Под методом ремонта понимают форму организации труда, принятые при ремонтных операциях. В настоящее время наибольшее распространение получили два метода ремонта строительных машин: обезличенный, не обезличенный, узловой.
Сущность обезличенного метода ремонта заключается в том, что в процессе разборки и дефектаций деталей машин одной марки обезличиваются (т.е. теряется принадлежность деталей к определенной машине), а отремонтированные детали комплектуются для обезличенных элементов. Из них затем собирают машины, причём операции подгонки деталей, сводятся до минимума.
Разновидностью обезличенного метода ремонта является агрегатный метод. При нём снятые с машины элементы направляют в ремонт, а на машину тут же устанавливают другие. Заранее отремонтированные или полученные из оборотного фонда.
Разновидностью индивидуального метода ремонта является детальный метод, при котором заменяют несколько агрегатов или отдельные детали, вышедшие из строя.
При методе периодической замены ремонтных комплектов (ПЗРК), совместно заменяют несколько агрегатов. Их объединяют в комплекты и устанавливают периодичность замены.
Для него характерна установка отремонтированных деталей и сборочных единиц на ту же машину, с которой они были сняты. Следовательно, машина находится в ремонте до тех пор, пока на неё не поставят все снятые и отремонтированные детали.
Такой ремонт выполняется универсальными или специализированными бригадами. В первом случае бригада рабочих проводит на разборочно-сборочные, так и ремонтные работы и должна иметь необходимые приспособления, инструмент и запасные части для восстановления работоспособности всех элементов машин. При этом каждый член бригады участвует в выполнении всего комплекса ремонтных работ, что требует высокой квалификации.
При выполнении ремонта специализированными бригадами разборочно-моечные работы проводятся одной бригадой; а ремонтные другими, специализированными по ремонту определенной группы элементов близких по технологическим и конструктивным признакам. Ремонт проводят на определенных специализированных постах, которые обеспечены приспособлениями. Инструментом и запасными частями, необходимыми для ремонта только данной группы элементов. Отремонтированные детали и сборочные единицы возвращаются обратно в разборочно-сборочное отделение и устанавливаются на машину, с которой они были сняты.
Положительной стороной индивидуального метода ремонта является то, что приработавшиеся сопряжения после ремонта сохраняются в паре и в последствии работают надёжно. К недостаткам этого метода относятся длительный простой машины в ремонте и необходимость в больших производственных площадях на ремонтных предприятиях, так как машина все время, которое затрачивается на ремонт или изготовление деталей, находится в цехе.
Индивидуальный метод ремонта применяется в тех случаях, когда машинный парк, обслуживаемый ремонтным предприятием, состоит из машин различных типоразмеров, каждый из которых предназначен и представлен незначительным числом.
В данном проекте при ремонте крана мостового, выбирается индивидуальный метод ремонта, т.к. в связи со сложной экономической обстановкой многие предприятия не могут позволить себе содержать большой парк одинаковых машин.
Под технологическим процессом ремонта понимается такая последовательность разборочных, восстановительных, слесарно-подгоночных и сборочных операций, в результате осуществления которых машине возвращается израсходованный ею ресурс работоспособности.
Наиболее полным и сложным ремонтом является капитальный, при выполнении которого осуществляется наибольшее количество ремонтных и восстановительных операций.
При отправки в ремонт на завод в месте с ним должны направляться следующие документы: паспорт, журналы дефектная ведомость. В этих документах должно быть указано, сколько времени находится в эксплуатации, каким ремонтам он подвергается, какие производились замены узлов, сколько часов он отработал и какие дефекты выявлены на нём в процессе эксплуатации.
После доставки на завод производится демонтаж узлов, подлежащих ремонту, и их разборка на подузлы и детали.
Последовательность провидения работ по ремонту крана приведена на рисунке 7.
Для предохранения деталей от повреждений и обеспечения их сохранности мелкие крепежные детали должны быть сложены в металлические ящики. Крупные детали необходимо укладывать на стеллажах или деревянных прокладках.
При разборке рядом сопряженных узлов (зубчатых колес, крышек, фланцев) отмечается с помощью веток взаимное положение деталей. Это позволит облегчить в дальнейшем их сборку и улучшить условия их работы.
После разборки все детали должны быть очищены от грязи и ржавчины. С этой целью детали моются в моечных машинах: сначала горячим раствором каустической соды, затем горячей воды. Чистые детали поступают на дефектовку.
Общий технологический процесс ремонта крана мостового состоит из подготовительных, основных и заключительных операций.
К подготовительным операциям относятся: общая и узловая разборка, очистка и мойка узлов и деталей, дефектация деталей и узлов; восстановление деталей, ремонт узлов и механизмов; изготовление новых деталей и элементов конструкций; узловая сборка, испытание новых и отремонтированных узлов; общая сборка испытание в холостую и под нагрузкой; окраска.
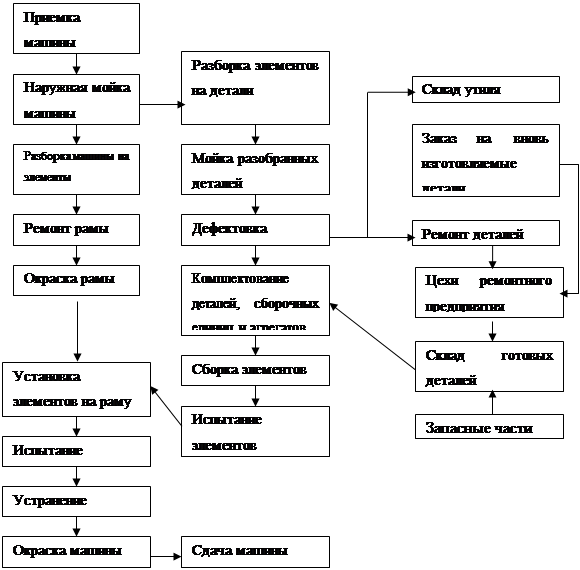 |
Рисунок 7
В процессе эксплуатации машины возникают дефекты в результате естественного их износа от действия внутренних сил трения.
Основными деталями коробки передач являются валы и зубчатые колеса.
Основными дефектами валов являются:
- изгиб вала
- износ посадочных мест под подшипники
- износ паза под стопорное кольцо по ширине.
Технология ремонта вала будет состоять из следующих операций:
Слесарной – подготавливается вал к наплавке изношенных частей.
Наплавочной – наплавляются изношенные участки.
Токарно-винторезная – протачиваются посадочные места под подшипники.
Фрезерная – нарезаются шлицы.
Термическая – производится какой-либо вид закалки в зависимости от материала и условий работы детали.
Шлифовальная – шлифуются места наплавки, токарной и фрезерной обработки.
В конце, производится заключительный контроль, при котором проверяются все параметры отремонтированного вала с использованием измерительных инструментов.
При таких дефектах, как изгиб, скручивание вал необходимо браковать.
Основными дефектами зубчатых колес являются:
- износ зубьев по толщине
- износ шлицев по ширине
- износ шлицевых впадин по глубине
- трещины на поверхности
- поломка зуба.
Технология ремонта зубчатого колеса будет состоять из следующих операций:
Слесарной – в подготовке зубчатого колеса к наплавке.
Наплавочной – наплавке шлицев и зубьев.
Фрезерной – нарезание шлицев.
Протяжной – протяжке зубьев.
Термической – провести какой-либо вид закалки.
Шлифовальной – шлифовки мест механической обработки.
В конце, проводится заключительный контроль размеров.
При таких дефектах, как трещины на поверхности, поломка зуба – зубчатое колесо бракуют.
Дефекты:
а) износ посадочных мест под подшипники;
б) износ шпоночного паза;
в) срыв резьбы;
Маршрут восстановления детали:
005 Термическая (отпуск).
010 Слесарная (править вал под прессом).
015 Токарно-винторезная (точить шейки посадки под подшипник для наплавки);
020 Слесарная (подготовка к наплавке, закрыть участки детали не
участвующие в наплавке);
025 Наплавочная (наплавить шейки посадки под подшипник, заплавить шпоночный паз, наплавить зубья по ширине);
030 Термическая (улучшение);
035 Токарно-винторезная (точить шейки посадки под подшипник);
040 Фрезерная ( нарезать место под шпонку);
045 Зубонарезная ( нарезать зубья шестерни);
050 Шлифовальная (шлифовать шейки посадки под подшипники вала);
Дата: 2019-05-29, просмотров: 334.