Годовая производственная программа N = 1000 штук в год, масса детали составляет 2,7 кг. Согласно рекомендациям [11] устанавливаем серийный тип производства.
В таком производстве изготовление деталей осуществляется партиями, запускаемыми в производство одновременно. Это обеспечивает повторяемость операций и возможность широкого использования специализированного и специального оборудования, оснастки.
Величина партии деталей определяется
 ,
,
где t – число дней, на которые необходимо иметь запас деталей на складе при 5 – дневной 2-х сменной рабочей недели для обеспечения непрерывной сборки;
 - число рабочих дней в году.
- число рабочих дней в году.
t = 8 – 10 дней [11]  = 253 дня [11]
= 253 дня [11]
 ,
,
Выбор способа получения заготовки. Для условий серийного производства выбираем в качестве заготовки штамповку на горизонтально кованой машине II класса точности. [1]
Рассчитаем массу заготовки
mз = γ * vз, где
γ = 7,814 г/см3 – плотность металла [7]
vз – Объём заготовки, см3
vз = 3,14 * 8,02 * 2,6 + 3,14 * 6,052 * 0,6 – 3,14 * 2,82 *3,2 = 512,7 см3
mз = γ * vз = 7,8 * 512,7 = 3998 гр = 3,998 кг
Коэффициент использования металла
Ким = mд / mз = 2,7 / 3,998 = 0,675
Себестоимость заготовки
Sзаг = (С / 1000 * mз * Кт * Кс * Кв * Км * Кп) – (mз - mд) * Sотк / 1000, руб [5]
Ci = 18900 руб/т стоимость 1 т заготовки [5]
Sотх = 1788 руб/т стоимость 1 т отходов
Кт, Кс, Кв, Км, Кп – коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объёма производства заготовки.
Кт = 1; Кс = 0,87; Кв = 1,14; Км = 1,18; Кп = 1
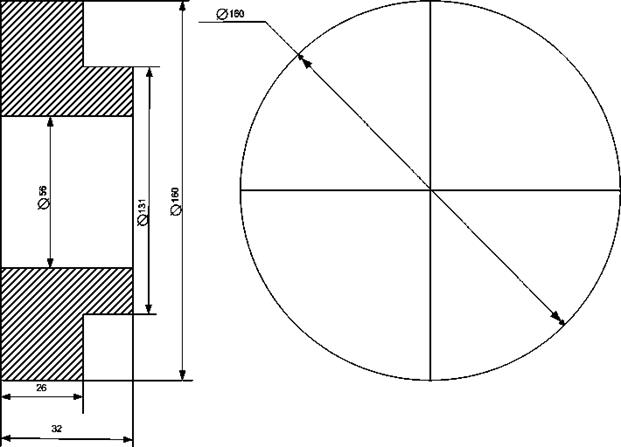
Рис. 4.1 Эскиз штамповки
Sзаг = (18900/1000 * 3,998 * 1 * 0,87 * 1,14 * 1,18 * 1,0) – (3,998 – 2,7) * 1788/1000 = 86,2
Маршрутный технологический процесс
000 Заготовительная
Штамповка на ГКМ и зачистка от окалины
005 Карусельно – фрезерная
1 переход фрезеровать торец бобышки Æ130
010 Токарная
А Установить в 3-х кулачковый патрон
1 переход подрезать торец начерно
2 переход подрезать торец начисто
3 переход расточить начерно
4 переход расточить начисто
5 переход снять фаску 1 х 450
015 Сверлильная
А Установить в приспособление
1 переход снять фаску 1 х 450
017 Сверлильная
1 переход центровать 4 отверстия
2 переход сверлить и снять фаску
3 переход нарезать резьбу М8-6q в 4 отверстиях
020 Копировально – фрезерная
А Установить на жёсткую оправку Æ60Н7
1 переход фрезеровать наружный контур
025 Слесарная доводка профиля Ra = 0,8 мкм
Расчёт припуска +0,030
Поверхность Æ60Н7
Отверстие обрабатывается черновым растачиванием Н9 + 0,074
Отверстие обрабатывается чистовым растачиванием Н7 + 0,030
Точность заготовки +1,2 - 0,7 [10]
Припуск рассчитываем аналитическим методом [10]

 - высота микронеровностей, оставшихся после выполнения предыдущего перехода, мкм
- высота микронеровностей, оставшихся после выполнения предыдущего перехода, мкм
 - дефектный слой после предыдущего перехода, мкм
- дефектный слой после предыдущего перехода, мкм
 - суммарное значение пространственных отклонений после предыдущего перехода, мкм
- суммарное значение пространственных отклонений после предыдущего перехода, мкм
 - погрешность установки на выполняемом переходе, мкм
- погрешность установки на выполняемом переходе, мкм
Черновое растачивание
 = 150 мккм;
= 150 мккм;  = 200 мкм;
= 200 мкм;
 =
=  ,
,  = 300 мкм [10]
= 300 мкм [10]
 - погрешность смещения отверстия, мкм
- погрешность смещения отверстия, мкм
 - эксцентриситет отверстия, мкм
- эксцентриситет отверстия, мкм
= 450 мкм; = 500 мкм; [10]
=  =675 мкм
=675 мкм
Lt, min = 21150 + 200 +  =2 * 1090 мкм = 2180 = 2,2 мм
=2 * 1090 мкм = 2180 = 2,2 мм
Чистовое растачивание
= 50 мккм; = 50 мкм; [10]
= 0,06 *  = 0,06 * 675 = 40 мкм
= 0,06 * 675 = 40 мкм
= 300 мкм [10]
Lt, min = 2150 + 50 +  =2 * 402 мкм = 804 мкм = 0,8 мм
=2 * 402 мкм = 804 мкм = 0,8 мм
Таблица 4.1. Межоперационные размеры
| Технолог. переходы | Элементы припуска, мкм | Расчётный припуск, мм | Допуск, мм | Расчётный размер, мм | Предельные размеры, мм | Прицельные рипуска, мм | ||||||
| Rz | T | 
| 
| D max | D min | LZпрmax | LZпрmin | |||||
| Заготовка | 150 | 200 | 675 | - | - | 1,9 | 57,03 | 57,03 | 55,13 | - | - | |
| Черновое растачивание | 50 | 50 | 40 | 300 | 2,2 | 0,074 | 59,23 | 59,23 | 59,156 | 4,026 | 2,2 | |
| Чистовое растачивание | 20 | 25 | - | 300 | 0,8 | 0,030 | 60,030 | 60,030 | 60,000 | 0,844 | 0,8 | |
Строим схему полей допусков и межоперационных размеров

Дата: 2019-05-29, просмотров: 377.