ГОСТ 2.309-73 устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рис. 19.
При применении знака без указания параметра и способа обработки его изображают без полки.
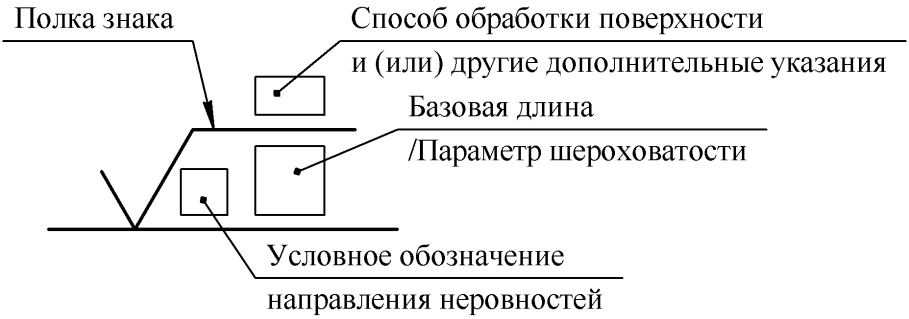
Рис. 19 Знак обозначения шероховатости
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рис. 20.
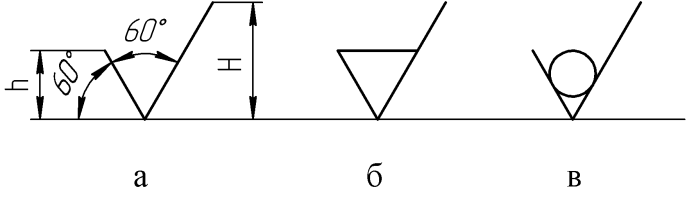
Рис. 20. Различные обозначения шероховатости
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5 ... 5)h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже (как, например, на чертежах по рис. 27, 28, 36).
Обозначение шероховатости по рис 20а применяется, если способ обработки поверхности конструктором не устанавливается.
Если поверхность должна быть образована только удалением слоя материала, то для обозначения шероховатости применяется знак по рис 20б.
Знак по рис 20в применяется, если поверхность образована без удаления слоя материала.
Параметры шероховатости различаются по ГОСТ 2789-73:
Ra – среднеарифметическое отклонение профиля,
Rz – высота неровностей профиля по десяти точкам
Rmax – наибольшая высота профиля.
Предпочтительные значения параметров Ra, мкм:
0,012; 0,025; 0,05; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100.
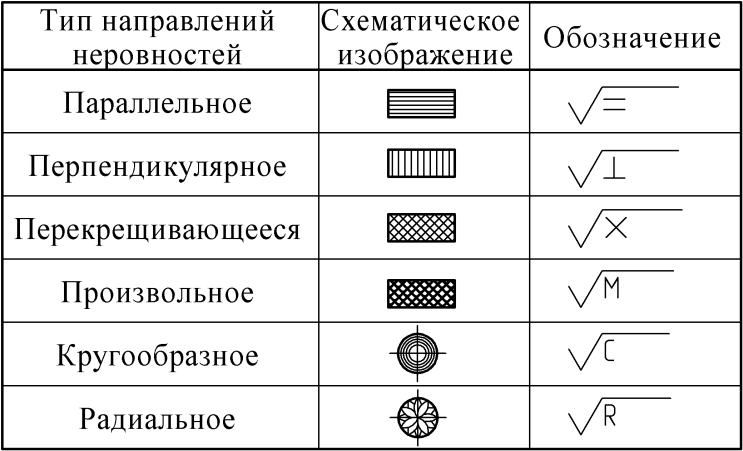
Условные обозначения направления неровностей приведены в табл. 5.
Пример указания наибольшего значения параметра шероховатости:
Табл. 5
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности:
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис. 21а). Если шероховатость одинакова для части поверхностей изделия, её обозначение помещают в правом верхнем углу чертежа вместе с условным обозначением в скобках (рис. 21б). Такие обозначения приведены на чертежах на рис. 27, 28, 36.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рис. 21б).
а б
Рис. 21 Обозначение на чертежах неуказанной шероховатости
В табл. 6 приведены рекомендуемые для курсового проектирования значения шероховатости.
Табл. 6
| Вид поверхности | Ra, мкм |
| Поверхности установки подшипников на валах и в корпусах | 0,8…1,6 |
| Поверхности для соединений с натягом валов отверстий ступиц | 0,8 1,6 |
| Боковая поверхность шпоночного паза | 1,6…3,2 |
| Поверхность дна шпоночного паза | 6,3 |
| Поверхности установки ступиц зубчатых колёс | 1,6…3,2 |
| Рабочая поверхность зубьев | 0,8…6,3 |
| Поверхность вершин зубьев | 1,6…12,5 |
| Боковая поверхность ступицы (венца) | 3,2…12,5 |
| Поверхности вала под резиновые манжеты | 0,16…0,63 |
| Торцевые поверхности уступов (заплечиков) вала для установки подшипников качения, ступиц колёс, муфт | 1,6…3,2 |
| Канавки, фаски, радиусы галтелей на валах | 6,3 |
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колёс наносят на линии делительной поверхности (как на рис. 36).
Дата: 2019-04-23, просмотров: 274.