сварка | Полуавтомат А547р | 10 | 2,00 | 16,50 | 18,50 | 0,10 | 0,12 | 18,72 | Напряжение 19-20В Сила тока 120А Скорость вращения вала 2 об\мин Скорость подачи электродной проволоки 1,4-1,6 м\мин |
| 12 | 1,80 | 16,50 | 18,30 | 0,09 | 0,11 | 18,50 | |||
| 13 | 1,60 | 13,20 | 14,80 | 0,08 | 0,10 | 14,98 | |||
| 15 | 1,50 | 13,2 | 14,70 | 0,08 | 0,09 | 14,87 | |||
| Итого | 66,30 | 67,06 | |||||||
| Наплавка | Установка для наплавки | 17 | 11,40 | 3,8 | 15,20 | 0,57 | 0,68 | 16,45 | Напряжение 20-22В Сила тока 120-150А Скорость вращения вала 2,5-3 об\мин Шаг наплавки 3,5 мм\об Скорость подачи электродной проволоки 1,4-1,6 м\мин Смещение электрода с зенита 8-10 мм Вылет электрода 15-20 мм |
| 18 | 8,80 | 7,6 | 16,40 | 0,44 | 0,53 | 17,37 | |||
| 19 | 45,50 | 6,6 | 52,10 | 2,28 | 2,73 | 57,11 | |||
| 20 | 56,40 | 8,6 | 65,00 | 2,82 | 3,38 | 71,20 | |||
| Итого | 148,70 | 162,13 | |||||||
2.5. Технологическая документация на
технологический процесс.
2.5.1. Маршрутная карта технологического
процесса
Операции:
1. Мойка; 2. Слесарная; 3. Слесарная; 4. Мойка; 5. Контрольная;
7. Слесарная; 7. Токарная; 8. Шлифовальная; 9. Шлифовальная;
10. Сварочная; 11. Контрольная; 12. Сварочная; 13. Сварочная;
14. Контрольная; 15. Сварка; 16. Слесарная; 17. Наплавочная;
18. Наплавочная; 19. Наплавочная; 20. Наплавочная;
21. Шлифовальная; 22. Контрольная; 23. Шлифовальная;
24. Контрольная; 25. Слесарная; 26. Контрольная; 27. Шлифовальная;
28. Шлифовальная; 29. Контрольная; 30. Слесарная; 31. Токарная;
32. Токарная; 33. Слесарная; 34. Токарная; 35. Токарная;
36. Слесарная; 37. Токарная; 38. Контрольная; 39. Токарная;
40. Мойка; 41. Комплектовочная.
2.5.2. Операционная карта механической обработки
чернового шлифования коренных шеек
чугунного коленчатого вала.
Операционная карта приведена в табл. 2.7.
Заключение к технологическому процессу
восстановления чугунных коленчатых
валов двигателя ЗМЗ – 53А.
Данный технологический процесс обеспечивает качественное восстановление чугунных коленчатых валов без содержания пор и трещин. При всех преимуществах данной технологии у нее есть и некоторые сложности. Например, при выполнении наплавочных работ трудно выдержать расчетные припуски на обработку. Прижатие защитной оболочки к шейке вала производится на каждую шейку отдельно. При доработке стенда можно уменьшить время на сборку вала и защитных оболочек. При малых объемах изделий подлежащих восстановлению не удается полностью загрузить некоторые рабочие места и приходится искать дополнительную загрузку для рабочих.
2.7. Проектирование участка для восстановления
чугунных коленчатых валов
двигателя ЗМЗ – 53А.
2.7.1 Расчет количества оборудования
и его загрузки.
Определение количества станков для обработки чугунных коленчатых валов произведено по технико-экономическим показателям [16].
 , (2.18)
, (2.18)
где Те – оперативное время затраченное на данную операцию, мин;
Тт – такт изготовления детали, мин. Принимаю Тт – равному максимальному оперативному времени затраченному на наплавочной операции Те – 148,7 мин.
Требуемое количество станков на токарной операции:
 ;
;
На токарные операции принимаю 1 станок. Остальное количество оборудования рассчитано аналогично и занесено в табл. 2.8.
2.7.2. Расчет количества рабочих и обслуживающего
персонала.
Расчет количества рабочих станочников произведен по количеству принятого оборудования табл. 2.8.
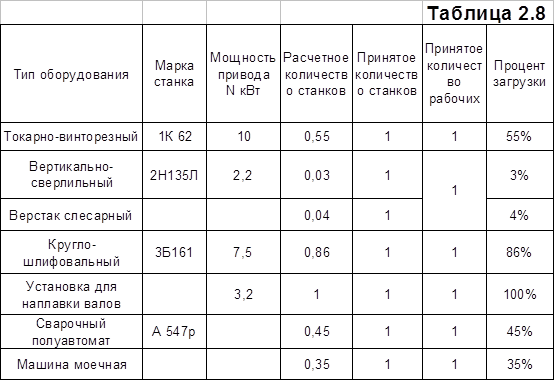
Некоторые рабочие будут загружены не полностью. Токарь на 55%, слесарь на 7%, мойщик на 35%, сварщик на 45%. В условиях ремонтного участка целесообразно этих рабочих доза грузить работой согласно их профиля работы. Например, мойщика можно использовать на входной мойке машин поступающих на ремонт.
Инженерно-технический персонал рассчитан в размере 11-12% от количества рабочих [16]. Принят 1 мастер. Остальной обслуживающий персонал принимается по штатному расписанию ремонтного цеха.
2.7.3. Расчет производственных площадей.
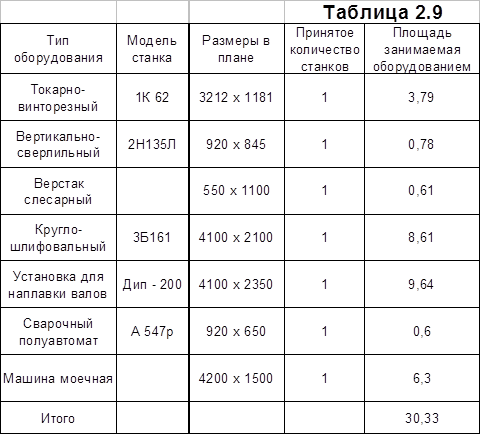
Расчет площадей участка восстановления чугунных коленчатых валов произведен по нормам технологического проектирования предприятий машиностроения [23] и занесен в табл. 2.9.
 , (2.19)
, (2.19)
где  - общая площадь, занимаемая оборудованием;
- общая площадь, занимаемая оборудованием;
к – коэффициент проходов и рабочих зон. Принят к = 4,5 [16].

 ,
,
2.7.4. Разработка и обоснование схем
планировки оборудования.
Ширина пролета участка принята В = 18 м.
Длина занимаемая участком:
 , (2.20)
, (2.20)
 м;
м;
Нормы ширины проезда приняты с учетом оргоснастки на основании типовых проектов организации рабочих мест и требований ГОСТ 12.3.020 – 80 [23].
Ширина проезда – 3 м;
Расстояние от станка до проезда – 2 м;
Расстояние между станками:
между тыльными сторонами – 1м;
между боковыми сторонами – 1,3 м;
между фронтом – 2,6 м;
Расстояние от стен и колон до:
фронта – 1,6 м;
тыльной стороны – 1,5 м;
боковой стороны – 0,9 м;
По рекомендациям [23], принято расположение наплавочного, сварочного поста у стен участка в изолированном помещении. Шлифовальный и моечный посты так же располагаю в изолированном помещении.
Схема участка восстановления чугунных
коленчатых валов.
Условия на ее изготовление.
Рис 3.1
D – внутренний диаметр кольца.
Для шатунных шеек D = 57,5 мм;
Для коренных шеек D = 67,5 мм;
S – толщина кольца 0,8 – 0,9 мм.
Технические условия на изготовление:
1. Материал – лист 0,8-0,9 мм, сталь 08 кп (ГОСТ 8075 – 81);
2. Риски, вмятины, царапины глубиной более 0,2 мм не допускаются;
3. Края кольца притупить кругом фаской 0,2х 45;
4. Разностенность детали не должна превышать 0,1 мм.
Прихваченная, к шейкам чугунного коленчатого вала, оболочка должна плотно прилегать к поверхности шейки, в местах неплотного прилегания происходит несплавление слоя с основным металлом, образуются поры и трещины.
Экспериментальная проверка разнообразных приспособлений для прижатия оболочек к шейкам во время прихватки позволила выбрать наиболее простое и надежное из них – разъемное металлическое кольцо, облицованное внутри резиной толщиной 5 – 6,5 мм [3]. При помощи разъемного кольца можно прижимать оболочки к шейкам вала вручную, используя клещи (Рис. 3.2) [3] и слесарную струбцину.
Рис. 3.2
Схемы стенда.
Разрабатываемый стенд должен удовлетворять нескольким требованиям:
1. Удобство в работе и обслуживании.
2. Малые габаритные размеры.
3. Низкая цена комплектующих.
4. Приспособление должно обеспечить полное устранение всех геометрических погрешностей штамповочных операций полным обжатием оболочки по поверхности шейки вала.
Для удобства работы на сварочных операциях целесообразно применить верхнюю загрузку чугунного коленчатого вала в приспособление.
Из трех наиболее распространенных видов приводов: электрического, гидравлического и пневматического наименьшие габаритные размеры имеет пневмопривод. Преимуществом пневма и гидроприводов по сравнению с электрическим является возможность воспроизведения поступательного движения без каких-либо передаточных механизмов.
По сравнению с гидравлическими пневматические приводы обладают следующими преимуществами: их исполнительные устройства имеют более низкую стоимость, возвратные линии значительно короче, так как воздух может быть удален в атмосферу из любой точки системы. Наличие неограниченного запаса воздуха в качестве рабочего тела также способствует широкому распространению пневмоустройств. Вместе с тем пневматические приводы при равных габаритах с гидравлическими развивают меньше усилия, что объясняется более высоким давлением жидкости в гидравлических приводах [25].
Исходя из того, что от качества прижатия оболочек к чугунному коленчатому валу зависит качество наплавочных работ, а также в целях механизации процессов обжатия оболочек в настоящем дипломном проекте решается задача разработки стенда для обжатия и последующей прихватки защитной металлической оболочки к коленчатому валу. Одним из вариантов решения этой проблемы может быть применение рычажной схемы стенда.
Окончательно принимаю стенд с верхней загрузкой чугунного коленчатого вала, рычажной схемы передачи усилия сжатия, с использованием пневмапривода.
Последовательность работы стенда:
В раскрытые полукольца 1 с заделанной в них резиновой прокладкой 4 устанавливают оболочки 5, вал 6 укладывают на оболочки и выставляют их так, чтобы края полуколец и оболочки совпадали. Затем опускают коленчатый вал с зажимными кольцами вниз, включают подачу воздуха в пневматическую камеру 8. Шток пневматической камеры и сама камера производит давление на рычаги 2 который крепятся на раме 7 посредством кронштейнов 3. После этого прихватывают оболочки встык полуавтоматом в двух точках на расстоянии 5 мм от галтели. После прихваток выпускают воздух из пневматической камеры, поднимают вал вверх и снимают его со стенда.
Рис. 3.3
Эскиз полуколец.
Рис. 3.4
Внутренний диаметр полуколец получен из формулы:
 , (3.4)
, (3.4)
где  - диаметр шейки чугунного коленчатого вала, м
- диаметр шейки чугунного коленчатого вала, м
 - толщина оболочки. Принято
- толщина оболочки. Принято  = 0,9 мм;
= 0,9 мм;
 - толщина резины. Принято = 6 мм;
- толщина резины. Принято = 6 мм;
Для шатунных шеек:
 мм;
мм;
Принято  = 80,5 мм;
= 80,5 мм;
Для коренных шеек:
 мм;
мм;
Принято  = 70,5 мм;
= 70,5 мм;
Ширина полуколец получена из формулы:
 , (3.5)
, (3.5)
где  - длина шейки чугунного коленчатого вала;
- длина шейки чугунного коленчатого вала;
R – радиус галтелей;
Для коренных шеек:
 мм;
мм;
Для шатунных шеек:
 мм;
мм;
Схема приложения сил.
Рис. 3.5
Размеры L2, L3, L4, L5 – приняты конструктивно:
L2, L3 – 40 мм, L4 – 50 мм, L5 – 30 мм.
Усилие сжатия механизма стенда  - 15 кН.
- 15 кН.
 , (3.6)
, (3.6)
 кН;
кН;
По рекомендациям [8] принято усилие на штоке пневмапривода  =6 кН.
=6 кН.
 , (3.7)
, (3.7)
 кН;
кН;
Расстояние L1 исходя из найденных усилий.
Рис. 3.6
 кН;
кН;
 ; (3.8)
; (3.8)
 м;
м;
Расчет привода.
Окончательно принятое усилие на штоке пневматической камеры  = 6 кН.
= 6 кН.
Избыточное давление в магистрали рм. Принято рм = 0,6 МПа.
Диаметр мембраны, при толкающем усилии [8]:
 , (3.9)
, (3.9)
где  - усилие на штоке;
- усилие на штоке;
 - коэффициент
- коэффициент  ;
;
 - диаметр опорного диска;
- диаметр опорного диска;
 - диаметр мембраны;
- диаметр мембраны;
По рекомендациям [8] принимаю рм – 0,6 МПа,  - 0,6;
- 0,6;
 м;
м;
Рекомендуемый максимальный ход поршня [8].
 , (3.10)
, (3.10)
 м;
м;
Принимаю ход поршня S – 0.03 м;
По принятому усилию на штоке, из [8] принимаю мембранную камеру КПЦ – 600 ГОСТ 15608-70 с характеристиками:
Максимально допустимое давление магистрали рм – 0,6 МПа;
Диаметр мембраны (в заделке) Dм – 140 мм;
Диаметр штока Dшт – 16 мм;
Ход поршня S – 30 мм;
Максимальное усилие на штоке Ршт – 6 кН;
Возвратное усилие Рв – 60 Н;
Жесткость пружины С – 660 Н/м;
Рис. 3.7
Принцип работы пневмапривода:
При открытии вентиля ВН воздух из пневмомагистрали направляется в фильтр для очистки от грязи и пыли. Манометр МН показывает фактическое давление в линии. После очистки, воздух проходит через клапан редукционный КР для стабильной работы привода при скачках давления в основной магистрали, где давление воздуха понижается до 0,6 МПа. После клапана редукционного воздух попадает в пневмораспределитель двухпозиционный, трехлинейный ручного действия. В первом крайнем положении, воздух направляется в мембранную камеру, где производит работу движения поршня. Во втором положении основная магистраль перекрыта, а рабочая полость мембранной камеры соединяется с атмосферой и под действием возвратной пружины шток мембранной камеры возвращается в исходное положение.
По рекомендациям [8] рассчитана эффективная площадь сечения трубопровода.
 , (3.11)
, (3.11)
где S – ход поршня;
Ршт – усилие на штоке;
Рм – давление в магистрали;
Uу – безмерный коэффициент [8 Рис. 7.7];
Для определения Uу требуется определить 1/x и Хпр.
1/x – безразмерный коэффициент площади мембраны;
Хпр – безразмерная жесткость пружины;
 , (3.12)
, (3.12)
где F – площадь мембраны;
 , (3.13)
, (3.13)
где D – диаметр мембраны;
 ;
;
 ;
;
Безразмерная жесткость пружины:
 , (3.14)
, (3.14)
где С – жесткость пружины;
 ;
;
По [8 Рис. 7.7] находим Uу – 6,3;
 мм;
мм;
По данным [8] принят трубопровод металлический с наружным диаметром 8 мм толщиной стенки 1,6 мм, труба бесшовная холоднодеформированная из коррозионно-стойкой стали ГОСТ 9941-72. Длина эквивалентного трубопровода Lэ = 2,1 м.
По данным [26] принимаю:
Пневмораспределитель В71 – 22А ТУ 2-053-1787-86, диаметр прохода Dу – 6 мм, максимальное давление Рmax = 1МПа;
Фильтр воздушный ФВ6-03 ТУ 25.280666-80, рабочее давление Р = 0,3 – 0,9 МПа;
Пневмоклапан редукционный БВ57-3 ГОСТ 18468-79, диаметр прохода Dу – 6 мм, максимальное рабочее давление Р = 1 МПа;
Вентиль ПОВ-1 ТУ 25-02.380516-80;
Манометр избыточного давления МП ТУ 25.02.180315-78, диаметр корпуса Dк – 100 мм, верхний предел Р = 1 МПа;
Прочностной расчет деталей.
По заданным силам и найденным плечам рассчитан шарнир А и рычаг Т.
Рис. 3.8
 ;
;  ; (3.15)
; (3.15)
 ; при
; при  = 0;
= 0;
 ; при = 0,04;
; при = 0,04;
Опасное сечение у шарнира А. Предварительно назначаю рычаг с сечением В = 25 мм, h = 25 мм, материал сталь 45 с расчетным сопротивлением по пределу текучести R = 360 МПа. Диаметр шарнира – 12 мм.
 , (3.16)
, (3.16)
Для прямоугольника:
 , (3.17)
, (3.17)
Для круга:
 , (3.18)
, (3.18)
Для рычага полностью:
 , (3.19)
, (3.19)

 ;
;
 Па ;
Па ;
 ;
;
Выбранное сечение рычага обеспечивает прочность.
Шарнир А проверяем на усилие среза и смятия.
Рис. 3.9
Условие прочности по срезу:
 , (3.20)
, (3.20)
где Р – усилие среза;
d – диаметр шарнира;
к – число срезов, к = 2;
Rср – расчетное сопротивление срезу.
Для стали 45 принято Rср = 150 МПа;
Принимаю усилие среза Р = 10,5 кН, из расчетной схемы Рис. 3.8.
Диаметр шарнира:
 , (3.21)
, (3.21)
 м ;
м ;
Условие прочности по смятию:
 , (3.22)
, (3.22)
где Rсм - расчетное сопротивление при смятии.
Для стали 45 принято Rсм = 610 МПа;
Р – усилие смятия. Принято Р = 10,5 МПа;
Асм – площадь поверхности смятия,  .
.
 , (3.23)
, (3.23)
где d – диаметр шарнира. Принято d = 12 мм;
 - сумма минимальных толщин листов направленных в одну сторону. Принято = 16 мм.
- сумма минимальных толщин листов направленных в одну сторону. Принято = 16 мм.

 ;
;
 ;
;
 ;
;
Аналогично рассчитываем шарнир В.
Усилие среза для шарнира В равно Р =6 кН.
Диаметр шарнира:
 ;
;
Усилие смятия для шарнира В равно Р = 6 кН.
принято 10 мм, Рис 3.10.
 ;
;
 ;
;
 ;
;
Рис. 3.10
Проектирование штампа.
Процесс изготовления защитных металлических оболочек состоит из следующих операций: очистки и обезжиривания листа, разрезание его на полосы, вырубка из полос заготовок для оболочек Рис. 3.11, гибка краев оболочек Рис. 3.12, гибка средней части оболочек Рис. 3. 13.
Рис. 3. 11
Размер оболочек определен расчетным путем из следующих зависимостей:
Длина оболочки:
 , (3.24)
, (3.24)
где  - диаметр шейки чугунного коленчатого вала, мм;
- диаметр шейки чугунного коленчатого вала, мм;
 - толщина оболочки, мм;
- толщина оболочки, мм;
Ширина оболочки:
 , (3.25)
, (3.25)
где  - ширина шейки чугунного коленчатого вала, мм;
- ширина шейки чугунного коленчатого вала, мм;
r – радиус галтели, мм;
Полученные размеры занесены в табл. 3.1.
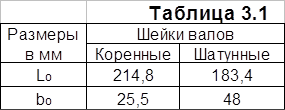
Рис. 3. 12
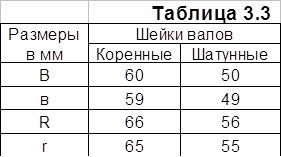
В работе [3] приведена схема штампа для гибки краев оболочек к чугунному валу двигателя ГАЗ – 21. На основе этой схемы и рекомендаций [28 Т.2] назначаю размеры В, в, R, r и заношу в табл. 3.2.

Оставшиеся размеры назначаю исходя из конструкции штампа.
Рис. 3.13
Размеры для штампа гибки средней части оболочки назначаю аналогично штампу для гибки краев и заношу в табл. 3.3.
Экономическая часть .
Восстановления чугунных
Коленчатых валов.
Себестоимость восстановленных чугунных коленчатых валов двигателя ЗМЗ-53А определена расчетом, приведенном в таблице 4.1 Данные себестоимости коленчатых валов отремонтированных шлифованием взяты в бухгалтерии ОАО НЗХК. Данные восстановления наплавкой взяты [3].
Таблица 4.1
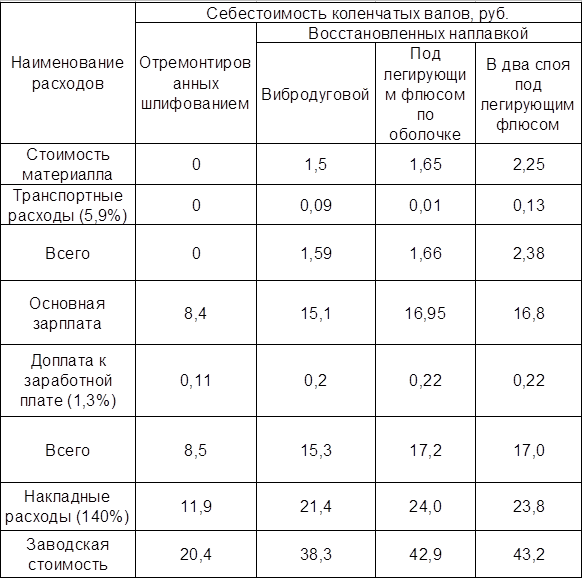
Наименьшую стоимость имеют чугунные коленчатые валы,
отремонтированные шлифованием под ремонтные размеры, поэтому при восстановлении необходимо стремиться, чтобы наплавленный металл обеспечивал возможность использования всех ремонтных размеров.
Кроме себестоимости восстановленных чугунных коленчатых валов необходимо учитывать и другие показатели, в том числе износостойкость и возможность дальнейшего использования путем шлифования под ремонтные размеры.
По методике Ефремова Е.Е. [24] каждый способ восстановления характеризуется при помощи стоимостного измерителя, выражающего затраты на деталь в рублях на 1000 км пробега автомобиля.
 , ( 4.1 )
, ( 4.1 )
где, Sр – стоимость затрат на восстановление детали;
Х – коэффициент относительной износостойкости детали после ее восстановления;
Lнх – пробег автомобиля с отремонтированной деталью.
Lн – пробег автомобиля с новой деталью;
Износостойкость чугунных коленчатых валов двигателей ЗМЗ-53А новых, восстановленных шлифованием. Вибродуговой наплавкой. Наплавкой в два слоя под легирующим флюсом и в два слоя порошковой проволокой, под легирующим флюсом по оболочке находится примерно на одном уровне, поэтому коэффициент износостойкости принят равным единице. Новые и восстановленные чугунные коленчатые валы используют многократно. Учитывая это, стоимостной измеритель будет равен:

 , (4.2 )
, (4.2 )
где Sр1-себестоимость восстановления;
Sр2- себестоимость ремонта шлифованием под ремонтные размеры;
L1-пробег автомобиля с восстановленным чугунным коленчатым валом;
L2-пробег автомобиля с чугунным коленчатым валом после ремонта шлифованием;
n-количество используемых ремонтных размеров;
Средний пробег автомобиля с капитально отремонтированным двигателем составляет 65 тыс. км [3], после такого пробега значительная часть коленчатых валов имеет небольшие износы и некоторые из них пригодны для эксплуатации. Однако на авторемонтных заводах все коленчатые валы ремонтируют шлифованием под ближайшие ремонтные размеры, поэтому автомобили с восстановленными чугунными коленчатыми валами имеют один и тот же средний пробег 65 тыс. км , после чего коленчатые валы либо ремонтируют, либо выбраковывают.
Коленчатые валы, восстановленные вибродуговой наплавкой, вследствие увеличения количества пор по глубине слоя используют лишь до третьего ремонтного размера включительно и далее выбраковывают, т.е. n=3.
Новые чугунные коленчатые валы, наплавленные под слоем флюса по оболочке и под флюсом в два слоя вследствие деформации в период эксплуатации и неравномерного износа отдельных шеек, ремонтируют не более 5 раз, т.е. n=5. Таким образом, общий пробег автомобиля с чугунным коленчатым валом, восстановленным вибродуговой наплавкой составляет 65+65*3=260 тыс. км, а для остальных чугунных коленчатых валов 65+65*5=390 тыс. км пробега автомобиля.
Расчеты по определению затрат в рублях на 1000 км пробега автомобиля, с начала восстановления до выбраковки коленчатого вала, приведены в таблице 4.2.
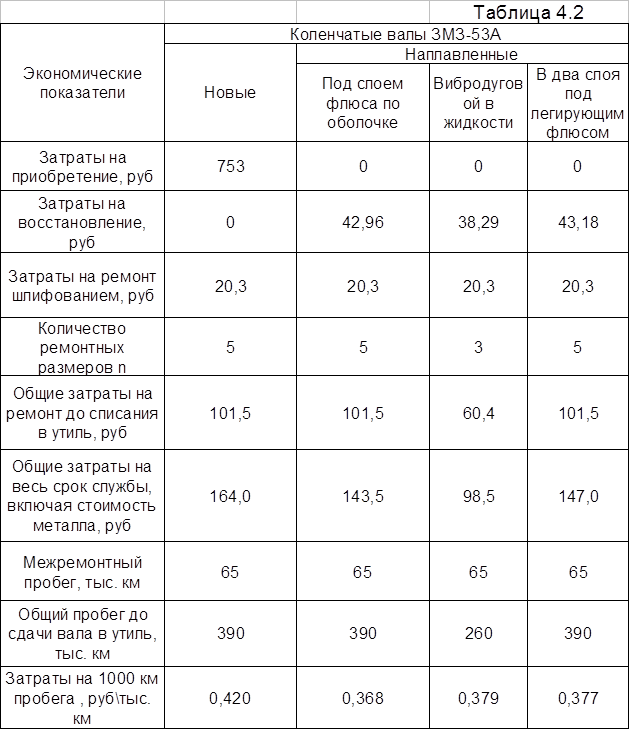
Как видно из табл. 4.2 все способы наплавки экономически целесообразны, но поскольку технико-экономический коэффициент критерия выбора рационального способа при наплавке под легирующим флюсом по оболочке наименьший, значит, этот способ можно считать более приемлемым по сравнению с другими.
Охрана труда.
Чугунных коленчатых валов.
Технологический процесс восстановления чугунных коленчатых валов включает в себя ряд неблагоприятных, для исполнителей работ, факторов. Опасности, имеющие место на рабочих местах, подразделяются на импульсные и аккумулятивные.
Источниками импульсных опасностей являются подвижные массы, потоки воздуха, газов и жидкостей, незаземленные источники электрической энергии, неправильное размещение оборудования на рабочем месте. Импульсная опасность, приводящая к травме, мгновенно реализуется в случайные моменты времени и может быть представлена дискретной, случайной функцией производственного процесса.
Источниками аккумулятивных опасностей являются: повышенный шум, вибрация, загрязненность воздушной среды газами и парами. В результате действия этих факторов организм человека переутомляется, нарушается координация движений, притупляется реакция организма на внешние раздражители. Аккумулятивная опасность реализуется на протяжении всего производственного процесса, представляя его непрерывную функцию, и приводит к повышенному утомлению и заболеваниям.
На рабочих местах сварки и наплавки присутствуют такие вредные факторы как ультрафиолетовое излучение, выделения вредных веществ процесса сгорания, избыточное выделение теплоты.
На рабочем месте шлифовщика присутствует повышенное содержание абразивной взвеси в воздухе, шум при обработке изделий.
На рабочем месте токаря и слесаря присутствует повышенный шум, имеется опасность получить травму от вращающихся частей оборудования. К травме может привести так же попадание стружки в глаза.
На рабочем месте мойщика рабочим телом является вода, температура которой достигает 90 градусов. Существует возможность получения ожогов.
В связи с тем, что технологический процесс восстановления чугунных коленчатых валов предназначен для не больших участков ремонтных подразделений МПС в основном располагающихся в старых помещениях, часто имеющих не достаточное количество освещения, а также в связи с тем, что одной из наиболее объемной работой по восстановлению чугунных коленчатых валов являются операции шлифования, произведен расчет искусственного освещения на рабочем месте шлифовщика.
Требования нормативно-технической документации
по охране труда.
Таблица 5.2
| Требования | Нормативный документ |
| Рабочее место, его оборудование и оснащение, применяемые в соответствии с характером работы, должны обеспечивать безопасность, охрану здоровья и работоспособность работающих | ГОСТ 12.2.061-81. Оборудование |
| Шум на рабочем месте не должен превышать 80 дБА. | ГОСТ 12.1.003-83. Шум. Общие требования безопасности. |
| Производственное оборудование должно иметь встроенное устройство для удаления выделяющихся в процессе работы вредных веществ непосредственно от места их образования и скопления. | ГОСТ 12.2.003-74. |
| Искусственное освещение в производственных помещениях должно устаиваться с лампами накаливания или люминесцентными лампами в виде общего освещения с равномерным или локализованным размещением светильников и комбинированного (общего и местного). Применение одного местного освещения не допускается. Норма освещенности рабочего места должна составлять при общем освещении 300 лк. | СНиП II-4-79 |
| Приводные части оборудования, а также передачи, к которым возможен доступ людей, должны быть ограждены. | ГОСТ 12.2.002-80. Ограждения. Общие требования. |
| Движущиеся и вращающиеся элементы оборудования, к которым возможен доступ обслуживающего персонала, должны быть ограждены со всех сторон и по всей длине, независимо от высоты расположения и скорости движения. | ГОСТ 12.2.027-80. Оборудование гаражное и авторемонтное. |
| Органы управления, связанные с определенной последовательностью их применения, должны группироваться таким образом, чтобы действия работающего осуществлялись слева направо и сверху вниз. | ГОСТ 12.2.064-81. Органы управления производственным оборудованием. |
| В конструкциях органов управления, предназначенных для включения оборудования, должны быть предусмотрены средства защиты от случайного включения. | ГОСТ 12.2.027-80. |
| Электрическая схема оборудования должна исключать возможность его самопроизвольное включение/выключение. | ГОСТ 12.2.007-75. Изделия электротехнические. Общие требования. |
Техника безопасности.
.
5.5.1. Общие требования.
Станок должен быть заземлен.
Не допускаются к управлению станка лица, не прошедшие обучение и не аттестованные по профессии шлифовщик, а также лица, моложе 18 лет.
Запрещается работа на неисправном оборудованием, при неисправном защитном кожухе.
При работе на станке обязательно пользоваться защитным экраном.
Требования перед началом работы.
Перед началом работы рабочий обязан осмотреть и проверить техническое состояние узлов и деталей станка и убедиться в их исправности.
Проверке на исправность и надежность подлежат:
- ограждения и защитные кожухи вращающихся узлов станка, а также их крепление;
- заземление станка, (визуально);
- освещение рабочего места;
- система управления стендом.
Работать на станке, имеющем неисправности, запрещается. Необходимо убедиться в наличии на рабочем месте средств индивидуальной защиты, средств пожаротушения и средств оказания первой медицинской помощи.
Требования во время работы.
При появлении во время работы станка посторонних шумов, стуков и т.д. станок необходимо отключить и проверить, откуда исходят данные признаки неисправности.
Во время работы запрещается:
- отвлекаться от выполнения прямых обязанностей;
- выходить из помещения при работающем оборудовании;
- передавать управление станком лицам, не имеющим на это разрешение.
При прекращении подачи электроэнергии рабочий должен отключить станок от сети.
Требования по окончании работ.
По окончании работ рабочий обязан:
- выключить станок и провести его уборку;
- сделать необходимые записи в журнале приема и сдачи смены.
Требования в аварийной ситуации.
При возникновении аварийной ситуации рабочий обязан отключить стенд от сети и сообщить об этом своему непосредственному руководителю.
Заключение.
На основании выполненной работы можно сделать следующие выводы:
Предлагаемая технология автоматической наплавки высокопрочного чугуна под флюсом по оболочке позволяет в значительной мере повысить работоспособность восстановленных коленчатых валов за счет устранения в наплавленном металле дефектов (пор и трещин) и повышения усталостной прочности.
Технологический процесс состоит из четырех этапов восстановления:
- Подготовка шеек вала к сборочным операциям;
- Сборка шеек вала и защитных оболочек;
- Наплавочные операции;
- Механическая обработка шеек вала под номинальные размеры.
Технология восстановления содержит:
- Расчет и выбор оборудования;
- Технологическое нормирование операций;
- Расчет производственного участка.
- Выбор технологической оснастки;
Конструкция разработанного стенда для прихватки защитной оболочки к шейкам вала позволяет частично механизировать операцию сварки, что позволит снизить трудозатраты на эту операцию и уменьшить производственный травматизм.
В данном дипломном проекте существуют и не решенные задачи.
- Необходим поиск решений по повышению процента загрузки слесарных, моечных, токарных операций.
- Требуется экспериментальная проверка работоспособности технологического процесса восстановления чугунных коленчатых валов.
Список литературы.
1. Клочнев Н. И. Высокопрочный чугун с шаровидным графитом. М., Машгиз.,1963.
2. Кудрявцев И. В. Конструкционная прочность чугуна с шаровидным графитом. М., Машгиз., 1957.
3. Доценко Г. Н. Восстановление чугунных коленчатых валов автоматической наплавкой. М., Транспорт., 1970. 56 с.
4. Марковский Е .А. Износостойкость чугунов с шаровидным графитом // Высокопрочный чугун. Киев, 1964.
5. Краснощеков М. М., Пахомов Б. П., Марковский Е. А. Исследование износостойкости коленчатых валов методом радиоактивных изотопов // Тракторы и сельхозмашины. 1962. №2.
6. Доценко Г. Н. Износостойкость и усталостная прочность чугунных коленчатых валов ГАЗ – 21, новых и отремонтированных. // Автомобильная промышленность. 1969. №2.
7. Середенко Б. Н. Износостойкость высокопрочного чугуна, применяемого в тракторостроении. // Научные труды ин-т машиноведения и сельскохозяйственной механизации. Киев, 1958. Т. 4.
8. Герц Е. В., Крейнин Г. В. Расчет пневмоприводов. М., 1975. 271 с.
9. Луппиан Г. Э., Симонятов В. Г. Восстановление вибродуговой наплавкой в кислороде чугунных коленчатых валов М – 21. // Автоматическая наплавка. 1968. №4.
10. Спиридонов Н. В. Плазменные и лазерные методы упрочнения деталей машин. Минск, 1988. 155 с.
11. Хасуи А. Наплавка и напыление. М., 1985. 239 с.
12. Гуляев А. П. Металловедение. М., 1966.
13. Лебедев Б. И. Усадка железно-углеродистых сплавов и связанное с ней явление – образование горячих трещин. // Автореферат канд. диссертации. / Л., 1956.
14. Доценко Н. И. Восстановление коленчатых валов автоматической наплавкой. М., 1965.
15. Полиновский Л. А. Расчет припусков на механическую обработку. Определение точности обработки. Методические указания к выполнению лабораторных и практических работ. Новосиб., СГУПС. 1988. 12 с.
16. Егоров М. Е. Основы проектирования машиностроительных заводов. М., 1969.
17. ОНТП-14 – 86. Нормы технологического проектирования предприятий машиностроения. М., 1987. 96 с.
18. Расчет режимов резания при механической обработке металлов и сплавов. Методическое пособие. Хабаровск. 1997. 83 с.
19. Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин и приборов в условиях массового, крупносерийного и среднесерийного типов производства. М., 1991. 158 с.
20. Общемашиностроительные нормативы времени для технического нормирования работ на металлорежущих станках, мелкосерийное и единичное производство. Ч. 1. М., 1967. 315 с.
21. Общемашиностроительные нормативы времени для технического нормирования работ на шлифовальных и доводочных станках (укрупненные). М., 1974. 112 с.
22. Нормативы для технического нормирования работ при автоматической электродуговой сварке под слоем флюса. М., 1954. 142 с.
23. ОНТП-14 – 90. Нормы технологического проектирования предприятий машиностроения. М., 1991. 115 с.
24. Ефремов В. В. Ремонт автомобилей. М., 1965.
25. Бежанов Б. Н. Пневматические механизмы. М., 1957.251 с.
26. Герц Е. В. Пневматические устройства и системы в машиностроении. М., 1981.
27. Гидравлическое и пневматическое оборудование общего назначения, изготавливаемое в СНГ, Литве, Латвии. М., 1982. 123 с.
28. Ковка и штамповка. Справочник. В 4-х т. М., 1985. Т. 2.
29. Сборник типовых инструкций по технике безопасности. М., 1994. 432 с.
30. ОСТ 32 – 9 – 81 ССБТ. Нормы искусственного освещения объектов железнодорожного транспорта. М., 1982. 40 с.
31. СНиП 11 – 4 – 79. Естественное и искусственное освещения. М., 1980. 48 с.
32. Расчет и проектирование искусственного освещения производственных помещений и открытых площадок. Методические указания к решению задач. Новосибирск. 1989. 30 с.
Рецензия
на дипломный проект студента СГУПСа Ббббббб Александра Олеговича на тему: «Технологический процесс восстановления коленчатых валов».
Дипломный проект представлен расчетно-пояснительной запиской объемом 92 с. и 8 чертежами формата А1.
Дипломный проект посвящен актуальной проблеме восстановлению чугунных коленчатых валов автотракторных двигателей. За основу автором взят способ восстановления наплавкой по защитной металлической оболочке. Технологический процесс по составу операций, принятому оборудованию и по технологической оснастке можно отнести к категории легко реализуемых, поэтому эта работа может быть внедрена в ремонтных дорожных мастерских. Технологический процесс проработан достаточно глубоко, принятые решения обоснованы расчетами. Разработанный стенд для обжима стальной оболочки позволяет в значительной степени механизировать операции сборки перед наплавкой.
В месте с тем следует отметить некоторые недостатки проекта:
- Предложенный участок для восстановления чугунных коленчатых валов не привязан к конкретному предприятию;
- Рабочие места на операциях сборочной и слесарной загружены не достаточно 3% и 4% соответственно.
- Конструкцию стенда желательно было спроектировать многопозиционным, что существенно сократило бы оперативное время.
Не смотря на указанные недостатки дипломный проект, заслуживает отличной оценки, а студент дипломник Ббббббб Александр Олегович присвоения квалификации инженера механика.
Начальник участка №2 цеха 10
ОАО Рррррр А.И.
16.06.99
Введение.
В современном машиностроении применяются различные конструкционные материалы. Однако и до настоящего времени чугун является одним из основных конструкционных материалов. Например, вес чугунных отливок составляет до 50% веса машин. Это обусловливается простотой и относительной дешевизной изготовления чугунных деталей, хорошими литейными свойствами чугуна, его высокой износостойкостью, малой чувствительностью к концентраторам напряжений, способностью гасить вибрацию и т. д.
Одной из актуальных задач стоящих перед организациями, эксплуатирующих автомобильную и автотракторную технику, является продление срока службы отработавших деталей, в том числе и чугунных. Сварка и наплавка чугуна широко применяется при ремонте вышедшего из строя различного оборудования. Однако она связана со значительными трудностями. Это связано с тем, что металл шва и околошовной зоны очень склонен к образованию твердых непластичных структур (ледебурита, мартенсита) и трещин вследствие больших скоростей охлаждения при сварке и наплавке, низкой прочности чугуна и почти полного отсутствия пластичности. Это осложняет решение многих вопросов, связанных с разработкой сварочных материалов (электродов, проволоки, флюсов и др.) для сварки чугуна.
Горьковский автомобильный завод широко применяет в двигателях своих автомобилей детали из чугуна. Одной из них является коленчатый вал.
Целью дипломного проекта является разработка технологического процесса восстановления чугунных коленчатых валов двигателя ЗМЗ – 53А позволяющего избежать выше перечисленных недостатков с возможностью применения в небольших ремонтных подразделениях МПС РФ.
Большую работу по изучению процессов, протекающих при сварке и наплавке чугуна, провели исследователи: Доценко Г. Н., Доценко Н. И., Луппиан Г. Э. и др. Работы этих исследователей использованы в дипломном проекте.
Литературный обзор и обоснование темы
Дипломного проекта.
Дата: 2019-07-30, просмотров: 465.