1. ИСО 8402-94. Управление качеством и обеспечение качества. Словарь.
2. ИСО 9001:2000 Международная система управления качеством.
3. ГОСТ 24297 - 87 Входной контроль. Основные положения.
4. ГОСТ Р ИСО 9002 - 96. Системы качества. Модель обеспечения качества при производстве, монтаже и обслуживании.
5. Р50 - 601 - 40 - 93. Входной контроль. Основные положения.
6. P50-601-27-92. Формирование, реализация и актуализация политики предприятия в области качества
7. РД 50-605 -86. Приемочный статистический контроль.
8. ГОСТ 15467-79 Качество продукции
9. ГОСТ 2.116-84 ЕСКД Карта технического уровня и качества продукции.
10. ГОСТ 14318-83 ЕСТПП Правила разработки процессов контроля.
11. ГОСТ 27401-83 Надежность в технике.
12. ГОСТ 24297-80 ЕСКД Входной контроль качества продукции.
Основные положения.
13. ГОСТ 22.732-77 Методы оценки уровня качества промышленной продукции.
14. ГОСТ 14.318-77 ЕСТПП Виды процессов контроля.
15. ГОСТ 94297-80 СПКП Входной контроль качества продукции.
16. Основные положения.
17. ГОСТ 22851-77 Выбор номенклатуры показателей качества пром. продукции.
18. ГОСТ 14.318-83 ЕСТПП Виды процессов контроля.
19. ГОСТ 24.002-83 Надежность в технике. Термины и определения.
20. ГОСТ 27.307-83 Надежность в технике. Прогнозирование надежности изделий.
Охрана окружающей среды
Отходы производства и потребления (остатки сырья, материалов, полуфабрикатов, иных изделий или продуктов), образовавшихся в процессе производства и потребления подразделяются:
| По классам опасности | По видам | По видам опасности | По способам удаления отходов |
| чрезвычайно опасные | бытовые | пожаро - и взрывоопасные | захоронение |
| высокоопасные | пищевые | горючие | переработка |
| умеренно опасные | биологические | радиоактивные | хранение |
| малоопасные | химические | химические реакционно-способные | |
| практически неопасные | коррозионно-активные | ||
| опасные по степени воздействия на человека |
Технологические операции обработки детали «Корпус ТМ966.2120-35», можно подразделить на следующие виды:
Операции механической обработки:
· токарные;
· фрезерные;
· сверлильные;
Вспомогательные операции:
· контрольные;
· моечные;
· термическая закалка.
При выполнении операций механической обработки используются токарные станки, станки с ЧПУ, многофункциональные токарные обрабатывающие центры. Применяются инструменты: токарные резцы, сверла, фрезы, метчики.
Вспомогательные операции выполняются вручную на специальном оборудовании.
В процессе изготовления детали типа «Корпус» возникают следующие отходы:
· стружка;
· СОЖ.
А также возникают следующие вторичные отходы:
· отработанное масло;
· опилки;
· ветошь;
· отработанный инструмент (сверла, развертки, зенкера, фрезы и т.д.).
Стружка
При обработке заготовки точением или фрезерованием образуется стружка. Остается решить вопрос об удалении стружки от станка и рабочей зоны. Данный станок фирмы «MONFORTS» имеет наклонную станину, обеспечивающую свободный сход стружки и удобный доступ к обрабатываемой заготовке.
Стружка падает на скребковый конвейер, расположенный под станком и удаляется в специальный контейнер. При заполнении контейнера производится его замена.
Обработку твердых отходов целесообразно проводить в местах образования отходов, что сокращает затраты на погрузочно — разгрузочные работы, снижает безвозвратные потери при их перевозке и транспортировке и высвобождает транспортные средства.
Эффективность использования лома и отходов металлов зависит от их качества. Загрязнение и засорение отходов приводит к большим потерям при переработке, поэтому сбор, хранение и сдача их регламентируются специальными стандартами. Основные операции первичной обработки металлоотходов - сортировка, разделка и механическая обработка. Согласно дополнительного соглашения №681 завод ОАО «Авиаагрегат » утилизирует лом черных металлов на завод ОАО «Самаравтормет».
СОЖ
Современные СОЖ представляют собой сложные многокомпонентные композиции, отвечающие комплексу требований к их технологическим и сопутствующим свойствам. Но в процессе многократного использования при механической обработке металлов СОЖ теряют свои технологические свойства, и возникает необходимость в её замене и последующей утилизации.
Наиболее часто используемый метод с предварительной очисткой от механических примесей является реагентный метод разложения отработанных эмульсий. Его основным достоинством является простота реализации технологического процесса, доступное оборудование и материалы.
На ряде крупных российских предприятий действуют технологические системы утилизации СОЖ с применением реагентов-коагулянтов, флокулянтов, минеральных кислот и щелочей.
Однако остаточные концентрации загрязняющих веществ в водной фазе после разложения СОЖ достаточно велики, в десятки раз превышая установленный предельно допустимый сброс (ПДС.
Для комплексной утилизации СОЖ используют гидрофобизированные порошки (ГФП) на основе природных сорбентов. Установлена возможность и эффективность их применения, как для разрушения отработанной эмульсии, так и для очистки водной и масляной фаз. Сорбционный метод разрушения эмульсий обладает рядом преимуществ по сравнению с реагентным методом.
Вторичные отходы
Часть этих отходов (отработанное масло; ветошь; СОЖ, загрязненная маслом и стружкой, опилки) являются пожароопасными. Поэтому они хранятся в специальных пожаробезопасных емкостях, с огнеупорными стенками.
Площадки для сбора и временного хранения отходов покрыты неразрушимым и непроницаемым для токсичных веществ материалом; освещены; обеспечены первичными средствами пожаротушения и подъездами для погрузочно-разгрузочных работ. Передача отходов сторонним организациям для их дальнейшего захоронения, переработки, использования, обезвреживания осуществляется только при наличии у них разрешающих документов на осуществление данного вида деятельности. Для всех подразделений предприятия, проектным управлением разрабатываются проекты нормативов образующихся отходов и лимиты на их размещение, на основании которых главным управлением природных ресурсов по Самарской области ежегодно выдаются лимиты на размещение, передачу и переработку отходов. Основным документом в сфере обращения с отходами является государственный статистический отчет по форме 2-ТП (отходы) «Сведения об образовании, использовании, обезвреживании, транспортировке и размещении отходов производства и потребления», который предъявляется в природоохранительные органы.
Использованные ветошь, опилки и тканевые фильтры для механической очистки СОЖ сжигают на отходоперерабатывающих предприятиях.
Отработанное масло
Один литр отработанного масла делает непригодными для питья до 1000000 (миллиона) литров грунтовой воды.
Регенерация отработанных масел – один из самых экологически выходных способов утилизации.
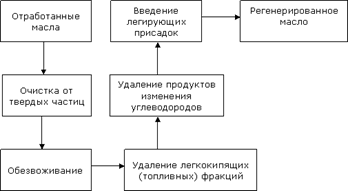
На первой стадии используется грубое удаление воды и механических примесей путем осаждения при повышенной температуре в сырьевом парке, имеющем в своем составе 36 емкостей от 60 до 120 кубометров. Удаление продуктов окисления отработанных присадок и других примесей осуществляется в процессе коагуляции. При этом, в зависимости от химической структуры регенерируемых масел, используются различные коагулянты или их композиции, определенные лабораторными и опытно-промышленными испытаниями: сначала проводятся пилотные лабораторные обработки образцов, после чего подбирается оптимальный коагулянт.
Окончательная доочистка масляных фракций осуществляется на фильтровальном блоке с использованием высокоэффективного природного минерального адсорбента, который является экологически чистым продуктом.
Режущий инструмент
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью. Скорости резания инструментами, оснащенными твердыми сплавами, в 3-4 раза превосходят скорости резания инструментами из быстрорежущей стали. Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. И, следовательно, возникает вопрос утилизации таких сплавов. Переработка лома и отходов позволяет вернуть металл в кругооборот. Твердосплавные пластинки режущих инструментов, накапливаются и сдаются, как вторсырьё производителю инструмента. Неисправные державки, подлежащие ремонту, восстанавливаются во вспомогательном цехе завода. Не подлежащие ремонту инструменты сдаются на металлолом.
Охрана труда
Дата: 2019-07-24, просмотров: 397.