Розділ 1. Змішування компонентів будівельних сумішей
Змішування (перемішування) - це технологічний процес утворення однорідних систем шляхом приведення в тісне зіткнення твердих і в'язко-пластичних тіл, рідин, газів або їх поєднань.
Змішування твердих тіл, в'язко-пластичних, рідких і інших середовищ здійснюється механічним, гідравлічним, пневматичним, комбінованим і іншими способами.
Машини, вживані для змішування компонентів будівельних сумішей, називаються змішувачами (міксерами) і рідше мішалками.
Змішування компонентів сипких будівельних сумішей (мас)
При виробництві таких будівельних матеріалів, як силікатна і будівельна цеглина, каміння, блоки, плити, плитки, сухі будівельні суміші і т.п. важливе місце відводиться технологічному процесу підготовки сировинних формувальних сумішей (мас) вогкістю не більше 10%. Від якості підготовки сумішей залежить і якість готових виробів [17, 49].
Закономірності змішування
Механізм дії змішування компонентів сипких сумішей (мас) є дуже складним і залежить від великої кількості чинників, у тому числі від параметрів змішувача і режимів його роботи.
Змішування сипких будівельних матеріалів складається з наступних механічних операцій: переміщення груп частинок матеріалу з одного місця в інше, так зване конвективне змішування (I); перерозподіл частинок при їх переміщенні, так зване дифузійне змішування (II); зосередження частинок в окремих місцях, так звана сегрегація частинок (мал.5.1).
В результаті змішування відбувається взаємне переміщення частинок різних компонентів суміші, що знаходяться до перемішування або окремо, або в неоднорідному стані [17, 49].
Ідеально в результаті змішування повинна вийти така суміш компонентів, що в будь-якій її точці (пробі) до кожної частинки одного з компонентів примикають частинки іншого компоненту в кількості, визначуваній співвідношенням 1:
1. Наприклад, якщо суміш складається з трьох компонентів, маси яких співвідносяться як числа А: В: С, то в будь-якому достатньо малому об'ємі (пробі), узятому випадково в довільному місці (точці), після змішування маси цих компонентів теж повинні відноситися як числа а: b : с.
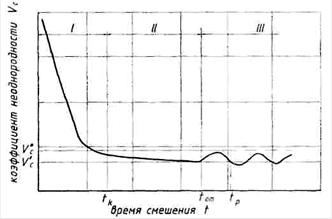
Мал.5.1. Залежність коефіцієнта неоднорідності від часу змішування
Проте таке ідеальне змішування, тобто той, що рівномірне розташовує частинок в суміші в реальних умовах, не спостерігається [17,49].
Щоб оцінити якість змішування однією випадковою величиною, суміш умовно вважають двокомпонентною. Для чого з суміші виділяють який-небудь один компонент, званий умовно основним (ключовим). Решту компонентів, що входять в суміш, об'єднують в другий (загальний) компонент. По ступеню розподілу ключового (основного) компоненту в суміші, тобто в другому умовному компоненті, судять про якість змішування. Вибір компонентів при цьому є суб'єктивним.
Розроблено досить багато формул (емпіричної залежності) для розрахунку критерію якості змішування. Наприклад, при безперервному збільшенні поверхні розділу між компонентами за рахунок упровадження (дифузії) процес змішування описується наступним рівнянням
 (5.1)
(5.1)
де S - поточна величина поверхні розділу; S0 - максимально можлива поверхня розділу; е - підстава натурального логарифма, е = 2,71; k - коефіцієнт пропорційності; t - час змішування.
Іноді процес змішування зв'язується з впливом розміру і густини частинок окремих компонентів суміші, тобто з явищем сегрегації (розшарування). Ступінь змішування без урахування розшарування суміші описується залежністю
 (5.2)
(5.2)
де А - постійний коефіцієнт, що враховує властивості сумішей (матеріалу), тип і режим роботи змішувача; t - час змішування; е = 2,71 - основа натурального логарифма.
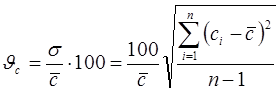
Найбільше поширення для оцінки якості змішування компонентів сипкої будівельної суміші набув коефіцієнт неоднорідності (варіації)
 (5.3)
(5.3)
де  - середнє квадратичне відхилення концентрації ключового компоненту в пробах;
- середнє квадратичне відхилення концентрації ключового компоненту в пробах;  - середньоарифметичне значення концентрації ключового компоненту в пробах; сі - значення концентрації ключового компоненту в і-ої проби; п - число аналізованих (відібраних для аналізу) проб.
- середньоарифметичне значення концентрації ключового компоненту в пробах; сі - значення концентрації ключового компоненту в і-ої проби; п - число аналізованих (відібраних для аналізу) проб.
Чим менше значення  тим вище якість змішення компонентів суміші і її однорідність.
тим вище якість змішення компонентів суміші і її однорідність.
Під кінетикою змішування розуміється закономірність протікання процесу в часі [17, 49, 73].
Закономірність зміни концентрації речовини в потоці при змішенні описується рівнянням [73].
 (5.4)
(5.4)
де Q - витрата компонентів; СН, С - концентрація індикатора відповідно на вході і на виході змішувача; дτ - час змішування; Vс - об'єм робочого органу змішувача.
Ліва частина рівняння (5.4) виражає кількість індикатора, що поступає в змішувач. В правій частині рівняння перший доданок є кількістю індикатора, виведеного із змішувача, друге - кількість індикатора, що знаходиться в змішувачі з урахуванням концентрації його, що змінилася, за час дτ [73].
Приймаючи наступні параметри:
 , одержимо рівняння
, одержимо рівняння
 (5.5)
(5.5)
У разі так званого процесу "вимивання", коли в поступаючому потоці індикатор відсутній, тобто Сн = 0, рівняння має вигляд [8]:
 (5.6)
(5.6)
Середній час перебування частинок в змішувачі τср означає, що об'їм речовини, що поступає в змішувач за час τср, чисельно рівний його місткості і є випадковою величиною [17, 73].
Середній час перебування частинок в умовних осередках (зонах) змішувача, що визначає якість змішування, залежить від конструкції і режиму роботи змішувача і фізико-механічних і технологічних властивостей перемішуваних компонентів суміші і визначається експериментально. В більшості промислових змішувачів можна одержувати суміші з якістю змішування не нижче 20% [17, 49].
Відцентрове формування
При центрифугуванні дія на тіло або оброблюване середовище здійснюється відцентровими силами. Машини, в яких здійснюється така дія, називаються центрифугами. Центрифуги призначаються для розділення сумішей на складові частини, осадження частинок, зважених в рідині, ущільнення різних середовищ і інших цілей. Робочий орган центрифуг може обертатися щодо вертикальної або горизонтальної осі.
При обертанні щодо вертикальної осі на оброблюване тіло або середовище діє відцентрова сила, вектор якої обертається в горизонтальній площині, а вектор сили тяжіння перпендикулярний їй.
При цьому результуюча сила, діюча на оброблюване тіло або частинки матеріалу
 (6.11)
(6.11)
де т - маса тіла або частинки матеріалу; R - радіус, на якому знаходиться центр тяжіння тіла або частинки від осі обертання. При обертанні робочого органу щодо горизонтальної осі результуюча сила, діюча на оброблюване тіло або частинку матеріалу (мал.6.4)
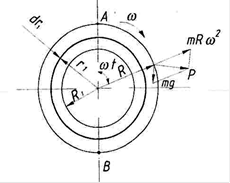
Мал.6.4. Схема діючих сил при відцентровому формуванні
 (6.12)
(6.12)
При ωt = 0, коли частинка або тіло знаходяться в точці А, cosωt = - 1.
Тоді
 (6.13)
(6.13)
при ωt = 180°, коли частинка знаходиться в точці В, cosωt = - 1.
 (6.14)
(6.14)
Отже, при горизонтальному тому, що розташовує осі обертання робочого органу в точці А (мал.6.4) тиск нижче, ніж в точці В. При циліндровому робочому органі і обробці плинних середовищ це примушує їх при роботі центрифуги рівномірно розподілятися по внутрішній поверхні робочого органу.
У виробництві збірного залізобетону застосовують центрифуги з горизонтальною віссю обертання і циліндровим робочим органом для формування трубчастих виробів. В цьому випадку (мал.6.4) результуюча відцентрова сила, діюча на елементарне кільце бетонної суміші радіусом r1 завтовшки стінки dr1 і завдовжки l, буде
 (6.15)
(6.15)
де ρ - густина бетонної суміші (ρ = 600...2400 кг/м3). Інтегруючи останній вираз R1 до R, одержимо
 (6.16)
(6.16)
де R - зовнішній радіус труби; R1 - внутрішній радіус труби.
Щоб визначити тиск на зовнішній поверхні труби, ліву і праву частині виразу ділять на зовнішню площу труби
 (6.17)
(6.17)
Як видно, останній вираз дає зв'язок між тиском на поверхні труби з її параметрами і швидкістю обертання центрифуги. Таким чином, можна вибрати основні параметри центрифуг для формування трубчастих залізобетонних виробів. Крім того, з останнього виразу видно, що відцентрове формування за своєю суттю є одним з різновидів формування пресуванням, в якому пресуючим зусиллям є відцентрова сила.
Роликове формування
Процес роликового формування полягає в укочуванні рихлої бетонної суміші роликами. У такий спосіб формують плоскі і трубчасті бетонні і залізобетонні вироби. Він істотно відрізняється від вібраційного способу і відноситься до одного з різновидів формування шляхом пресування. При такому формуванні ущільнення бетонної суміші відбувається під дією нормального контактного тиску ролика на суміш, який прийнято називати пресуючим тиском. Пресуючий тиск прикладається до бетонної суміші з певною швидкістю і зростає від нуля до максимуму, а потім знижується. При цьому відбувається порушення порівняно слабких зв'язків між частинками бетонної суміші, які під дією пресуючого тиску долають опір зсуву і переміщаються в більш стійкі положення, витісняючи при цьому пухирці повітря. Після зняття пресуючого тиску (після проходу ролика) відбувається розвантаження бетонної суміші, і частина її первинної деформації пружно відновлюється (мал.6.5).
Подальші дії пресуючих роликів в умовах безперервного надходження під них бетонної суміші приводять до нових переміщень її частинок і подальшого витіснення повітря. У міру збільшення числа дій роликів ущільнення суміші відбувається не тільки унаслідок повторення навантаження, але і унаслідок збільшення пресуючого тиску роликів на суміш. Поступово суміш ущільнюється, що виражається в накопиченні необоротних деформацій бетонної суміші, величина яких за кожну нову дію поступово зменшується і після 40...80 проходів ролика стає неістотною. Це свідчить про те, що бетонна суміш ущільнена.
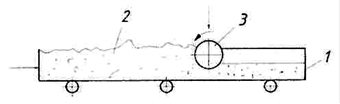
Мал.6.5. Схема роликового формування: 1 - форма; 2 - бетонна суміш, 3 - ролик.
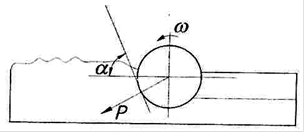
Мал.6.6. Схема ущільнення суміші при роликовому формуванні
При формуванні плоских виробів вісь пресуючого ролика (одного або декількох) скоює поворотно-поступальний рух. На схемі (мал.6.5) показаний момент, коли ролик і форма рухаються щодо один одного зліва направо. При формуванні порожнистих циліндрових виробів пресуючі ролики встановлюють на спеціальній головці, яку називають пресуючою. На ній встановлюють три або більше число роликів так, що їх зовнішні твірні співпадають з внутрішньої циліндрової поверхні твірної трубчастого виробу. Пресуюча головка з роликами обертається в одному напрямі.
Головним чинником, що визначає ступінь ущільнення бетонної суміші при роликовому формуванні, є пресуюче тиск ролика на суміш.
Спрощена схема сил, діючих на ролик в процесі формування, приведена на (мал.6.6). Пресуючий тиск
 (6.18)
(6.18)
де Е - модуль першого роду бетонної суміші; а - кут захоплення бетонної суміші роликом.
Для особливо жорстких бетонних сумішей при α = 30° пресуюче зусилля рівно
 (6.19)
(6.19)
де lp - довжина пресуючого ролика; r - радіус ролика.
Процес роликового формування достатньо складний. Вираз для р дає значення тиску безпосередньо під роликом. У міру видалення від поверхні ролика тиск в бетонній суміші падає і на деякій глибині h0 досягає свого початкового значення р0, тобто тиску, який був в бетонній суміші до дії на нього роликом. Оскільки густина бетонної суміші є функція р на глибині h0, ущільнення не відбувається. Значення р і h0 ростуть із збільшенням радіусу ролика r. Залежність пресуючого тиску і, отже, густини суміші при роликовому формуванні від властивостей суміші, геометрії виробу і параметрів формуючої установки дуже складна. Тому при практичних розрахунках установок частіше всього використовує емпірична залежність.
Визначення. Класифікація
Виробництво деяких будівельних матеріалів і виробів (цеглини, каменя, плит, плиток, блоків, панелей і т.д.) організовано із застосуванням процесу пресування формувальних сумішей (мас, прес - порошків і т.п.).
Пресування - це формування виробів (напівфабрикатів) в прес - інструментах під дією тиску. Розрізняють пресування: статичне, ізостатичне, квазіізостатичне, гідростатичне, газостатичне, динамічне, гідродинамічне, електрогідродинамічне, високошвидкісне (імпульсне), екструзійне (мундштучне), вібраційне, ударне, холодне, гарячіше, циклічне, безперервне, пряме, з бічним закінченням, зворотне і ін. [96].
Ізостатичне пресування здійснюється в еластичних або пластичних оболонках тиском рідини або газу.
Квазіізостатичне пресування проводиться всестороннім тиском, передаваним за допомогою сипкого, пористого, в'язкого або пластичного робочого середовища.
Гідростатичне пресування - це ізостатичне пресування, здійснюване в гідростатах, в яких робочим середовищем є рідина.
Газостатичне пресування - це ізостатичне пресування, при якому робочим середовищем є гази.
Динамічне пресування - це високошвидкісне пресування прес - порошку за рахунок динамічної дії жорсткого прес - інструменту.
Гідродинамічне пресування - це пресування порошкових матеріалів (особливо важко пресованих) енергією гідравлічного імпульсу, що виникає в рідині унаслідок вибуху або електричного розряду (при електродинамічному пресуванні).
Високошвидкісне пресування - це пресування, здійснюване за рахунок вибухової хвилі, електромагнітного імпульсу, механічного удару або інших подібних енергій.
Ударне пресування - це пресування за рахунок енергії удару прес-інструменту, магнітного імпульсу, хвилі рідини або газу.
Пряме пресування - це пресування, при якому переміщення пресування і інструменту відбувається в одному напрямі.
Зворотне пресування - це пресування, при якому закінчення матеріалу відбувається в напрямі, протилежному руху прес, - інструменту.
Найширше розповсюдження в промисловості будівельних матеріалів одержало статичне, екструзійне (мундштучне) і вібраційне пресування. Машини, вживані для пресування, називаються пресами або агрегатами для пресування.
Статичне пресування (одностороннє, двостороннє, пряме, холодне, циклічне, одноступінчате, багатоступінчате, з жорсткою і "плаваючою" прес-формою і т.п.) здійснюється в закритій прес-формі з переміщенням прес-пороша і пресуючого інструменту, головним чином, в одному напрямі (мал.6.7).
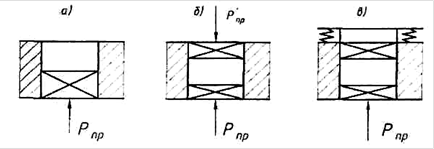
Мал.6.7. Схеми статичного пресування: а - одностороннє; б - двостороннє; в - одностороннє з "плаваючою" прес-формою.
При пресуванні будівельних формувальних сумішей в закритих прес-формах вони піддаються всесторонньому стисненню (об'ємної деформації). При цьому відбувається ущільнення спочатку за рахунок видалення повітря, а потім за рахунок переорієнтації і більш щільної упаковки частинок матеріалу. Необоротна зміна об'єму матеріалу, що стискається, при пресуванні можлива тільки при деформації, що перевищує пружну. Залишкова деформація виникає в матеріалі при певній величині додатку навантаження, яке прийнято називати граничною. Протягом всього циклу пресування у будь-який момент часу збільшення тиску пресування викликає приріст пластичної деформації і зміну густини матеріалу (пресування).
Пресування, що одержало задану форму і розміри, володіє певною міцністю, яку можна пояснити таким чином [53, 70, 102].
1. Дією міжмолекулярного електростатичного зчеплення, що виникає в місцях контактів частинок формувальної суміші.
2. Взаємним переплетенням частинок і упровадженням виступів одних в западини інших, створюючим механічну міцність. На думку М.Ю. Балишина, міцність пресування, одержаного з сухих металокерамічних порошків, є переважно механічною. Електростатична міцність тут невелика. Обидва міцності пропорційні контактній поверхні частинок і, у свою чергу, тиску пресування.
3. Склеюючою дією тонких плівок води, здатною утворювати міцну структуру під впливом власних силових полів, тобто за рахунок зчеплення частинок суміші.
4. Натягненням мікро- і макрокапілярів, не повністю заповнених водою, що приводить до зближення твердих частинок між собою. За даними Д. Терцаги, капілярні сили можуть створювати вельми великий питомий тиск, наприклад, в глинах ці сили додають зв'язність грунтам [92].
Таким чином, в ущільнюваній формувальній суміші є умови для одночасної дії різних сил, що додають міцність пресуванню. Вплив кожної з приведених сил може мінятися в досить широких межах і залежить від великої кількості чинників.
Вивчення процесу стиснення матеріалу при пресуванні дає можливість пов'язати фізико-механічні і технологічні властивості порошкоподібних будівельних матеріалів з циклом пресування, конструкцією, кінематикою і режимом роботи пресів. При вивченні об'ємної деформації порошкоподібних матеріалів розглядаються наступні питання: розподіл тиску в об'ємі пресування; спресованість матеріалу; залежність густини від тиску пресування; вплив фізико-механічних і технологічних властивостей формувальної суміші і її компонентів на тиск пресування і міцність пресування, вплив тривалості пресування, вплив формувальної вогкості суміші і т.д.
Закономірності пресування
Кінетика процесу ущільнення матеріалу при пресуванні визначається умовами пластичної деформації пористого тіла, що стискається, механічні властивості якого залежать від фізико-механічних властивостей формувальної суміші.
Криві статичного пресування (стиснення) відображають сучасне представлення теорії пресування дисперсних (сипких, порошкоподібних і ін) матеріалів і дозволяють виявити фізичну сторону процесу (мал.6.8).
Як показник ефективності пресування приймається зміна міцності, густини, пружності і інших властивостей матеріалу (пресування) залежно від тиску пресування (мал.6.8), або зміна зусилля пресування (навантаження) від деформації матеріалу (зміни об'єму, товщина пресування, ходу прес-інструменту і т.п.) (мал.6.8, 6.9).
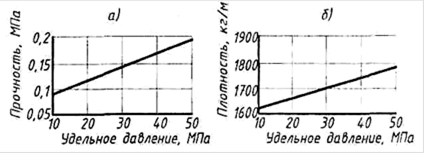
Рис.6.8. Залежність міцності (а) і густини (б) пресування від тиску пресування і вогкості суміші
По кривих пресування видно, що до утворення суцільної однорідної структури пресування з максимальним ущільненням маси (суміші) спочатку відбувається різке підвищення густини залежно від тиску, а потім незначне підвищення густини при різкому збільшенні тиску пресування.
Характер кривих пресування (мал.6.9) може бути різним і залежить від прессованості формувальних сумішей (мас). Під прессованістю (ущільнюваністю) розуміється здібність сипкого матеріалу до формування і ущільнення. На практиці залежно від прессованості сипкі формувальні матеріали умовно розділяються на важко-, середньо- і легкоущільнюючі матеріали.
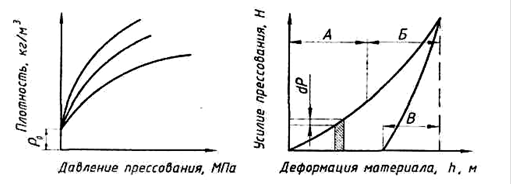
Мал.6.9. Криві (діаграми) пресування: а - важкоущільнюючих матеріалів; б - середньоущільнюючих матеріалів; в - легкоущільнюючих матеріалів.
До важкоущільнюючих матеріалів відносяться такі, які після тривалого попереднього ущільнення (без великої витрати енергії) перед максимальним ущільненням випробовують різке зростання навантаження (зусилля пресування). Спостерігається незначне підвищення густини при різкому збільшенні тиску пресування. Діаграма пресування легкоущільнюючих матеріалів має малу зону попереднього ущільнення. Навантаження поволі зростає протягом всього часу пресування. Більшість матеріалів (середньоущільнюючих) володіє великою пружною післядією.
В зоні А (мал.6.9, б), відповідної початку пресування, відбувається більш швидка зміна об'єму матеріалу за рахунок вільного переміщення і зсуву його частинок. При цьому з матеріалу віддаляється велика частина повітря і на ущільнення затрачується небагато енергії. Енергія витрачається, в основному, на подолання сил внутрішнього тертя частинок і зовнішнього тертя частинок об стінки прес-форми. Ущільнення матеріалу по висоті прес-форми відбувається нерівномірно. Найбільшому ущільненню піддається шар матеріалу, прилеглий до пресованого інструменту. Протяжність зони А залежить від багатьох чинників: фізико-механічних і технологічних властивостей матеріалу, ефективності засипки прес-форми, порожнистості виробу, тривалості додатку навантаження і ін.
В зоні Б ущільнення можливе лише при деформації частинок матеріалу, що вимагає великої витрати енергії. Частина енергії витрачається на подолання сил внутрішнього і зовнішнього тертя частинок, а інша - на пружно-пластичну деформацію матеріалу. В кінці процесу пресування при найбільшому тиску відбувається перехід пружної деформації в пластичну, унаслідок чого структура пресування зміцнюється і зберігається її форма. На вживаних в промисловості будівельних матеріалів пресах важко (майже не можна) здійснити так зване квазістатичне пресування (зони А і Б), оскільки потрібен відносно повільний додаток навантаження. В більшості випадків швидкість пресуючого органу дуже велика, тому в результаті невідповідності швидкості деформації і релаксації напруг в матеріалі на діаграмі пресування спостерігається ділянка (зона В), відповідна розширенню пресування після зняття навантаження. При підвищенні часу витримки пресування під тиском пружні деформації можуть переходити в залишкові.
В теорії пресування порошкоподібних матеріалів можна відзначити два основні підходи до вивчення процесу: перший характеризується введенням ряду допущень, які дозволяють вирішувати задачі експериментальним шляхом для певного виду формувального матеріалу (прес-порошку); другий грунтується на фізичному єстві процесу пресування з його математичним описом і є складним для інженерного вирішення [6, 44, 53, 70, 102]. Перший підхід з урахуванням використовування математичних методів планування експерименту і математичної статистики одержав найбільше вживання при вивченні процесу пресування порошкоподібних будівельних формувальних сумішей (мас, прес-порошків).
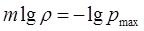
Для опису процесу пресування розроблено достатньо багато рівнянь. З численних рівнянь велике розповсюдження одержало рівняння М.Ю. Бальшина [6, 53]:
 (6.20)
(6.20)
де т - константа, що характеризує матеріал і умови пресування, визначається досвідченим шляхом; ρ - густина матеріалу; р - тиск пресування; ротах - тиск, відповідний максимальному ущільненню матеріалу, тобто отриманню пресування достатньої густини і міцності.
Рівняння, що зв'язує густину пресування і питомий тиск пресування, має вигляд
 (6.21)
(6.21)
де ρо - густина засипки (суміші в прес-формі); р - питомий тиск пресування; а , b - досвідчені коефіцієнти. Рівняння, що характеризує зміну тиску по висоті (товщині) пресування, запропоноване Л.П. Баландиным [102]
 (6.22)
(6.22)
де РH і Ро - тиск власне на відстані Н і у від пресуючого інструменту (пуансона, штампу, штемпеля і т.п.); е - підстава натуральних логарифмів; до - емпіричний коефіцієнт, визначуваний досвідченим шляхом; R - гідравлічний радіус перетину пресування; Н - висота засипки (наповнення) прес-форми.
Двосторонній додаток зовнішнього навантаження (мал.6.7, б) зменшує ступінь нерівномірності пресування по висоті, оскільки величина H зменшується значно (майже удвічі).
Залежність пористості П пресування від тиску пресування описується рівнянням А.С. Бережного
 (6.23)
(6.23)
де П - істинна пористість; р - питомий тиск пресування; а і b - досвідчені коефіцієнти.
Коефіцієнт ущільнення, що характеризує зміну об'єму матеріалу при пресуванні [44, 70, 75, 102]
 (6.24)
(6.24)
де Vc , Vпр - відповідно об'єми формувальної суміші і пресування;
Н, h - відповідно висота засипки прес-форм і пресування;
ρ пр і ρз - відповідно густина пресування і засипки прес-форм.
Для практики пресування будівельних формувальних сумішей можна рекомендувати наступні значення коефіцієнта Купл : 1,4-2,0 (для силікатної суміші); 1,30-1,70 (для керамічної суміші).
Коефіцієнт пружного розширення, що характеризує зміну об'єму пресування після зняття тиску, тобто випресовування з прес-форми
 (6.25)
(6.25)
де V'np , Vnp - відповідно, об'єми пресування після і до випресовування; h', h - відповідно, висота (товщина) пресування після і до випресовування; ρ'пр ρпр - густина пресування, відповідно, в ущільненому стані (в прес-формі) і після випресовування з прес-форми. По значеннях Купл і Купр судять про прессованості порошкоподібних формувальних мас (сумішей). Зусилля пресування
 (6.26)
(6.26)
де р - питомий тиск пресування; S - загальна площа пресування; SП - площа перетину прес-форми; Z - кількість прес-форм на позиції пресування; К3 - коефіцієнт запасу, К3 = 1, 20-1,25. Робота пресування
 (6.27)
(6.27)
Важливим параметром, що характеризує процес пресування в умовах усестороннього стиснення, є коефіцієнт бічного тиску, рівний відношенню бічного тиску до тиску пресування
 (6.28)
(6.28)
Величина ξ для різних формувальних матеріалів коливається в межах від 0 до 1. Для ньютонівських рідин він рівний одиниці, а для абсолютно твердого тіла - нулю. Для порошкоподібних формувальних будівельних сумішей коефіцієнт бічного тиску змінюється від 0,03 до 0,25 від тиску пресування.
Іноді при вивченні процесу пресування для обліку фізико-механічних властивостей формованих мас (сумішей) використовують уявний об'ємний модуль Ev [53]
 (6.29)
(6.29)
Де p - тиск пресування; ΔV - приріст об'єму; Vc - об’ем формувальної суміші (початковий об'єм).
По Ev можна знайти коефіцієнт стисливості, який рівний його зворотній величині.
В теорії і практиці пресування різних формувальних сумішей крім одноступінчатого пресування має місце і багатоступінчате пресування. Передбачається, що на першому ступені пресування висота засипки H зменшується значно при порівняно невеликому питомому тиску пресування. Вторинний додаток зовнішнього навантаження з паузою на пружну післядію після першого ступеня змінює висоту засипки значно менше при невеликому збільшенні питомого тиску і т.д. Отже, багатоступінчате пресування дає можливість одержати рівне осідання маси або густину пресування при дещо меншому питомому тиску за рахунок більш повного видалення повітря при пресуванні. Проте конструкція пресового устаткування при багатоступінчатому пресуванні стає складніше. Тому воно не знайшло широкого вживання в промисловості.
Приведені закономірності процесу пресування можуть бути використані на практиці при визначенні зміни об'єму формованих сировинних будівельних мас залежно від пресованого тиску, розрахунках і конструюванні пресового устаткування.
Параметри пресування
Вивченню залежності густини (міцності) пресування від тиску пресування присвячено багато робіт [6, 17, 44.55, 70, 75, 102].
При дослідженні зусиль пресування силікатної суміші (маси) В.И. Мидовским (ВНІїСтроммаш) використана залежність
 або
або 
де р - тиск пресування; а, b - досвідчені коефіцієнти, що характеризують властивості силікатної суміші; h - осідання суміші при пресуванні; е = 2,71.
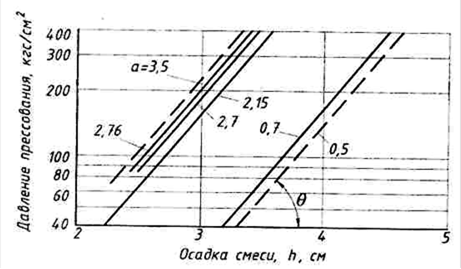
Мал.6.10. Залежність тиску пресування р від осідання суміші h при різних значеннях коефіцієнта а
На мал.6.10 в напівлогарифмічній системі координат представлена залежність тиску пресування р від осідання h силікатної суміші [5, 6].
Проведені дослідження показали, що коефіцієнт а (кг/см2) для різних мас має певне значення, яке залежить від фізичних властивостей пресованої суміші (маси) і характеризує той тиск пресування, яке необхідне прикласти до пресованої маси для отримання її заданого осідання.
Коефіцієнт b (1/см) встановлює зв'язок між осіданням h і фізико-механічними і технологічними властивостями пресованої маси. Для силікатних мас значення коефіцієнта а коливається від 0,5 до 3,5 кг/см2. Всі прямі на мал.6.10 мають однаковий кут нахилу θ, рівний 54°30'. Тому значення коефіцієнта b для силікатних мас може бути прийнято постійним і рівним 1,4 1/см. Подальша задача зводиться до визначення оптимальних значень коефіцієнта а для відповідної пресованої маси і параметрів пресуючого механізму (преса).
При формуванні, наприклад, силікатної суміші середня густина пресування (цеглини-сирцю) є непрямим показником ущільнення (мал.6.11).
Мал.6.11. Залежність коефіцієнта ущільнення Купл від крупної і вогкості силікатної суміші (Wсм).
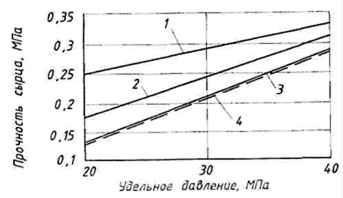
Дослідження, проведені у ВНІIСтроймат [102], показали, що міцність сирцю при стисненні підвищується значно повільніше, ніж тиск пресування (мал.6.12). При p2/p1 = 2,25-5,0 відношення міцності сирцю R2/R1 = 1,50-2,0.
В табл.6.1 приведені параметри пресування силікатних формувальних сумішей при виробництві силікатної цеглини і каменя.
З табл.6.1 видно, що при майже однаковому питомому тиску пресування значні відмінності є в тривалості і характері додатку навантаження.
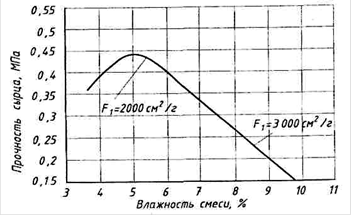
Мал.6.12. Залежність міцності цеглини - сирцю від питомого тиску пресування, вогкості суміші і часу пресування:

Таблиця 6.1.
Основні параметри пресування силікатних формувальних сумішей
| Модель, індекс преса | Параметри пресування | |||||
| Площа формування, дм | Вид пресування | Питомий тиск, МПа | Зусилля, МН | Час циклу, з | Час стиснення, с | |
| СМ-816 CMC 152 | 6/6 | 25/30 | 1,5-1,8 | 2,34/2,8 | 0,8/0,9 | |
| "Дорстенер 104/203" | 10,2/12,6 | Одностороннє | 58,5/47,5 | 6 | 3,85 | 1,92 |
| "Ротомат" | 10,2/11,8 | 34,5/30 | 3,5 | 3,6-4 | 1,4-1,6 | |
| Р-550 | 13/15 | Одно- двостороннє | 35/45 | 5,5 | 6-9 | 2,2-3,4 |
| СМ-1085 | 14,8/15 | Двостороннє | 42,5/42 | 6,3 | 6,7/7,1 | 1,65/1,75 |
| S-S500 | 18,5/16,2 | 35/40 | 5 | 7,2 | 3,2 | |
| "Круппінтертехник" | 26/30 | Одностороннє | 23/20 | 6 | 20 | 6-9 |
Дослідження, проведені у ВНІїстромі, показали, що тривалість пресування силікатної формувальної суміші не перевищує 6 с (мал.6.13).
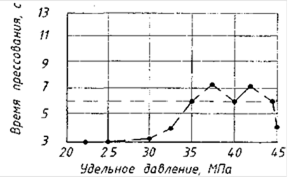
Мал.6.13. Залежність тривалості пресування від питомого тиску
На мал.6.14 приведені діаграми (циклограми) пресування силікатних формувальних сумішей на вітчизняних і зарубіжних пресах.
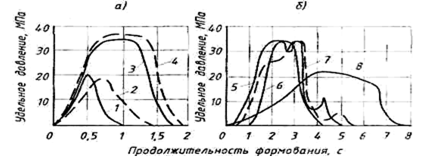
Мал.6.14. Діаграма (циклограма) пресування силікатних формувальних сумішей: а - на револьверних пресах; б - на пресах з рухомим і нерухомим столом; 1,2 - СМС-152; 3 - "Ротомат"; 4 - "Дорстенер"; 5 - "Атлас"; 6 - СМ-1085; 7 - S-S500; 8 - "Крупп-Інтертехник".
З мал.6.14 видно, що в сучасних пресах передбачається витримка при пресуванні під найбільшим тиском від 0,5 с до декількох секунд. Час власне стиснення суміші коливається від 0,8 до 6 с. Це дозволяє, як зазначено вище, пресувати більш сухі суміші (вогкістю 4-5%), сприяє ефективному ущільненню, релаксації напруг, залученню меншої кількості повітря і забезпечує високу якість виробів.
Зв'язок основних параметрів пресування формувальної суміші з конструктивними параметрами пресового устаткування можна виразити у вигляді залежності [55, 56]
 (6.32)
(6.32)
де N - потужність електродвигуна преса; п - частота обертання електродвигуна; i - загальне передавальне відношення; η - КПД приводу; iР , r - розміри ланок пресуючого механізму преса; φ, β - кути ланок механізму преса.
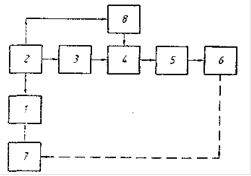
Мал.6.15. Блок-схема контролю зусилля пресування: 1 - прес; 2 - електродвигун механізму пресування; 3 - трансформатор струму; 4 - перетворювач потужності; 5 - підсилювач сигналів; 6-осцилограф; 7 - пульт управління; 8 - тарировочний блок.
В даний час для контролю і управління зусиллям пресування розроблено декілька схем, заснованих на вимірюванні значень зусиль і миттєвої споживаної потужності. Наприклад, для механічних пресів з поворотним стовпом при пресуванні силікатних формувальних сумішей розроблена блок-схема, приведена на мал.6.15.
Сигнал, пропорційний потужності, поступає на вхід підсилювача 5 і осцилограф 6, шкала якого проградуйована в одиницях вимірювання зусилля (тиск) пресування. При перевищенні допустимого значення зусилля пресування, відзначеного на шкалі осцилографа, подається сигнал на зменшення висоти (глибини) засипки прес-форм і навпаки.
Випресовування
При виробництві стінних і інших матеріалів і виробів (цеглини, каменя, блоків, плит, плиток і ін) способом напівсухого пресування важливу роль в загальному циклі пресування грає процес випресовування (випресовки, виштовхування) з прес-форми напівфабрикату (виробу-сирцю). Випресовування (випресовка) - видалення пресування (напівфабрикату) з прес-форми після пресування формувальної суміші (прес-пороша) і зняття тиску. Пристрої для випресовування називаються механізмами або механізмами випресовки, що випресовують або виштовхуючими (виштовхування).
Для витягання з прес-форм спресованих напівфабрикатів (пресувань) вимагається докласти з боку механізму випресовки (виштовхування) зусилля, яке залежить від великої кількості чинників: фізико-механічних і технологічних властивостей формувальної суміші (прес-пороша); способу і величини тиску пресування; характеристики пресування; напрями і закономірності випресовки; форми, розмірів і порожнистості пресування; конструкції, жорсткості і якості прес-форм; коефіцієнта тертя між пресуванням і стінками прес-форми і ін. (мал.6.16).
Велику роль в теорії і практиці процесу випресовування (виштовхування) зіграли роботи учених: П.П. Боландіна, М.Ю. Бальшина, В.Г. Філімонова, Г.М. Ждановіча, Р.Я. Попільського.А.С. Ільіна.
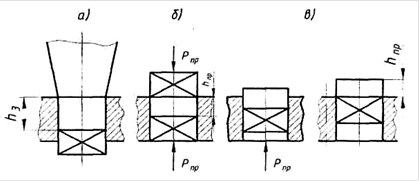
Рис.6.16. Випресовування з прес-форми виробу-напівфабрикату: а - засипка прес-форми; б - пресування формувальної суміші; в - випресовування пресування
Р.Я. Попильский і Ф.В. Кондрашов рахують одну з причин розшарування пресування при випресовуванні її з прес-форми тиск запресованого в ній повітря (табл.6.2).
Після зняття зовнішнього навантаження пресування під впливом запресованого повітря прагне розширитися, чому перешкоджають стінки прес-форми. В процесі випресовування частина пресування, що вийшла з прес-форми, має нагоду розширитися, а частина, що залишилася, - ні. Тому при затримці виштовхування і великому тиску запресованого повітря виникають оперізувальні пресування горизонтальні сили, що приводять до утворення тріщин (розшарування). Таке явище спостерігається при неоптимальному зерновому складі суміші і підвищеному вмісті в ній тонкодисперсних частинок. Іншою причиною, зухвалого тріщиноутворення, є тертя пресування об стінки прес-форми і бічний тиск. Коефіцієнт зовнішнього тертя при випресовці є постійною величиною для конкретних умов пресування, а бічне зусилля змінюється по напряму пресування. Ближній до пресуючого штампу шар пресування, як самий ущільнений, якнайбільше перешкоджає випресовуванню через більше тертя об стінки прес-форми.
Таблиця 6.2.
Коефіцієнт запресовки повітря при пресуванні вогнетривких (багатошамотних) порошків
| Додаток тиску пресування | Питоме тиск, МПа | Вогкість прес-пороша % | Коефіцієнт запресовки повітря | Тиск повітря, МПа | Відносний об'єм повітряних пір |
| Гідравлічне | 40 | 4,1 5,5 7 | 0,375 0,348 0,327 | 0,35 0,87 1,5 | 0,101 0,052 0,024 |
| Механічне | 40 | 4,1 5,5 7 | 0,42 0,365 0,354 | 0,35 0,9 1,7 | 0,111 0,052 0,024 |
Тиск, створюваний при випресовуванні, деформує пресування. Наступає такий момент, коли сили, що згинають нижній, прилеглий до штампу шар пресування, перевищують зчеплення з наступним шаром і утворюється тріщина (розшарування).
Для ліквідації розшарування пресування при випресовуванні з прес-форми може служити швидке зняття бічного тиску (розпору). Це може досягатися розширенням прес-форми у напрямі виштовхування пресування на 0,2-0,5%. Зусилля виштовхування значно зменшується при вживанні конічних прес-форм, тобто з ухилом стінок у бік випресовування 0,5%.
Зусилля виштовхування, розраховане по запропонованих формулах, для умов пресування будівельної формувальної суміші, наприклад, силікатної маси, виявилося вельми різним і коливалося від 4-х до 25% від зусилля пресування.
Зусилля виштовхування орієнтовно можна розрахувати по формулі
 (6.33)
(6.33)
де К - дослідний коефіцієнт, К = 0,03 - 0,15; РПР - зусилля пресування, або по формулі Н.П. Шанина і М.И. Дубинера
 (6.34)
(6.34)
де λ - коефіцієнт зниження бічного тиску (пружний результат),  , ξ - коефіцієнт бічного тиску; Р - тиск пресування, f - коефіцієнт тертя пресування об стінки прес-форми; S - площа бічної поверхні пресування; Рбост - залишковий бічний тиск після зняття зусилля пресування; Рб - бічний тиск.
, ξ - коефіцієнт бічного тиску; Р - тиск пресування, f - коефіцієнт тертя пресування об стінки прес-форми; S - площа бічної поверхні пресування; Рбост - залишковий бічний тиск після зняття зусилля пресування; Рб - бічний тиск.
Коефіцієнт λ визначається при сумісному розгляді деформацій прес-форми і пресування як при додатку навантаження, так і після її зняття.
Подальший розвиток теорії і практики процесу випресовки і виштовхуючих механізмів одержав в роботах А.С. Ільіна, В.Г. Струкова і В.К. Мартинова [24, 52, 93].
Для вивчення процесу випресовування і визначення оптимальних значень параметрів механізмів виштовхування з прес-форми пресування розроблена і виготовлена лабораторна установка (Рис.6.17). В комплект установки входять переносна знімна прес-форма, виштовхуючий механізм, гідравлічний прес, привід і контрольно-вимірювальна і реєструюча апаратура. Установка дозволяє пресувати і виштовхувати з прес-форми виріб з розмірами, зменшеними в порівнянні з натурними зразками в 2,5 рази. Механізм виштовхування виконаний важелем по аналогії з механізмами пресів напівсухого пресування. Знімні прес-форми дозволяють пресувати вироби різної конфігурації за площею: прямокутні, квадратні, круглі і ін., а також повнотілі і порожнисті.
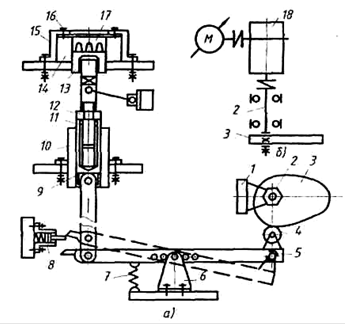
Мал.6.17. Установка для вивчення процесу випресовки (виштовхування): а - схема установки; б - кінематична схема приводу; 1 - рама; 2 - приводний вал; 3 - кулачок; 4 - ролик; 5 - виштовхуючий важіль; 6 - опора; 7 - пружина; 8 - фіксатор; 9 - поршень; 10 - циліндр; 11 - ходовий гвинт; 12 - контргайка; 13 - штамп; 14 - прес-форма; 15 - скоба; 16 - гвинт; 17 - пресування (нап
Випробування показали, що зусилля випресовування росте із збільшенням питомого тиску пресування. Залежність має лінійний характер. Кут нахилу досвідченої прямої до осі абсцис складає 35°. Відношення зусилля випресовки до зусилля пресування, навпаки, із зростанням питомого тиску пресування зменшується. Зменшення або збільшення швидкості виштовхування (випресовки) в порівнянні із значеннями, прийнятими для сучасних пресів напівсухого пресування, не приводить до зміни виштовхуючого зусилля.
Зусилля випресовки збільшується із зростанням густини засипки прес-форм формувальною сумішшю. При зміні відносної густини засипки з 0,96 до 1,05 зусилля випресовки зростає майже на 55%. Зміна порожнистості, тобто кількості пусток у виробі з 3-х до 21 майже не позначається на зміні зусилля випресовування. Встановлено, що при односторонньому пресуванні і додатку зусилля пресування від низу до верху зусилля випресовки має меншу величину, ніж при двосторонньому пресуванні. Частота обертання кулачка механізму випресовки майже не впливає на зусилля виштовхування в діапазоні прийнятих на практиці швидкостей. Перетин пресування істотно впливає на зусилля випресовування. Зміна закону переміщення виштовхуючого штампу не робить впливу на зусилля випресовки. Вогкість і модуль крупної формувальної суміші помітно впливають на зусилля випресовування. Наприклад, зміна вогкості силікатної формувальної суміші на 1% від прийнятого значення приводить до зміни зусилля випресовки в середньому на 25%.
Екструзійне формування
Екструзійне (пластичне) формування здійснюється шнековими пресами відомих конструкцій. Шнекові преси є основними машинами технологічних ліній по виробництву глиняної цеглини. Вогкість формованої маси більш 17...18%. Вітчизняна промисловість випускає шнекові преси з однією-двома частотами обертання шнекового валу.
Фактична частота обертання шнекового валу преса для конкретних глиномасс, забезпечуюча продуктивність при допустимій величині тиску в головці преса, часто значно відрізняється від встановленої заводом-виготівником. Для глиномасс з жорсткими властивостями реологій існує оптимальна частота обертання шнекового вала, в порівнянні з якою збільшення або зменшення частоти обертання шнека приводить до зменшення продуктивності. При формуванні матеріалу в шнековому пресі мають місце наступні основні потоки матеріалу.
Прямий потік, викликаний штовхаючою здатністю фронтальної поверхні лопаті шнека.
2. Зворотний потік, викликаний тиском в головці преса за випорною лопаттю шнека і рухом поверхні лопатей шнека у зворотному напрямі. Зворотного потоку у прямому розумінні слова не існує. Він виявляється в стримуючому впливі на прямий потік.
3. Потік витоку, викликаний перепадом тиску по обидві сторони від лопаті шнека в кільцевому каналі по периметру лопаті.
Прямий потік може бути визначений в загальному випадку з урахуванням того, що за один оборот шнека в головку преса поступить об'єм матеріалу, що знаходиться між випорною лопаттю і лопаттю, наступною за нею на відстані, рівному кроку t:
 (6.35)
(6.35)
Зворотний потік можна визначити, якщо взнати пропускну спроможність крізного каналу шнека. Якщо допустити, що в канал, що знаходиться за випорною лопаттю, з головки під дією тиску поступає глиномасса і зворотному руху глиномасси сприяє також рух стінок каналу - лопатей шнека в тому ж напрямі, що і дія тиску, то задачу визначення зворотного потоку можна звести до рішення простої задачі перебігу маси, захоплюваної паралельними стінками, що рухаються, під дією тиску на вході в канал. Рішення цієї задачі дозволяє знайти витрату матеріалу через канал по формулі:
 (6.36)
(6.36)
де п - частота обертання шнека; L - глибина шнека; 2h - відстань між двома лопатями шнека; ψ - індекс перебігу глиномасси; q - зворотна величина індексу течії; μ1 - коефіцієнт, що характеризує поведінку реології глиномасси; S - довжина гвинтового каналу шнека від випорною лопаті до зони завантаження преса; k δ - коефіцієнт бічного тиску; k δ = 0,4...0,7; β - кут, під яким глиномасса входить в головку преса, утворений віссю каналу шнека і площиною поперечного перетину циліндра шнека; Рпл - тиск, затрачуваний на подолання пластичного перебігу глиномасси в головці і формуючих насадках преса.
Потік витоку можна визначити, вирішивши задачу руху глиномасси в кільцевому каналі, утворюваному кромкою лопаті шнека і поверхнею циліндра:
 (6.37)
(6.37)
де Рупр - тиск, затрачуваний на подолання пружних властивостей глиномасси при вході її в головку і формуючий насадок преса Рупр= (0,5...2) Рпл; δ - зазор між кромкою лопаті шнека і сорочкою циліндра.
Перший доданок правої частини рівняння відображає витрату глиномасси в результаті руху внутрішнього глиняного циліндра, захоплюваного шнеком у напрямку до головки преса.
Другий доданок правої частини відображає витрату матеріалу під дією тиску за випорною лопаттю шнека у зворотному напрямі.
Якщо абсолютна величина другого доданку перевищить абсолютну величину першого, то це може означати, що з'явився потік витоку - рухи матеріалу в кільцевому зазорі по напряму від головки преса до завантажувальної зони.
Таким чином, в загальному випадку продуктивність шнекового преса можна визначити по формулі:
 (6.38)
(6.38)
Підставивши значення параметрів  заздалегідь спроектувавши на горизонтальну вісь шнека швидкості потоків глиномасси в каналах шнека, одержимо рівняння для розрахунку продуктивності нагнітача преса - шнекового валу.
заздалегідь спроектувавши на горизонтальну вісь шнека швидкості потоків глиномасси в каналах шнека, одержимо рівняння для розрахунку продуктивності нагнітача преса - шнекового валу.
Картина руху глиномасси в головці і мундштуку достатньо складна і має свої особливості.
Випорна лопать шнека створює на вході в головку різні швидкості руху глини: максимальну - біля стінок головки і мінімальну - у її осі. У міру просування глини до мундштука картина течії міняється на зворотну. Швидкість стає максимальною на осі і мінімальної біля стінок. Профіль швидкостей частинок в поперечному перетині головки стає параболічним, а загальна картина руху глини подібна картині перебігу в'язких рідин.
Розрахунок характеристик формуючих елементів преса ведуть в такій послідовності:
формуючі елементи преса розбиваються на ділянки так, щоб одержати канали простої геометричної форми (конус, циліндр і т.п.);
задаються значення продуктивності шнекового преса;
для кожної ділянки визначаються градієнти швидкості;
для цих ділянок знаходяться значення ефективної в'язкості по кривій реології перебігу глини;
визначається падіння тиску на кожній ділянці;
підсумовується загальне падіння тиску в каналі складної конфігурації з втрат тиску на окремих ділянках;
будується графік залежності Q = f ( P ), визначаючий характеристику формуючого елемента преса.
Розділ 4. Грануляція
Загальні відомості
Грануляція - одна з обширних груп агломераційних процесів, включаюча такі з них, при яких з порошкоподібних матеріалів унаслідок добавки рідкої зв'язки в процесі обертального руху суміші утворюються гранули.
Іншими словами, грануляція - це агломерація порошків шляхом обливання. В ПСМ грануляцію знайшло вживання при підготовці скляних і портландцементних сировинних шихт, виробництві легких заповнювачів, переробці фосфогіпсу і ін.
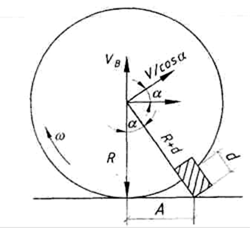
Мал.10.1. Схема перекочування гранули через дрібне зерно матеріалу.
Порівняно малоенергоємний спосіб обливання забезпечує передачу на порошок значних зусиль. У момент перекочування гранули радіусом R (мал.10.1) через дрібне зерно п виникає поштовх, направлений до центру гранули. Якщо прийняти швидкість поступального руху гранули Якщо прийняти швидкість поступального руху гранули  , кутову швидкість ω, то відповідно до мал.10.1, а = t = k ω t = Rtga.
, кутову швидкість ω, то відповідно до мал.10.1, а = t = k ω t = Rtga.
Початкова швидкість перекочування пер, виникаюча при зустрічі із зерном, рівна
 (10.1)
(10.1)
Вертикальна компоненту цієї швидкості  , а вертикальна складова прискорення
, а вертикальна складова прискорення
 (10.2)
(10.2)
Нормальна до поверхні гранули складова прискорення буде рівна:
 (10.3)
(10.3)
Якщо замінити ав його виразом з (10.2), а cos а згодне (мал.10.1) його значенням, рівним R/ (R+d), то
 (10.4)
(10.4)
або, позначивши d=R/b, одержимо
 (10.5)
(10.5)
Зусилля поштовху в напрямі, перпендикулярному поверхні гранули, рівне:
 (10.6)
(10.6)
де т - маса гранули, рівна  звідси
звідси
 (10.7)
(10.7)
Зусилля, передаване гранулою, що перекочується, на одиничне зерно, може досягати десятків МПа. Правда, для досягнення такого тиску необхідно, щоб гранула при русі спиралася завжди тільки на одну частинку, а поверхня гранулятора була з нееластичного матеріалу. Насправді гранула спирається на більше число частинок і водна плівка на поверхні сприяє більш рівномірному розподілу тиску. Проте, навантаження, сприймані тонкодисперсными частинками в промислових грануляторах, достатньо високі. На поверхні гранули, що перекочується, виникає не тільки поштовх, але і зризувальне зусилля. Частина нерівностей не витримує цих напруг і руйнується, а міцно прилиплі зерна вдавлюються всередину. Це забезпечує придбання гранулами кулястої форми. Ущільнення агломерату при обливанні можливе лише, якщо він достатньо пластичний. Необхідну пластичність йому додає наявність технологічної зв'язки, як правило, води, з другого боку, під дією сил поверхневого натягнення води розвивається великий капілярний тиск в порах гранули, направлений від її поверхні до центру. Чим вище дисперсність матеріалу і чим тонше капіляри, тим більше капілярний тиск. В поєднанні з компресійними навантаженнями при обливанні капілярний тиск грає значну роль в зміцненні гранул.
Як правило, тривалість насичення гранул вологою значно більше, ніж час, необхідний для обливання. Тому для отримання гранул необхідного розміру матеріал бажано зволожувати поступово з урахуванням кінетики вологопоглинання. Швидкість розповсюдження вологи в тонкодисперсному матеріалі знижується у міру підвищення тонкості помелу. При агломерації обливанням швидкість розповсюдження рідкої фази є лімітуючою стадією процесу, а рівномірність її розподілу визначає якість агломератів.
Більшість дослідників вважає, що гранульованість порошків визначається їх пластичністю. Гранулюємось порошків, що переробляються в ПСМ, можна в широких межах регулювати, або виключаючи з складу шихт непластичні компоненти, або вводячи пластичні добавки.
Особливо складний характер носить вплив на процес агломерації температури. Є зведення, що подача на грануляцію гарячих порошків гальмує процес. Це пояснюють зниженням поверхневого натягнення води. В той же час нагрів матеріалів непластичних, гранульованих, як правило, з добавкою електролітів забезпечує їх пластификацию.
Розділ 1. Змішування компонентів будівельних сумішей
Змішування (перемішування) - це технологічний процес утворення однорідних систем шляхом приведення в тісне зіткнення твердих і в'язко-пластичних тіл, рідин, газів або їх поєднань.
Змішування твердих тіл, в'язко-пластичних, рідких і інших середовищ здійснюється механічним, гідравлічним, пневматичним, комбінованим і іншими способами.
Машини, вживані для змішування компонентів будівельних сумішей, називаються змішувачами (міксерами) і рідше мішалками.
Дата: 2019-05-29, просмотров: 362.