Успешное выполнение ремонта в значительной мере зависит от качества разборки.
Разборочный процесс принято изображать в виде технологической схемы. При разборке узлы, в зависимости от порядка разборки, именуют группами и подгруппами. Так, узел, непосредственно входящий в машину (на который составляют технологическую схему разборки), называют группой, а узел, входящий в состав группы, - подгруппой первого порядка. Узел, входящий непосредственно в подгруппу первого порядка, называют подгруппой второго порядка и так далее. Таким образом, группа и подгруппа состоят только из отдельных деталей или из подгрупп и деталей. Подгруппа последнего порядка всего состоит из отдельных деталей.
Детали группы и подгруппы изображаются на схеме в виде прямоугольников, в которых вписываются: наименования, номер позиции и количество элементов. Разборка машины, группы и всех подгрупп начинается с детали или узла, которые в этом случае называют базовыми. Технологическая схема разборки (сборки) и сборочный чертеж дополняют, но не заменяют друг друга. Схема указывает технологическую последовательность разборки, а чертеж – место и расположения детали и подгруппы в группе или машине.
Для разборки применяются инструменты, приведенные в таблице 1.
Таблица 1
Схема технологического процесса разборки узла - редуктора передвижения грузовой тележки смотреть лист 2 графической части.
| 1 | 2 | 3 |
| Наименование инструмента | Обозначение | ГОСТ |
| Молоток слесарный | 200 г | 2310-77 |
| Гаечный ключ с открытым зевом двухсторонний | 7811-0023 Набор 8-24 | 2839-80 |
| Гаечный ключ с открытым зевом двухсторонний | 7823-0056 Набор 24-54 | 2842-80 |
| Набор сменных головок | 25605-82 | |
| Плоскогубцы комбинированные | 7814-0023 | 5547-86 |
| Отвертка | 1´1,7 | 24437-80 |
1.4. Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования.
Основываясь на практике работы передовых ремонтных предприятий, выбирается более эффективная многостадийная мойка, которая хорошо себя зарекомендовала. Сущность многостадийной мойки в том, что в начале промываются не разобранные, затем частично разобранные агрегаты, а после этого отдельные детали. Все детали должны быть тщательно очищены от грязи, масла, нагара и накипи, так как правильно замерить износы и обнаружить дефекты можно только на чистых деталях.
Долгое время на ремонтных предприятиях моющими средствами были каустик и кальцинированная сода. Но более эффективными оказались синтетические моющие средства типа Лабомид и МС на основе поверхностно-активных средств и щелочных добавок.
Поэтому для наружной мойки узла в качестве моющего средства применяется Лабомид-101, состоящий из кальцинированной соды, триполифосфата натрия, жидкого стекла и различных поверхностно-активных веществ, в концентрации от 10 до 30 г/л. при умеренном пенообразовании в любых машинах струйного типа. В качестве моющей машины выбирается ОМ-5369, которая представляет собой четырехколесную тележку, на которой помещён насос высокого давления, его привод, устройства для нагрева воды, подачи моющих средств, автоматики и защиты.
На рисунке 7 показана схема гидравлической моющей машины.
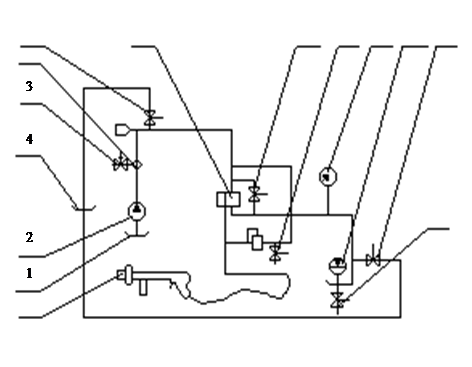
Рисунок 6
Принцип действия машины ОМ – 5369 (рисунок 6) заключается в следующем: вода из водопровода через поплавковую камеру 1 подается подкачивающим насосом 2 в теплообменник 5, в котором она нагревается до температуры t = 30 – 80°С. При необходимости вода смешивается из бака 4 и через гидромотор 13 подаётся на очищаемую поверхность. Воду с раствором подаётся под давлением 10 МПа. Оно контролируется по манометру 9. Производительность машины 40-60 м2/г, расход воды 1000 л/ч.
Для мойки деталей в качестве моющего средства выбирается Лабомид-203, который содержит те же компоненты, что и Лабомид-101, но в другом соотношении и предназначен для очистки деталей методом погружения в погружных моечных машинах, при концентрации раствора от 25 до 35 г/л.
В качестве погружной моечной машины выбирается тупиковая погружная моечная машина ОМ-14251, которая служит для очистки или ополаскивания деталей. Машина представляет собой ванну, в которую в корзине опускают детали и после очистки вынимают из неё. Размеры очищаемых деталей 1  1 1 м. производительность машины 4 т/ч.
1 1 м. производительность машины 4 т/ч.
После выдержки детали проливаем водой при помощи машины ОМ-5369.
Дата: 2019-05-29, просмотров: 355.