005 Карусельно-фрезерная
Штучно-калькуляционное время
Тшт-к = Тшт + Тn-3 / n, мин [13]
Тшт – штучное время на операцию
Тn-3 – подготовительно – заключительное время на операцию
n = 39 деталей (размер партии деталей)
Тшт = Тц * Кобсл, [13]
Тц – время цикла, Тц = 5,55 мин
Кобсл – коэффициент, учитывающий время обслуживания рабочего места; Кобсл = 1,04 мин.
Тшт = 5,55 * 1,04 =5,772 мин
Тn-3 = 12 + 13 = 25 [13]
Тшт-к = Тшт + Тn-3 / n = 5,772 + 25 / 39 = 6,42 мин
010 Токарная
Машинное время на операцию
Тм = Тм1 + Тм2 + Тм3 + Тм4 + Тм5 = 1,0 + 2,14 + 0,17 + 0,45 + 0,45 = 4,21 мин
Вспомогательное время на операцию
Тв = Тву + Твп + Тви = 0,82 + 1,03 + 0,23 = 2,08 мин
Тву – вспомогательное время на установление, крепление, съём детали;
Тву = 0,82
Твп – вспомогательное время на выполнение технологических переходов
Твп = 0,11 + 0,04 + 0,16 + 0,36 + 0,36 = 1,03 мин
Тви – время измерения
Тви = 0,13 + 0,1 = 0,23 мин [13]
Кобсл = 1,06 [13]
Штучное время Тшт = (Тм + Тв) * Кобсл = (4,21+2,08) * 1,06 = 6,7 мин
015 Сверлильная
Машинное время Тм = 0,21 мин; Кобсл = 1,075 [ ]
Вспомогательное время
Тв = Тву + Твп + Тви = 0,11 + 0,1 + 0,07 = 0,28 мин
Тву = 0,11 мин; Твп = 0,1 мин; Тви = 0,07 мин
Штучное время Тшт = (Тм + Тв) * Кщбсл = (0,21+0,28)*1,075 = 0,53 мин
Подготовительно-заключительное время:
Тn-3 = 3 + 6 = 8 [13]
Штучно - калькуляционное время:
Тшт-к = Тшт + Тn-3 / n = 0,53 + 8 / 39 = 0,74 мин
017 Сверлильная
Машинное время на операцию
Тм = Тм1 + Тм2 + Тм3 + Тм4 + Тм5 = 0,06 + 0,28 + 0,15 + 0,03 = 0,52 мин
Вспомогательное время на операцию:
Тву = 0,45 мин [13]
Твп = 0,03 + 0,1 * 16 + 0,6 * 4= 4,12 мин [12]
Тви = 0,39 мин [12]
Тв = Тву + Твп + Тви = 0,45 + 4,12 + 0,39 = 4,96 мин
Кобсл = 1,08 [13]
Штучное время
Тшт = (Тм + Тв) * Кобсл = (0,52 +4,96) * 1,08 = 5,92 мин
Подготовительно-заключительное время:
Тn-3 = 12 * 0,25 * 4,0 + 0,8* 4 * 9 = 25,2
Штучно - калькуляционное время:
Тшт-к = Тшт + Тn-3 / n = 5,92 + 25,2 / 39 = 6,57 мин
020 Копировально-фрезерная
Машинное время Тм = 7,9 мин
Вспомогательное время:
Тв = Тву + Твп + Тви = 0,31 + 1,3 + 0,08 + 0,6 = 2,29 мин
Тву = 0,15 + 0,16 = 0,31 мин [13]
Твп = 0,65 *2 + 0,04 * 2 = 1,38 мин [13]
Тви = 0,3*2 = 0,6 мин [13]
Подготовительно- заключительное время
Тn-3 = 12 + 13 + 7 + 2 = 39 мин [13]
Штучно - калькуляционное время:
Тшт-к = Тшт + Тn-3 / n = (Тм + Тв) * Кобсл + Тn-3 / n = (7,9 + 2,29) * 1,06 + 39 / 39 = 11,8 мин
4.5. Расчёт специального калибра-пробки для контроля отверстия Æ60Н7 +0,030
Устанавливаем предельные размеры контролируемого отверстия
Dmax = D + ES = 60 + 0,030 = 60,030 мм
Dmin = D + EI = 60,0 мм
Устанавливаем допуски и отклонение калибров по СТ СЭВ 157-75 [2]
Z = 4 мкм, у = 3мкм; Н = 5 мкм [2]
Проходная сторона новая
Р-Пр = Dmin + Z + 0,5 Н = 60 + 0,004 + 0,0025 = 60,0065 -0,005 мм
Проходная сторона изношенная
Р-Пр изн = Dmin - у = 60,0 - 0,003 = 59,997 мм
Непроходная сторона калибра – пробки
Р-НЕ = Dmax + 0,5Н = 60,030 + 0,0025 = 60,03325 – 0,005 мм
Расчёт специального несущего инструмента концевой фрезы для 020 операции по [6] выбираем диаметр фрезы:
Фреза концевая DÆp = ZS + 0,1 мм
Число зубьев фрезы 
m – коэффициент, зависящий от типа фрезы
m = 1,2 для концевой фрезы [6]
 принимаем по конструктивным соображениям Z=4,
принимаем по конструктивным соображениям Z=4,
Длина фрезы
L = Lp + en +exв, где
Lp – длина режущей части фрезы,
Lp = 45 мм
en – длина переходной части, en = 19 мм
exв,- длина хвостовика, exв = 86 мм
Материал фрезы – быстрорежущая сталь
Р6М5К5 ГОСТ 19265-73 с термообработкой НRC 60…64
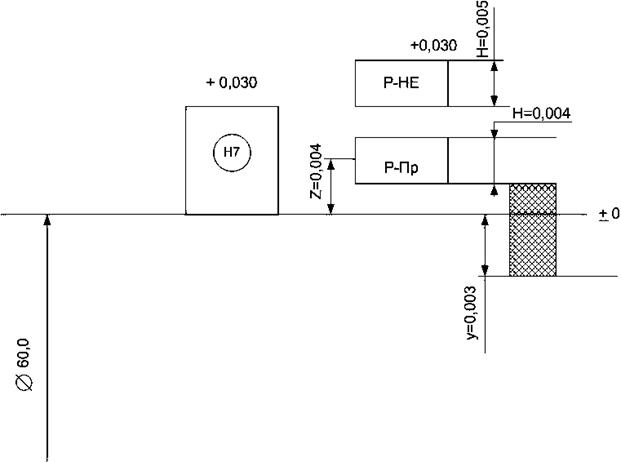
Рис. 4.3. Схема полей допусков пробки Æ 60Н7
Главная составляющая силы резания
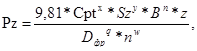 и [6]
и [6]
Ср – 68,2; x=0,86; у = 0,72; n = 1; q = 0,86; w = 0; [6]
t = 1,0 мм; Sz = 0,04 мм/зуб; В = 68 мм; n = 400 мин-1; Z=4;

Суммарный момент, действующий на фрезу

Допускаемые напряжения на изгиб хвостовика
би.д. = 250 МПа [6]

Следовательно принятый диаметр хвостовика d = мм обеспечивает безопасность работы.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Введение
Целью экономической части дипломного проекта является расчет основных параметров прерывно-поточной линии по выпуску детали «Кулачок» с целью наилучшей организации его работы; расчет себестоимости изготовления детали по статьям калькуляции; определение технико-экономических показателей, характеризующих эффективность прерывно-поточной линии.
Себестоимость продукции рассчитывается на основе данных предыдущих разделов дипломного проекта. Цены на оборудование, сырье и материалы, электроэнергию и др. берутся на предприятии, на котором проходилась преддипломная практика.
Расчет параметров потока
Расчет параметров прерывно- поточной линии для детали «Кулачок» сводится к определению количества рабочих, величины такта и допустимых отклонений времени операций от такта. Прерывный поток применяется при механической обработке деталей (заготовок), когда имеет место недогрузка оборудования из-за несинхронности процесса. Прямоточные линии экономически оправдывают себя, если достигнута синхронизация части операций, включенных в технологическую цепочку линии; возможна комбинированная загрузка рабочих, работающих на недогруженном оборудовании, путем закрепления за ними двух- трех операций.
Заказ на деталь «Кулачок» будет выполняться 20 дней при работе рабочих в одну смену. После этого рабочие будут переключены на работу над другими заказами по изготовлению типовых деталей.
Определим такт запуска по формуле:
 мин/деталь
мин/деталь
|

где  - продолжительность рабочей смены, = 480 минут;
- продолжительность рабочей смены, = 480 минут;

 - выпуск продукции в смену в натуральных единицах, определяемый по формуле:
- выпуск продукции в смену в натуральных единицах, определяемый по формуле:
 деталей;
деталей;
|
где  - программа выпуска продукции в натуральных единицах, = 1000 деталей.
- программа выпуска продукции в натуральных единицах, = 1000 деталей.
 - фонд рабочего времени рабочих потока, выполняющих данный заказ, =20 дней.
- фонд рабочего времени рабочих потока, выполняющих данный заказ, =20 дней.
 - число смен в сутки, =1.
- число смен в сутки, =1.
Далее определим число рабочих мест (оборудования) на каждой операции технологического процесса изготовления детали:

|
где  - количество расчетных рабочих мест на i-ой операции процесса;
- количество расчетных рабочих мест на i-ой операции процесса;
 - время выполнения каждой операции процесса, мин.;
- время выполнения каждой операции процесса, мин.;
Тогда, расчетное количество рабочих мест на операциях потока:
005 карусельно-фрезерная 
010 токарная 
015 сверлильная 
020 копировально-фрезерная 
Рассчитаем коэффициент загрузки  по следующей формуле:
по следующей формуле:
|
где  - принятое количество рабочих мест на i-ой операции.
- принятое количество рабочих мест на i-ой операции.
Загруженность рабочего на каждой операции потока в минутах  определяется по формуле:
определяется по формуле:
 .
.
|
Расчеты по определению расчетного и принятого количества рабочих мест и загруженности рабочих представлены в таблице 5.1.
Таблица 5.1.
Определение расчетного и принятого количества рабочих мест и загруженности рабочих
| № опер. | 
|
|
|
| 
| Поряд. номер рабоч. места | Загруж. Рабоч., % | Загруж. Рабоч., мин. | № раб. места |
| 005 | 5,55 | 277,5 | 0,578 | 1 | 0,578 | 1 | 57,8 | 277,5 | 1 |
| 010 | 6,29 | 314,5 | 0,655 | 1 | 0,655 | 2 | 65,5 | 314,5 | 2 |
| 015 | 5,47 | 273,5 | 0,622 | 1 | 0,622 | 3 | 62,2 | 273,5 | 3 |
| 020 | 10,19 9,6 | 509,5 480 | 1,0 1 | 1 1 | 1,06 1 | 4 | 100 | 480 | 4 |
На операции 020 коэффициент загрузки близок к единице (допускается отклонение  ), поэтому производим согласование
), поэтому производим согласование  с
с  , то есть, принимаем равным = 9,6 мин.
, то есть, принимаем равным = 9,6 мин.
Таким образом, принимаем на потоке 4 рабочих.
Построим стандарт-план работы потока в таблице 5.2.
Таблица 5. 2 Стандарт-план работы потока
| № опер. | 60 | 120 | 180 | 240 | 300 | 360 | 420 | 480 |
| 005 | ||||||||
| 010 | ||||||||
| 015 | ||||||||
| 020 |
Оптимальным по мощности будет считаться поток, при котором достигаются наилучшие следующие технико-экономические показатели:
1) коэффициент использования рабочего времени:
|
2) производительность труда рабочего:
 детали в час;
детали в час;
|
где  - фонд времени работы одного рабочего, выполняющего заказ,
- фонд времени работы одного рабочего, выполняющего заказ,  часов.
часов.
3) съем продукции с одного погонного метра поточной линии:
 дет./метр;
дет./метр;
|
Где L- длина поточной линии, метры.

где  - шаг рабочего места (берется из таблицы 3.3).
- шаг рабочего места (берется из таблицы 3.3).
4) коэффициент использования оборудования:
где  - соответственно расчетные и принятые затраты времени на выполнение механизированных операций, часы.
- соответственно расчетные и принятые затраты времени на выполнение механизированных операций, часы.
 мин;
мин;
|
где М- количество машин, М=5.
5) стоимость оборудования, приходящаяся на одно изделие:
 руб./изд.
руб./изд.
|
где  - цена единицы оборудования.
- цена единицы оборудования.
Цены и параметры оборудования представлены в таблице 5.3.
Таблица 5.3. Цены и параметры оборудования
| № операции и марка станка | Цена едини-цы оборудова-ния, рубли | Мощность электро-двигателя, кВт | Длина станка, метры | Ширина станка, метры | Проходы по длине, метры | Проходы по ширине, метры | Количество единиц |
| 005карусельно-фрезерный 621 М | 330000 | 10 | 3,16 | 1,48 | 2 | 1 | 1 |
| 010 токарно-револьверный | 315000 | 4,5 | 3,0 | 1,16 | 2 | 1 | 1 |
| 015 сверлильный 2Г175 | 230000 | 11 | 1,42 | 1,92 | 2 | 1 | 1 |
| 020 копировально-фрезерный 6М13К | 360000 | 7,5 | 2,7 | 2,17 | 2 | 1 | 1 |
Оперативное время рассчитывается по формуле:
 ,
,
|
где  - сумма основного времени m- переходов, минуты;
- сумма основного времени m- переходов, минуты;
 - сумма вспомогательного времени m- переходов, минуты.
- сумма вспомогательного времени m- переходов, минуты.
Тогда, оперативное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
020 копировально-фрезерная  мин.
мин.
Штучное время определяется по формуле:
|
где а- процент перерывов на техническое и организационное обслуживание рабочего места, на отдых и личные надобности рабочего.
Тогда, штучное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
005 копировально-фрезерная  мин.
мин.
Штучно- калькуляционное время рассчитывается по формуле:
|
где  - подготовительно- заключительное время, мин.;
- подготовительно- заключительное время, мин.;
П- размер партии деталей, который определяется по формуле:
|
где  - число дней, на которое нужно иметь запас деталей на складе, для легких деталей =5 дней.
- число дней, на которое нужно иметь запас деталей на складе, для легких деталей =5 дней.
Тогда, штучно-калькуляционное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
005 копировально-фрезерная  мин.
мин.
Норма выработки за смену определяется по формуле:
|
Тогда, норма выработки на операциях потока:
005 карусельно-фрезерная  шт.
шт.
010 токарная  шт.
шт.
015 сверлильная  шт.
шт.
005 копировально-фрезерная  шт.
шт.
Длительность технологического цикла при последовательно- параллельном виде движения предметов труда рассчитывается по формуле:
|
где  - время совмещения между смежными операциями потока:
- время совмещения между смежными операциями потока:
 ,
,
|
где  - время наиболее короткой из двух смежных операций;
- время наиболее короткой из двух смежных операций;
n- размер партии деталей;
p- размер передаточной партии деталей.
Длительность операционного цикла определяется по формуле:
|
Тогда операционное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
020 зубофрезерная  мин;
мин;
Дата: 2019-05-29, просмотров: 373.