Зміна фізико-механічних і технологічних властивостей сировинних формувальних сумішей (мас) спікання, грануляція, гасіння, сегрегації, зволоження і т.п. вимагають вдосконалення технології приготування суміші. Одним із способів ефективної переробки формувальних будівельних сумішей є диспергіроване змішування, тобто одночасне подрібнення і змішування. Диспергірування - це тонке подрібнення твердих тіл, що приводить до утворення дисперсних систем. Диспергіроване змішування може здійснюватися в спеціальних машинах: швидкохідних двохвальних змішувачах безперервної дії; барабанних стрижньових розтирачах-гомогенізаторах, дискових і щіткових змішувачах і ін. [17, 46, 54, 79, 103].

Мал.5.6. Блок-схема програми моделювання диспергірованого змішування на ЕОМ.
Відомо, що хімічні реакції проходять по поверхні речовин, тобто по поверхні контактів між частинками матеріалу. Тому для підвищення інтенсивності хімічних реакцій речовин вимагається збільшити число контактів між частинками (компонентами). Цю мету переслідує процес подрібнення і процес змішування. Проте неможливо забезпечити достатнє число контактів суміші, якщо цю суміш тільки подрібнити або, навпаки, тільки змішати. Отже, одночасне подрібнення і змішування повинні характеризуватися єдиним узагальненим критерієм обробки. Таким критерієм, наприклад, може служити число контактів між компонентами суміші, вимірюване непрямим способом на основі моделювання [46, 54].
Моделювання процесу на ЕОМ дозволяє одночасно для кожного стану умовного об'єму елементів визначити число контактів елементів різних видів і дисперсію змісту елементів одного вигляду. Блок-схема програми моделювання приведена на мал.5.6 [46, 54].
При виконанні машинного експерименту задавалися наступними значеннями концентрації одного з компонентів: 0,033; 0,10; 0,17; 0,234; 0,333; 0,50. Для знаходження рівняння регресії використовували метод якнайменших квадратів. На рис 5.7 і 5.8 приведена графічна залежність числа контактів N елементів різних видів і коефіцієнтів лінійної регресії β1 і β 2 від дисперсії ключового компоненту D при різних значеннях концентрації α. Аналітична залежність для β1 β 2 і N мають вигляд
 (5.9)
(5.9)
 (5.10)
(5.10)
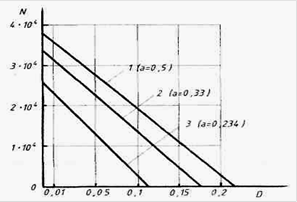
Мал.5.7. Залежність числа контактів N від дисперсії D і концентрації елементів а
Для практичного використовування, наприклад, стосовно обробки одиниці маси силікатної формувальної суміші, залежність (5.10) приводиться до вигляду
 (5.11)
(5.11)
де а - математичне очікування змісту ключового компоненту в суміші; d - середній діаметр частинки суміші.
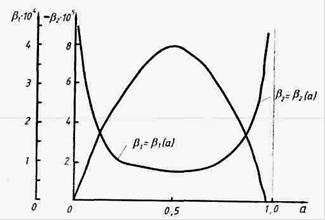
Мал.5.8. Залежність коефіцієнтів β1 і β 2, від концентрації елемента а
Інтенсивність обробки силікатної суміші в барабанному стрижньовому розтирачі-змішувачі рекомендується визначати по формулі [46, 54, 79, 103]
 (5.12)
(5.12)
де Q - продуктивність подрібнення-змішувача, кг/год; с - коефіцієнт проковзування стрижнів; φ - коефіцієнт заповнення барабана стрижньовим завантаженням; N1 і N2 - відповідно потужність, затрачувана на підйом і утримання стрижньового завантаження і на повідомлення енергії стрижням, кВт; k - відносний коефіцієнт скачування і підйому стрижнів; ψ - коефіцієнт відносної частоти обертання барабана. Рівняння кінетики подрібнення - змішування [46, 54, 103]
 (5.13)
(5.13)
де п - поточне значення якості обробки суміші; пм - максимально можлива якість обробки суміші; п0 - якість суміші до її обробки; А - постійний коефіцієнт, що характеризує технологічну ефективність обробки; t - час обробки суміші.
Інтенсивність обробки суміші λ необхідно визначити досвідченим шляхом, для чого суміш піддається двократній обробці [46, 54, 79, 103].
Дата: 2019-05-29, просмотров: 333.