Так как у нас снова есть негативное отображение (оттиск) с рабочей модели, значит, снова отливается гипсовая модель, как и раньше, но из огнеупорного гипса.
Преимущества огнеупорных гипсовых моделей:
 Способность такой модели во время термической обработки расширяться на величину коэффициента усадки металла (то есть, компенсация усадки металла во время литья)
Способность такой модели во время термической обработки расширяться на величину коэффициента усадки металла (то есть, компенсация усадки металла во время литья)
Не разрушается при высоких температурах (выше 1000 градусов)
Перенос на огнеупорную модель рисунка каркаса протеза и межевой линии.
В результате получилась гипсовая огнеупорная модель где имеются все изоляции, возвышения, но уже не из воска или фольги, а из гипса.
Рисунок каркаса (дуги, крепления для седел, опорно –удерживающие элементы) бюгельного протеза, межевая линия переносятся на огнеупорную модель.
Моделировка восковой композиции каркаса непосредственно на модели.
Моделировку каркаса из воска начинают с опорно – удерживающих элементов, ответвлений, сеток и объединяют их в единое целое с помощью дуги (рис. 75).

Рис. 75 Моделирование из воска будущего каркаса
Замена воска на металл
(литье металлического каркаса)
Установка литниковой системы. Литники это каналы, по которым расплавленный металл будет поступать в форму, где была раньше восковая репродукция каркаса (рис.76).
После того как литниковую систему прикрепили к восковому прототипу (репродукции) будущего каркаса бюгельного протеза, помещают в емкость (кювета), покрывают восковую композицию каркаса формовочной массой (например, смесь гипса и речного песка с борной кислотой) (рис. 77).

Рис. 76 Литниковая система

Рис. 77 Заполнение формовочной массой
После того, как затвердеет формовочная масса, внутри которой находится восковая композиция (заготовка) каркаса, все нагревается в муфельной печи. Воск начинает плавиться и вытекает по литниковым каналам из формовочной массы. В результате образуются пустоты, формы. Сплав металлов нагревают и плавят. Жидкий металл заливают в форму/пустоты внутри твердой формовочной массы, где раньше был восковой прототип и приобретают вид каркаса бюгельного протеза ( рис. 78).
При нагреве до 800 – 1200 градусов огнеупорная масса дает расширение, соответствующее усадке (то есть, уменьшение в объеме) металла после остывания. Этим обеспечивается точность воспроизводства металлического каркаса по восковой его заготовке/прототип. После того как металл затвердеет, разрушают формовочную массу и достают металлический каркас (рис. 79).

Рис. 78 Замена воска на металл (литье). Заливка горячего жидкого сплава в форму вместо восковой заготовки каркаса
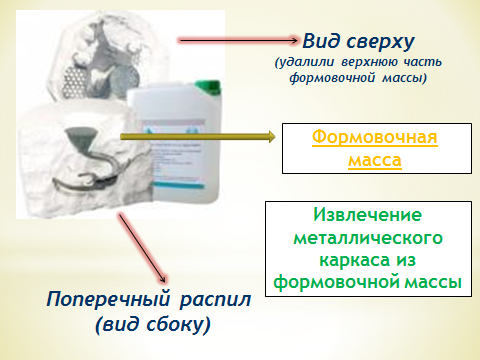
Рис. 79 Разрушение формовочной массы и извлечение из нее металлического каркаса бюгельного протеза
Обработка каркаса
Удаляются литники, так как литники тоже были изготовлены из воска, воск выплавился целиком и металл заменил его и в области литников тоже (рис. 80а, б ).
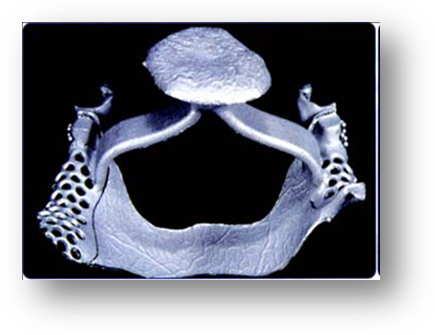
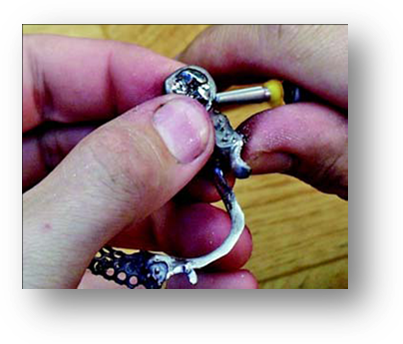
Рис. 80 а, б
Дата: 2019-07-24, просмотров: 566.