РРЕФЕРАТ
Шорина Е. Д. Разработать технологический процесс упрочнения кулачка главного вала с использованием лазерного излучения: Дипломный проект Димитровградский институт технологии управления и дизайна. № 1707.06.04. Димитровград, 2004 – 116с.: 14 ил. + 7 черт.
Лазер, закалка, карбюризатор, кулачок главного вала, износостойкость, упрочнение, борирование, поток, такт.
В процессе выполнения дипломного проекта проведено описание методов упрочнения. Выбран способ и технология упрочнения кулачка. Проведено испытание на износ материала. Произведён выбор оборудования, режущего и мерительного инструмента, разработан технологический процесс. Рассчитана эффективность изготовления данной детали. Разработали ряд мероприятий по предотвращению несчастных случаев, даны рекомендации по правильному использованию и организации производства.
Сделаны выводы и рекомендации по упрочнению кулачка с использованием лазерного излучения.

СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 6
1. МЕТОДЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ.. 8
1.1. Термическая обработка 8
1.1.1. Химико-термическая обработка. 8
1.1.2. Борирование. 9
1.1.3. Плазменная обработка. 11
1.1.4 Лазерная обработка. 12
1.2 Лазерная установка 14
1.3. Термическая обработка материалов лазерным излучением. 16
1.4. Физические основы упрочнения лазерным излучением. 17
1.5. Воздействие непрерывного лазерного излучения на сплавы на основе железа 19
1.6. Упрочнение кулачка главного вала 24
2. КОНСТРУКТОРСКАЯ ЧАСТЬ. 28
2.1. Назначение узла «вал главный» автомата хладновысадочного 28
2.2. Выбор способа упрочнения кулачка главного вала 29
2.3. Приспособление для упрочнения 34
2.4. Технология упрочнения 45
3. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ. 47
3.1. Лазерная обработка на CO2 - лазере 47
3.2. Испытание материала на износ 47
3.3 Исследование износостойкости покрытия 49
4. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. 51
Введение 51
4.1. Анализ технологичности конструкции детали «Кулачёк» 51
4.2. Выбор оборудования, режущего, вспомогательного и мерительного инструментов 58
4.3. Расчёт режимов резания 60
4.4. Нормирование технологического процесса 66
4.5. Расчёт специального калибра-пробки для контроля отверстия Æ60Н7 +0,030 68
5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ. 72
Введение 72
5.1. Расчет параметров потока 72
5.2. Расчет себестоимости изготовления детали 80
5.3. Технико-экономические показатели потока 85
Вывод 87
6. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ.. 88
Введение 88
6.1. Общие вопросы безопасности труда 89
6.2.Мероприятия по обеспечению нормальных санитарно-технических условий 95
6.3. Мероприятия по предотвращению несчастны случаев, обеспечению безопасности эксплуатируемого оборудования и транспортных средств 103
Вывод 109
ЗАКЛЮЧЕНИЕ. 110
ЛИТЕРАТУРА.. 111
ПРИЛОЖЕНИЯ.. 115
ВВЕДЕНИЕ
Обработка материала сфокусированным излучением лазера является научным и техническим направлением технологии машиностроения и других областей промышленности, появившимся после 1960 года, когда были созданы мощные импульсные генераторы монохроматического излучения.
Лазерная обработка материалов не является ещё установившимся и законченным разделом теории и практики обработки материалов концентрированными потоками энергии. Однако в разработке теоретических основ процессов воздействия мощных световых потоков на материалы и в практических применениях указанных процессов достигнуты значительные успехи.
Применение различных типов лазеров во многих областях машино – и приборостроения и правильная их эксплуатация не возможны без чёткого представления о принципах работы оптических квантовых генераторов и об основных физических явлениях, в них происходящих.
Преимущества и перспективность использования лазеров в машиностроении определяются не только прогресса в области собственно лазерной техники, но и умелым, научно обоснованным выбором оптимальных для каждого конкретного применения режимов работы лазера и параметров его излучения.
Промышленная обработка материалов стала одной из областей наиболее широкого использования лазеров, особенно после появления лазеров высокой мощности. Лазерный луч применяется для резания и сверления отверстий, сваривания материалов и термообработки, обработки тонких металлических и неметаллических плёнок, получения на них рисунков и микросхем. Доводка номиналов пассивных элементов микросхем и методы получения на них активных элементов с помощью лазерного луча получили дальнейшее развитие и применяются в производственных условиях. При чём лазерная обработка материалов позволяет повысить эффективность и конкурентоспособность по сравнению с другими обработками.
Термическая обработка
Поверхностным упрочнением называется упрочнение поверхностного слоя детали за счёт изменения его химического состояния или структуры.
Для получения стали с наибольшей прочностью и твёрдостью необходима термическая обработка – закалка. Термообработка – это совокупность операций технологии теплового воздействия на материал с целью изменения его структуры и потребительских свойств в нужном направлении. Упрочнение поверхности может быть достигнуто: химико-термической, плазменной, лазерной обработкой и др.
Борирование
Борирование – насыщение поверхностного слоя металлических изделий бором. К борированию прибегают, главным образом, с целью повышения поверхностной твердости изделий, их износостойкости, реже – коррозионной стойкости и теплостойкости. Борированию подвергают поверхности изделий из железа, сплавов на его основе, а также тугоплавких металлов, используя явление диффузии. Различают борирование твердое, жидкое, газовое.
При твердом борировании очищенные изделия помещают в герметичный или негерметичный контейнер, засыпая их реакционной смесью, состоящей из порошкообразного боризатора (аморфного бора, карбида бора, ферробора и др.), инертной добавки (окиси алюминия, кварцевого песка, тонкоизмельченного шамота), вводимой для предотвращения спекания или налипания смеси на поверхность изделий, и активатора (галогенида, обычно NH4Cl) в соотношении примерно 60:35 – 39:1 – 5. Изделия укладывают так, чтобы вокруг них был слой реакционной смеси тощиной не менее 20 -30 мм. Хорошее качество диффузионного слоя достигается также при насыщении углеродистых и легированных сталей в смеси карбида бора и буры. Для получения слоя боридов толщиной 0,1 – 0,3 мм насыщение проводят при температуре 900 – 1000 оС в течение 5 - 6 часов.
Разновидностью твердого является вакуумное борирование, осуществляемое в вакуумно-плотных контейнерах при остаточном давлении 10-3 рт.ст. При высоких температурах испарения аморфного бора или карбида бора образуются пары этого элемента, которые конденсируются на обрабатываемой поверхности, и атомарный бор диффундирует в металл.
Жидкостное борирование проводят при температуре 850 – 1000 оС в расплавах различных солей с введением в них борсодержащих компонентов. Жидкостное электролизное борирование обычно осуществляют в расплаве буры, иногда с добавкой карбида бора. Стальное изделие подключают в качестве катода в цепь постоянного тока, анодом служит предварительно борированный тигель из жаростойких и нержавеющих сталей. Удовлетворительной стойкостью обладают также пропитанные бурой графитовые и керамические тигли. При расплавлении бура диссоциирует термически, а также вследствие наложения постоянного электрического тока с выделением атомов активного бора, диффундирующего в обрабатываемое изделие. Насыщение проводят при плотности тока 0,15 – 0,25а/см2. Жидкостное диэлектролизное борирование осуществляют в расплавах буры с добавлением карбида бора. Хорошие результаты получаются при соотношении этих компонентов 60 : 40. Диффузионный слой можно создать также в расплавах солей NaCl и BaCl с добавлением карбида бора.
Газовое борирование проводят при термическом разложении газообразных соединений бора – диборана (В2Н2), трёххлористого бора (ВСl3) и др., чаще всего в смеси с водородом в соотношении соответственно 1:25-100. При температуре выше 500 0С диборан почти полностью ращлагается на активный бор и водород, которые и омывают насыщаемое изделие. При газовом борировании насыщение протекает интенсивнее, чем при твёрдом или жидком: за 2-5 ч. при температуре 800-900 0С образуется слой боидов толщиной 0,1-0,2 мм. На изделиях из железа и углеродистых сталей диффузионный слой отличается иглообразным строением и состоит из 2 фаз- ромботического борида FeB (16,25%B) на поверхности и находящегося под ним тетрагонального борида Fе2В (8,48%), микротвёрдость составляет 1800 ÷ 2000 и 1600 ÷ 1800 кгс/мм2. Под слоем боридов находится переходная зона, эта зона состоит из твёрдого раствора бора и других легирующих элементов.
Легирование стали обеспечивает получение более равномерного по толщине боридного слоя.
Борирование вызывает появление в поверхностных слоях изделий остаточных снимающих напряжений до 50 – 100 кгс/мм2, повышает их износостойкость в 5 - 10 раз, увеличивает коррозионную стойкость углеродистых и низколегированных сталей. Борирование повышает усталостную прочность изделий. Коррозионная- усталостная прочность изделий из углеродистых сталей после борирования увеличивается вдвое и более. Недостаток борирования – повышенная хрупкость боридов, которую снижают, вводя в реакционную смесь небольшое количество меди, алюминия и других металлов.
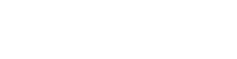
Плазменная обработка
Сущность этой обработки состоит в том, что плазму, имеющую температуру 10 000 – 30 000 0С, направляют на обрабатываемую поверхность заготовки. Этим способом можно обрабатывать заготовки из любых материалов, выполняя прошивание отверстий, вырезку заготовок из листового материала, строгание, точение. При прошивании отверстий, резке и вырезке заготовок, головку ставят перпендикулярно к поверхности заготовки, при строгании и точении – под углом 40 – 60 0. Плазменные головки применяют также для сварки, пайки, наплавки и создания защитных покрытий на деталях.
Принципиально новым методом является метод получения деталей непосредственно из плазмы. Он заключается в том, что в камеру головки подаётся порошкообразный конструкционный материал с одновременной подачей инертного газа при высоком давлении. Под действием другого разряда конструкционный материал плавится и переходит в состояние плазмы. Струя плазмы сжимается в плазмотроне плазмообразующим газом. Выходя из сопла головки, луч фокусируется электромагнитной линзой и направляется на экран. Системы вертикальной и горизонтальной развёрток обеспечивают перемещение луча по всей площади экрана.
Плазму получают в плазменных головках.
Дуговой разряд 3 возбуждается между вольфрамовым электродом 4, выполненным в виде трубы и охлаждённым проточной водой. В трубу подают газ (аргон, азот и др.) или смесь газов. Обжимая дуговой разряд, газ при соединении с электронами ионизируется и выходит из сопла головки в виде ярко светящейся струи 2, которая направляется на обрабатываемую заготовку 1.
Лазерная обработка
Термическое упрочнение материалов и сплавов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка со сверхкритической скоростью в результате теплоотвода теплоты во внутренние слои металла. При этом время нагрева и время охлаждения незначительны, практически отсутствуют выдержка при температуре нагрева. Эти условия обеспечивают высокие скорости нагрева и охлаждения обрабатываемых поверхностных участков.
Метод основан на тепловом воздействии светового луча высокой энергии на поверхность обрабатываемой заготовки. Источником светового излучения является лазер - оптический квантовый генератор (ОКГ).
Созданы конструкции твердотелых, газовых и полупроводниковых ОКГ. Работа оптического квантового генератора основана на принципе стимулированного генерирования светового излучения. Для механической обработки используют твердотелые ОКГ, рабочим элементом которых является рубиновый стержень, состоящий из окиси алюминия, активированного 0,05% Cr.
Рубиновый ОКГ работает в импульсном режиме, генерируя импульсы когерентного монохроматического красного света. Энергия светового импульса ОКГ обычно невелика и составляет 20 -100 Дж.
Лазерную обработку применяют для прошивания сквозных и глухих отверстий, резания заготовок на части, вырезания заготовок из листового материала, прорезания пазов и т.д. Световым методом можно обрабатывать любые материалы.
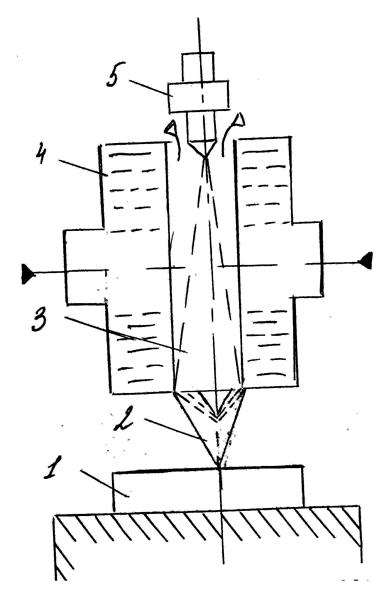
Рис. 1 Схема плазменной головки
К недостаткам светолучевого метода обработки можно отнести отсутствие надежных способов управления движением луча и необходимость перемещения заготовок, недостаточную мощность излучения при значительной мощности импульсной лампы, низкий КПД рубиновых ОКГ, перегрев рубинового стержня и трудности его охлаждения, сравнительно не высокая точность обработки.
Лазерная установка
Сегментное собирающее зеркало состоит из нескольких плоских зеркало. Угол между отдельными зеркалами меньше 180о, поэтому совокупность их образует вогнутую поверхность. При этом они направляют излучение в общую точку. Обычно такие зеркала изготавливаются из полированной меди или молибдена, и при «суммировании» излучения мощных лазеров они охлаждаются водой.
Лазерное излучение попадает на зеркало, состоящее из множества отдельных зеркал, где происходит деление луча (рис. 1.2).
Каждый вновь образованный луч имеет одинаковый диаметр на протяжении расстояния от зеркала до плоскости линзы. В этом случае в пятне фокусировки происходит наложение интенсивностей каждого отдельного луча, что приводит к суммированию их. Распределение интенсивности излучения от каждого элемента сегментного зеркала, которые обычно выполняются в форме прямоугольников. Кроме того, излучение малой мощности на границе лазерного луча, которого недостаточно, чтобы вызвать процесс термоупрочнения, не теряется, а, напротив, с помощью сегментного зеркала добавляется в пятно фокусировки. Таким образом, распространение интенсивности в пятне фокусировки выравнивается, а прямоугольная форма пятна, в которое фокусируется лазерное излучение, оптимальна для получения однородной зоны закалки.
Рис. 2.1. Лазерная установка
КОНСТРУКТОРСКАЯ ЧАСТЬ
Технология упрочнения
Для разработки осуществления технологического процесса лазерного борирования необходимо решить следующий комплекс взаимосвязанных задач:
1) Выявить основные и вспомогательные режимы обработки;
2) Выявить взаимосвязь параметров с элементами упрочненной поверхности материалов;
3) Разработать оптимальную схему обработки поверхности;
4) Выбрать оснастку;
5) Разработать схему базирования детали под лучом;
6) Выбрать обмазочные материалы, увеличивающие поглощение лазерного излучения, и средства их нанесения;
7) Обеспечить максимальную производительность процесса путем его механизации и автоматизации.
Технология непрерывного лазерного борирования имеет ряд преимуществ по сравнению с импульсной лазерной обработкой. Во-первых, нет ограничения по длительности лазерного воздействия. Это позволяет увеличить производительность и геометрические размеры упрочненных зон, а также в более широком интервале изменять структуру и свойства зоны обработки, так как возможно осуществление процесса, как с плавлением, так и без плавления поверхности. Во-вторых, по длине упроченных полос нет зон многократного нагрева, и, следовательно, имеется возможность увеличения равномерности свойств по поверхности.
В случае применения непрерывного лазерного воздействия необходимо принимать меры к увеличению поглощения излучения.
К основным параметрам непрерывной лазерной обработки относятся:
- мощность излучения (Вт);
- диаметр пятна нагрева (мм);
- скорость перемещения луча по детали (мм/с).
Высокая эффективность лазерной обработки достигается в случае применения специальных поглощающих покрытий, наносимых на поверхность детали в месте ее обработки.
Данная деталь обрабатывается непрерывно, то есть луч скользит по поверхности постоянно с определенным диаметром пятна. Это обеспечивается тем, что линза находится относительно детали всегда на одном расстоянии, т.к. фокус не меняется.
Заканчивают процесс лазерной обработки восстановлением. Восстановление включает в себя промывку деталей от грязи и масла; механическую обработку изношенной поверхности при помощи шлифовальных машин; напыление порошкового материала; установку детали в приспособление; установку режимов работы и скоростных режимов.
ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
3.1. Лазерная обработка на CO2 - лазере
В качестве способа упрочнения, учитывая вышеизложенный материал и анализируя его предлагается лазерное легирование (борирование) с применением СО2 – лазера.
При лазерном борировании нормализованной стали марки 40Х непрерывным излучением СО2 – лазера в зоне оплавления образуется мелкодисперсный реечный мартенсит с микротвёрдостью 7000 – 8500 МПа.
Зона закалки без оплавления состоит из верхней области, с однородной структурой. В верхней области формируется мартенсит с микротвёрдостью, как в зоне оплавления. В нижней области по глубине не увеличивается неоднородность вследствие и последовательности:
- мартенсит – тростит;
- мартенсит и тростичня сетка;
- тростично – ферритная сетка;
- феррит.
При лазерном борировании используем СО2 – лазер с обрабатывающеё головкой (линзой). Поверхностная обработка осуществляется расфокусированным пучком – двойной переход с перекрывающимися краями. Обработку ведём с помощью сконструированного нами приспособления методом копирования.
Вывод
После проверки образцов из стали 40Х с разной термообработкой на износостойкость, получили максимальный результат при закалке с низким отпуском и лазерном борировании, где интенсивность износа составляет Jg = 0,0064 кг/м3.
.
4. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Введение
Эффективность производства, его технический прогресс, качество выпускаемой продукции во многом зависят от опережающего развития производства нового оборудования, машин, станков, аппаратов, от всемирного внедрения методов технико-экономического развития и анализа, обеспечивающих решение технических вопросов и экономическую эффективность технологических разработок.
Ускорение НТП в машиностроении требует скорейшего внедрения новых методов упрочнения рабочих поверхностей инструмента, технологической оснастки, деталей и механизмов, работающих с большими нагрузками.
Необходим постоянный научный поиск новых и доработка и усовершенствование уже испытанных методов нанесения защитных и упрочняющих покрытий, которые при незначительно увеличивающейся стоимости инструмента, приспособления и т.д., дают немалый экономический эффект, вследствие многократного увеличения срока службы.
Расчёт режимов резания
005 Карусельно-фрезерная
Глубина резания t=1,0
длина резания еРез = 130 мм
длина подвода, врезания, перебег фрезы у = 20мм [12]
длина рабочего хода ерх = еРез + у = 130 + 20 = 150 мм
подача на зуб фрезы Sz = 0,15 мм/зуб [12]
стойкость инструмента Тр = ТмКф λ
Тм – табличные значения стойкости, Тм = 90 миин [ ]
Кф – коофициэнт, учитывающий количество инструментов в наладке Кф = 1 [12]
λ – коэффициент времени резания; λ = еРез / ерх = 130 / 150 = 0,86 > 0,7
Тр = Тм = 90 мин
Скорость резания V = Vт*К1*К2*К3
К1 – коэффициент, учитывающий размеры обработки
К2 – коэффициент, учитывающий вид обрабатываемого материала
К3 – коэффициент, учитывающий стойкость и материал инструмента
Vт = 220 м/мин [12], К1 = 1, К2 = 0,9, К3 = 1;
V = 220 * 0,9 * 1* 1 = 198 м/мин
Число оборотов шпинделя n = 
Минутная подача Sм = Sz *Z * n = 0,15 * 5,485 = 73 мм/мин
число оборотов стола nст = Sм / Пdрасп = 73 / 3,14 * 800 = 0,03 мин
dрасп = 800 мм (по паспорту станка)
Машинное время на 1 оборот станка
Тм = 1 / nст = 1 / 0,03 = 33,3 мин
На столе станка можно расположить 6 деталей тогда время цикла:
Тц = 33,3 / 6 = 5,55 мин
010 Токарная
1 переход
Глубина резания t = 1,0 мм
Длина резания еРез = (160 – 56) / 2 = 52 мм; у = 2+6 = 8 мм
Длина рабочего хода ерх = еРез + у = 52 + 8 = 60 мм
подача на оборот S0 = 0,3 мм/об [12]
стойкость инструмента Тр = Тм * λ = 120 мин
Тм = 50 мин [12];
λ = еРез / ерх = 52 / 60 = 0,86 > 0,7
Тм = 120 мин
Скорость резания V = Vт * К1 * К2 * К3 = 100 * 0,9 * 1,15 * 1,05 = 109 м/мин
Число оборотов шпинделя n = 
Машинное время Тм = ерх / Son = 60 / (0,3 * 200) = 1 мин
2 переход
Глубина резания t = 0,5 мм
Длина резания еРез = 52 мм; у = 8 мм [12]
Длина рабочего хода ерх = еРез + у = 52 + 8 = 60 мм
подача на оборот S0 = 0,1 мм/об
Скорость резания V = Vт * К1 * К2 * К3 = 120 * 0,9 * 1,15 * 1,05 = 130 м/мин
Число оборотов шпинделя n = 
Корректируем по паспорту: Пn = 280 мин -1
Машинное время Тм = ерх / Son = 60 / (0,1 * 280) = 2,14 мин
3 переход
Глубина резания t = 
Длина резания еРез = 30 мм;
длина подвода, вращение, перебег резца у = 8 мм [12]
Длина рабочего хода ерх = еРез + у = 30 + 8 = 38 мм
Стойкость резца Тр = Тм λ =120 мин
λ = еРез / ерх = 30 / 38 = 0,78 > 0,7
Скорость резания V = Vт * К1 * К2 * К3 = 135 * 0,9 * 1,15 * 1,0 = 140 м/мин
Число оборотов шпинделя n = 
Машинное время Тм = ерх / Son = 38 / (0,3 * 750) = 0,17 мин
4 переход
Глубина резания t 
Длина резания еРез = 30 мм; у = 8 мм [12]
Длина рабочего хода ерх = еРез + у = 30 + 8 = 38 мм
Скорость резания V = Vт * К1 * К2 * К3 = 155 * 0,9 * 1,15 * 1,0 = 160 м/мин
Число оборотов шпинделя n = 
Машинное время Тм = ерх / Son = 38 / (0,1 * 850) = 0,45 мин
5 переход
Глубина резания t = 1,0 мм
Длина резания еРез =1 мм; у = 3 мм [12]
Длина рабочего хода ерх = еРез + у = 1 + 3 = 4 мм
Подача на оборот S0 =0,1 мм/об
Скорость резания V = 160 м/мин
Число оборотов шпинделя n =
Машинное время Тм = ерх / Son = 4 / (0,1 * 850) = 0,45 мин
015 Сверлильная
1 переход
Глубина резания t = 1,0 мм
Длина резания еРез =1,0 мм; у = 4 мм [12]
Длина рабочего хода ерх = еРез + у = 1 + 4 = 5 мм
Подача на оборот S0 =0,75 мм/об [12]
Скорость резания V = Vт * К1 * К2 * К3 = 17 * 0,9 * 1,15 * 1,0 = 17,6 м/мин
Число оборотов шпинделя n = 
Машинное время Тм = ерх / Son = 5 / (0,25 * 93) = 0,21 мин
017 Сверлильная
1 переход
Центровать Æ2,5
Глубина резания t = D / 2 = 2,5 / 2 = 1,25 мм
Подача на оборот S0 =0,04 мм/об
Стойкость сверла Т= 20 мин [12]
Скорость резания V = Vт * К1 * К2 * К3 = 22 * 0,55 * 1,25 * 1,0 = 15 м/мин
Число оборотов шпинделя n = 
Корректируем по паспорту Пn =2000 мин-1
Действительная скорость резца
Vд = 
Минутная подача Sн = S0 * n = 0,06 * 2000 =120 мм/мин
Корректируем по паспорту станка Sн = 100 мм/мин
Машинное время Тм = ерх / Sн , где
ерх – длина рабочего хода, мм
ерх = ерез + у = 4 + 2 = 6 мм,
ерез = 4мм; у = 2 мм [12]
Машинное время Тм = ерх / Sн = 6 / 100 = 0,06 мин
2 переход
Глубина резания t = D / 2 = 7 / 2 = 3,5 мм
Подача на оборот S0 =0,11 мм/об
Скорость резания V = Vт * К1 * К2 * К3 = 25 * 0,55 * 1,25 * 1,0 = 17,2 м/мин
Число оборотов шпинделя n = 
Корректируем по паспорту Пn =720 мин-1
Действительная скорость резца
Vд = 
Минутная подача Sн = S0 * n = 0,11 * 720 =79,2 мм/мин
Машинное время Тм = ерх / Sн = 20 / 79 = 0,28 мин
ерх = ерез + у = 20 + 2 =22
3 переход
Глубина резания t = р = 1,0 мм
Подача на оборот S0 = 1 мм/об [12]
Скорость резания V =Vт * Кv
Кv – коэффициент, учитывающий вид обрабатываемого материала
Кv = 0,7; Vт = 10 м/мин.
V = 10 * 0,7 = 7 м/мин
Число оборотов шпинделя n = 
Корректируем по паспорту Пn =280 мин-1
Машинное время Тм = 2ерх / Sн = 2 * 17 / 1,0280 = 0,15 мин
ерх = ерез + у = 15 + 2 =17 мм
020 Копировально-фрезерная
Глубина резания t = 1,0 мм
Подача на зуб фрезы St = 0,04 мм/зуб [12]
Стойкость инструмента Тр = Тм * Кф * λ
Кф = 1; Тм = 60 мин [12]
λ = ерез / ерх
ерез = 2ПR = 2 * 3,14 * 80 = 502,4 мм
подвод, вращение перебег фрезы у = 5 мм [12]
ерх = ерез + у = 502,4 + 5 = 507б4 мм
Скорость резания V = Vn * К1 * К2 * К3 =50,07 * 0,8 * 1,2 = 33,6 м/мин
Число оборотов шпинделя n = 
Корректируем по паспорту Пn =400 мин-1
Действительная скорость резца
Vд = 
Машинное время Тм = ерх / (SZ * n * Z )= 507,4 / (0,04 * 4 * 400)= 7,9 мин
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Введение
Целью экономической части дипломного проекта является расчет основных параметров прерывно-поточной линии по выпуску детали «Кулачок» с целью наилучшей организации его работы; расчет себестоимости изготовления детали по статьям калькуляции; определение технико-экономических показателей, характеризующих эффективность прерывно-поточной линии.
Себестоимость продукции рассчитывается на основе данных предыдущих разделов дипломного проекта. Цены на оборудование, сырье и материалы, электроэнергию и др. берутся на предприятии, на котором проходилась преддипломная практика.
Расчет параметров потока
Расчет параметров прерывно- поточной линии для детали «Кулачок» сводится к определению количества рабочих, величины такта и допустимых отклонений времени операций от такта. Прерывный поток применяется при механической обработке деталей (заготовок), когда имеет место недогрузка оборудования из-за несинхронности процесса. Прямоточные линии экономически оправдывают себя, если достигнута синхронизация части операций, включенных в технологическую цепочку линии; возможна комбинированная загрузка рабочих, работающих на недогруженном оборудовании, путем закрепления за ними двух- трех операций.
Заказ на деталь «Кулачок» будет выполняться 20 дней при работе рабочих в одну смену. После этого рабочие будут переключены на работу над другими заказами по изготовлению типовых деталей.
Определим такт запуска по формуле:
 мин/деталь
мин/деталь
|

где  - продолжительность рабочей смены, = 480 минут;
- продолжительность рабочей смены, = 480 минут;

 - выпуск продукции в смену в натуральных единицах, определяемый по формуле:
- выпуск продукции в смену в натуральных единицах, определяемый по формуле:
 деталей;
деталей;
|
где  - программа выпуска продукции в натуральных единицах, = 1000 деталей.
- программа выпуска продукции в натуральных единицах, = 1000 деталей.
 - фонд рабочего времени рабочих потока, выполняющих данный заказ, =20 дней.
- фонд рабочего времени рабочих потока, выполняющих данный заказ, =20 дней.
 - число смен в сутки, =1.
- число смен в сутки, =1.
Далее определим число рабочих мест (оборудования) на каждой операции технологического процесса изготовления детали:

|
где  - количество расчетных рабочих мест на i-ой операции процесса;
- количество расчетных рабочих мест на i-ой операции процесса;
 - время выполнения каждой операции процесса, мин.;
- время выполнения каждой операции процесса, мин.;
Тогда, расчетное количество рабочих мест на операциях потока:
005 карусельно-фрезерная 
010 токарная 
015 сверлильная 
020 копировально-фрезерная 
Рассчитаем коэффициент загрузки  по следующей формуле:
по следующей формуле:
|
где  - принятое количество рабочих мест на i-ой операции.
- принятое количество рабочих мест на i-ой операции.
Загруженность рабочего на каждой операции потока в минутах  определяется по формуле:
определяется по формуле:
 .
.
|
Расчеты по определению расчетного и принятого количества рабочих мест и загруженности рабочих представлены в таблице 5.1.
Таблица 5.1.
Определение расчетного и принятого количества рабочих мест и загруженности рабочих
| № опер. | 
|
|
|
| 
| Поряд. номер рабоч. места | Загруж. Рабоч., % | Загруж. Рабоч., мин. | № раб. места |
| 005 | 5,55 | 277,5 | 0,578 | 1 | 0,578 | 1 | 57,8 | 277,5 | 1 |
| 010 | 6,29 | 314,5 | 0,655 | 1 | 0,655 | 2 | 65,5 | 314,5 | 2 |
| 015 | 5,47 | 273,5 | 0,622 | 1 | 0,622 | 3 | 62,2 | 273,5 | 3 |
| 020 | 10,19 9,6 | 509,5 480 | 1,0 1 | 1 1 | 1,06 1 | 4 | 100 | 480 | 4 |
На операции 020 коэффициент загрузки близок к единице (допускается отклонение  ), поэтому производим согласование
), поэтому производим согласование  с
с  , то есть, принимаем равным = 9,6 мин.
, то есть, принимаем равным = 9,6 мин.
Таким образом, принимаем на потоке 4 рабочих.
Построим стандарт-план работы потока в таблице 5.2.
Таблица 5. 2 Стандарт-план работы потока
| № опер. | 60 | 120 | 180 | 240 | 300 | 360 | 420 | 480 |
| 005 | ||||||||
| 010 | ||||||||
| 015 | ||||||||
| 020 |
Оптимальным по мощности будет считаться поток, при котором достигаются наилучшие следующие технико-экономические показатели:
1) коэффициент использования рабочего времени:
|
2) производительность труда рабочего:
 детали в час;
детали в час;
|
где  - фонд времени работы одного рабочего, выполняющего заказ,
- фонд времени работы одного рабочего, выполняющего заказ,  часов.
часов.
3) съем продукции с одного погонного метра поточной линии:
 дет./метр;
дет./метр;
|
Где L- длина поточной линии, метры.

где  - шаг рабочего места (берется из таблицы 3.3).
- шаг рабочего места (берется из таблицы 3.3).
4) коэффициент использования оборудования:
где  - соответственно расчетные и принятые затраты времени на выполнение механизированных операций, часы.
- соответственно расчетные и принятые затраты времени на выполнение механизированных операций, часы.
 мин;
мин;
|
где М- количество машин, М=5.
5) стоимость оборудования, приходящаяся на одно изделие:
 руб./изд.
руб./изд.
|
где  - цена единицы оборудования.
- цена единицы оборудования.
Цены и параметры оборудования представлены в таблице 5.3.
Таблица 5.3. Цены и параметры оборудования
| № операции и марка станка | Цена едини-цы оборудова-ния, рубли | Мощность электро-двигателя, кВт | Длина станка, метры | Ширина станка, метры | Проходы по длине, метры | Проходы по ширине, метры | Количество единиц |
| 005карусельно-фрезерный 621 М | 330000 | 10 | 3,16 | 1,48 | 2 | 1 | 1 |
| 010 токарно-револьверный | 315000 | 4,5 | 3,0 | 1,16 | 2 | 1 | 1 |
| 015 сверлильный 2Г175 | 230000 | 11 | 1,42 | 1,92 | 2 | 1 | 1 |
| 020 копировально-фрезерный 6М13К | 360000 | 7,5 | 2,7 | 2,17 | 2 | 1 | 1 |
Оперативное время рассчитывается по формуле:
 ,
,
|
где  - сумма основного времени m- переходов, минуты;
- сумма основного времени m- переходов, минуты;
 - сумма вспомогательного времени m- переходов, минуты.
- сумма вспомогательного времени m- переходов, минуты.
Тогда, оперативное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
020 копировально-фрезерная  мин.
мин.
Штучное время определяется по формуле:
|
где а- процент перерывов на техническое и организационное обслуживание рабочего места, на отдых и личные надобности рабочего.
Тогда, штучное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
005 копировально-фрезерная  мин.
мин.
Штучно- калькуляционное время рассчитывается по формуле:
|
где  - подготовительно- заключительное время, мин.;
- подготовительно- заключительное время, мин.;
П- размер партии деталей, который определяется по формуле:
|
где  - число дней, на которое нужно иметь запас деталей на складе, для легких деталей =5 дней.
- число дней, на которое нужно иметь запас деталей на складе, для легких деталей =5 дней.
Тогда, штучно-калькуляционное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
005 копировально-фрезерная  мин.
мин.
Норма выработки за смену определяется по формуле:
|
Тогда, норма выработки на операциях потока:
005 карусельно-фрезерная  шт.
шт.
010 токарная  шт.
шт.
015 сверлильная  шт.
шт.
005 копировально-фрезерная  шт.
шт.
Длительность технологического цикла при последовательно- параллельном виде движения предметов труда рассчитывается по формуле:
|
где  - время совмещения между смежными операциями потока:
- время совмещения между смежными операциями потока:
 ,
,
|
где  - время наиболее короткой из двух смежных операций;
- время наиболее короткой из двух смежных операций;
n- размер партии деталей;
p- размер передаточной партии деталей.
Длительность операционного цикла определяется по формуле:
|
Тогда операционное время на операциях потока:
005 карусельно-фрезерная  мин;
мин;
010 токарная  мин;
мин;
015 сверлильная  мин;
мин;
020 зубофрезерная  мин;
мин;
Вывод
В экономической части дипломного проекта были рассчитаны основные параметры прерывного потока, позволяющие наилучшим образом организовать производство и труд:
· такт запуска детали в минутах  =9,6 мин;
=9,6 мин;
· расчетное и принятое количество рабочих, с учетом частичного совмещения операций на потоке;
· коэффициенты загрузки рабочих и оборудования;
· оперативное, штучное, штучно-калькуляционное время выполнения операций потока;
· нормы выработки на каждой операции потока;
· длительность производственного цикла изготовления детали при последовательно-параллельном виде движения предметов труда.
Себестоимость изготовления детали, рассчитанная по статьям калькуляции, равна 147,23 руб. Цена единицы продукции, рассчитанная из заданного уровня рентабельности продукции, равна 169,3 рублей.
Технико-экономические показатели работы потока свидетельствуют о достаточной эффективности его работы: срок окупаемости капитальных вложений 6,5 лет, фактический коэффициент экономической эффективности капитальных вложений,  =0,16.
=0,16.
Введение
Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной деятельности человека в условиях производства. Охрана труда, является важнейшим разделом в безопасности жизнедеятельности. Охрана труда- это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда.
В данном дипломном проекте разрабатывается технологический процесс изготовления детали «Кулачёк» главного вала на четырёх станках:
1) Карусельно-фрезерный 621М
2) Токарно-револьверный 1416
3) Сверлильный 2Г175
4) Копировально-фрезерный 6М13К
При работе на станках рабочие будут подвергаться различным опасным и вредным факторам. Так как эти факторы непосредственно влияют на безопасность жизнедеятельности изготовления детали в данном дипломном проекте разрабатывается ряд мероприятий по предотвращению их вредного воздействия, даны рекомендации по правильному использованию и организации производства. К категории 11б относятся работы с интенсивностью энергозатрат 151-200 кал/2 (175-232 Вт), а также связанные с постоянной ходьбой, перемещением мелких (до 1 кг) изделий стоя или сидя и требующие определённого физического напряжения.
Таблица 6.1. Вредности и опасности проектируемого производства
| Наименование технологической операции станка | Вредности, если имеют место отклонения от норм | Опасности | |||||||||||
| Длительное напряжение отдельных мышечных груп | Концентрат пыли, мг/м3 | Температура воздуха, t 0С | Влажность воздуха, γ, % | Скорость движения воздуха V, м/с | Уровень звукового давления, Lp, дБ | Уровень виброскорости Lv, дБ | Освещённость, Е, лк | Коэффициент пульсации, кп, % | Коэффициент ослепления, Косл | Захвата, удара движущимися механизмами | Поражения электрическим током | Возникновения пожара | |
| Фрезерная, 621М | + | + | + | + | + | + | + | + | + | + | + | + | + |
| Токарная, 1416 | + | + | + | + | + | + | + | + | + | + | + | + | + |
| Сверлильная, 2Г175 | + | + | + | + | + | + | + | + | + | + | + | + | + |
| Копировально-фрезерная, 2Г175 | + | + | + | + | + | + | + | + | + | + | + | + | + |
6.1. Общие вопросы безопасности труда
Создание наиболее благоприятных и безопасных условий труда является одной из главных обязанностей руководителей предприятия. Они обязаны обеспечить для всех работающих безопасные условия труда и нести ответственность в установленном порядке за ущерб, причиненный их здоровью и трудоспособности, постоянно улучшать условия труда и быта; обеспечить соблюдения законодательства о труде, ГОСТов ССБТ, правил и норм охраны труда.
Руководитель предприятия будет нести персональную ответственность за обеспечение здоровых и безопасных условий труда (ст. 212 ТКРФ), должен будет обеспечивать финансовыми и трудовыми ресурсами организацию производственных процессов, эксплуатацию производственного оборудования, зданий и сооружений в соответствии с требованиями и нормами охраны труда; обязан обеспечить выполнение производственными подразделениями предприятия законодательства по охране труда. Он будет отвечать за ввод и эксплуатацию новых и реконструированных объектов, отвечающих требованиям охраны труда; будет осуществлять общее руководство над разработкой комплексного плана улучшений условий охраны труда и санитарно-оздоровительных мероприятий, работами по внедрению ССТБ; будет утверждать штаты службы охраны труда; привлекать к материальной ответственности работников, допустивших нарушение требований ССТБ, норм, правил по охране труда. Главный инженер возглавит организационно-техническую работу по охране труда, будет нести персональную ответственность за создание безопасных условий труда; организовывать плановое внедрение в производство новых, более безопасных технических процессов, технических средств, руководить разработкой комплексного плана улучшения условий охраны труда и руководить разработкой новой и пересмотром действующей документации по охране труда в соответствии с ГОСТами, ОСТами ССТБ, правилами и нормами по охране труда; будет организовывать выполнение производственными подразделениями предприятиями мероприятий по охране труда. Руководитель службы охраны труда должен организовывать, координировать и контролировать работу по созданию безопасных условий труда.
Главный механик должен обеспечивать организацию безопасной эксплуатации и своевременное проведение профилактических осмотров, планово-предупредительных ремонтов оборудования и сооружений, закрепленных за ним; организовывать обучение, аттестацию и проверку знаний по охране труда персонала службы главного механика.
Работники отдела охраны труда в своей повседневной деятельности будут контролировать соблюдение мастерами, руководителями участков, цехов и других подразделений действующего законодательства, приказов, инструкций, нормативных актов вышестоящих организаций и органов государственного надзора в области охраны труда. В их обязанности будет входить также контроль за эффективностью работы коллективных средств защиты и организацией хранения, выдачи, стирки и ремонта спецодежды, других средств индивидуальной защиты. Отдел охраны будет вести учет несчастных случаев, оформленных актом по форме Н-1, в специальном журнале регистрации несчастных случаев; анализировать причины производственного травматизма и профессиональных заболеваний; составлять отчеты по охране труда по установленным формам и в определенные сроки. Организационно-технические мероприятия по охране труда будут предусмотрены на предприятии: разделом «Охрана труда, здоровья работников и экология производства» и приложением «Соглашение по охране труда администрации и комитета профсоюза», коллективного договора, заключаемого ежегодно комитетом профсоюза и работодателем в соответствии с «Рекомендациями по планированию мероприятий по охране труда», утвержденными Постановлением Минтруда РФ от 27.02.95 г. № 11; годовыми планами мероприятий по предупреждению травматизма и профзаболеваний, разрабатываемыми подразделениями предприятия на основе производственного травматизма, общей и профзаболеваемости; оргтехпланами, разрабатываемыми подразделениями, включающими в себя мероприятия, не относящиеся к коллективному договору; планами мероприятий по повышению безопасности и надежности эксплуатации объектов, подконтрольных органам Гостехнадзора и Энергонадзора РФ; актам по форме Н-1 и специального расследования, оформленными в порядке, установленном в «Положении о порядке расследования и учета несчастных случаев на производстве», утвержденным Постановлением Правительства РФ от 03.06.95 г. №558; мероприятиями при производстве совмещенных работ и работ повышенной опасности, выполняемых по наряду-допуску; приказами, издаваемыми по вопросам охраны труда. Финансирование мероприятий . по охране труда будет производиться на основании федерального закона «Об основах ОТ РФ» (ст. 19) и за счет средств федерального бюджета (ст. 226 ТКРФ), бюджетов субъектов РФ, местных бюджетов, внебюджетных источников в порядке, установленном законами, нормативными правовыми актами и актами органов местного самоуправления. Финансирование мероприятий по улучшению условий и охраны труда в организациях независимо от организационно-правовых форм осуществляется в размере не менее 0,1% суммы затрат на производство продукции; в организациях, занимающихся деятельностью - в размере не менее 0,7 % от суммы эксплуатационных расходов.
Важнейшее значение имеет обучение работающих безопасности труда, которое осуществляется в соответствии с ГОСТ 12.0.004-90 на всех предприятиях и в организациях, независимо от степени опасности. Вновь принятых или меняющих работу рабочих будут обучать в учебных мастерских (в цехах, на участках) безопасным приёмам работы инструкторы, на рабочем месте – высококвалифицированный рабочий, бригадир, мастер, имеющий соответствующую подготовку. Производственное обучение производится с помощью инструктажей.
Различают следующие виды инструктажа:
1) вводной инструктаж (его проводит инженер по охране труда со всеми приглашаемыми на работу);
2) первичный инструктаж (на рабочем месте до начала производственной деятельности);
3) повторный инструктаж (со всеми рабочими по безопасным приёмам и методам работы);
4) внеплановый инструктаж (в случаях введения новых или переработки стандартов, правил, инструкций, замены оборудования инструмента и т.п. , при аварии, травме, пожаре, перерыве в работе более 30 календарных дней;
5) целевой инструктаж (при выполнении разовых работ, ликвидации аварий, бедствий, катастроф).
Надзор и контроль за соблюдением законодательства об охране труда осуществляется в соответствии со статьями 20-22 «Об основах ОТ РФ» и статьями 353-369 ТКРФ.
Госнадзор законодательных и нормативных документов по охране труда выполняют органы, независимые об администрации предприятия.
Высший надзор будет осуществляться прокурором РФ (Государственным надзором по труду, Гостехнадзором, Госсаннадзором, Госэнергонадзором, Госпожарнадзором) и прокурорами на местах.
Общественный контроль будут выполнять при Всероссийском Центральном Съезде Профессиональных Союзов правовая и техническая комиссия, комиссия по охране труда при профкоме предприятия и уполномоченные по охране труда, выбираемые в каждом цеху и смене из числа квалифицированных. Члены комиссии при ВЦСПС и уполномоченные имеют право контролировать администрацию предприятия, особенно по выполнению договора.
Кроме государственного и общественного контроля на предприятии будет выполняться совместный или трехступенчатый контроль:
1) ежедневно мастер (начальник цеха) с общественным инспектором будут проверять до начала смены состояние рабочих мест на производственном участке;
2) раз в неделю начальник цеха с инспектором по технике безопасности и уполномоченным по охране труда будут проверять состояние охраны труда в цехе;
3) ежемесячно состав комиссии из главного инженера с инженером по технике безопасности и руководителями соответствующих служб и отделом выборочно будут проверять состояние охраны труда на предприятии.
В соответствии с законодательством о труде (ст.419 ТК РФ) должностные лица, виновные в нарушении законодательства о труде и Надзор и контроль за соблюдением законодательства об охране труда осуществляется в соответствии со статьями 20-22 «Об основах ОТ РФ» и статьями 353-369 ТКРФ.
Госнадзор законодательных и нормативных документов по охране труда выполняют органы, независимые об администрации предприятия.
Высший надзор будет осуществляться прокурором РФ (Государственным надзором по труду, Гостехнадзором, Госсаннадзором, Госэнергонадзором, Госпожарнадзором) и прокурорами на местах.
Общественный контроль будут выполнять при Всероссийском Центральном Съезде Профессиональных Союзов правовая и техническая комиссия, комиссия по охране труда при профкоме предприятия и уполномоченные по охране труда, выбираемые в каждом цеху и смене из числа квалифицированных. Члены комиссии при ВЦСПС и уполномоченные имеют право контролировать администрацию предприятия, особенно по выполнению договора.
Кроме государственного и общественного контроля на предприятии будет выполняться совместный или трехступенчатый контроль:
1)ежедневно мастер (начальник цеха) с общественным инспектором будут проверять до начала смены состояние рабочих мест на производственном участке;
2)раз в неделю начальник цеха с инспектором по технике безопасности и уполномоченным по охране труда будут проверять состояние охраны труда в цехе;
3)ежемесячно состав комиссии из главного инженера с инженером по технике безопасности и руководителями соответствующих служб и отделом выборочно будут проверять состояние охраны труда на предприятии.
В соответствии с законодательством о труде (ст.419 ТК РФ) должностные лица, виновные в нарушении законодательства о труде и правил по охране труда, за невыполнение обязательств по коллективным договорам и соглашениям по охране труда или за восприпятствие деятельности профсоюзов будут нести ответственность в порядке, установленным законодательством РФ.
Предусматривают следующие основные виды ответственности:
1) дисциплинарная (применение взысканий к рабочим и служащим в случае нарушения ими трудовой дисциплины);
2) административная (наложение денежного штрафа на лиц, не принявших мер к соблюдению правил по технике безопасности);
3) уголовная ответственность (привлечение к суду должностных лиц за нарушение трудового законодательства ст. 7 УК РФ);
4) гражданско-правовая (взыскание с должностных лиц за нарушение трудового законодательства ст. 7 УК РФ).
Вывод
В разделе безопасности жизнедеятельности дипломного проекта является полный анализ общих вопросов охраны труда, рассмотрение в них концепции нормирования в машиностроительном производстве. В качестве обеспечения нормальных условий труда при производстве детали «кулачок», предложены и обоснованы мероприятия по предотвращению несчастных случаев, обеспечению безопасности эксплуатируемого оборудования. Значения нормируемых показателей на рабочих местах должны реализовываться в обязательном порядке, согласно приведенным в таблице 6.3.
В данном разделе приведено «Дерево происшествия» и обозначения событий и их вероятности.
ЗАКЛЮЧЕНИЕ
В данной работе рассмотрены и исследованы методы упрочнения материалов.
Для упрочнения детали «Кулачок» выбран метод лазерного упрочнения проведённый на установке «Кардамон».
Данный метод обработки повышает износостойкость, усталостную прочность, происходит минимальное изнашивание формы.
В технологической части разработан процесс изготовления этой детали, выбраны оптимальные режимы резания и режущий инструмент.
В экономической части рассчитана эффективность изготовления данной детали.
Раздел «БЖД» отражает вопросы производственной безопасности и охраны труда на проектируемом предприятии.
ЛИТЕРАТУРА
1. Курсовое проектирование деталей машин. С.А. Чернавский, Москва, «Машиностроение», 1988 г. – 416 с.
2. Соспротивление материалов. П.А. Степин, Москва, «Высшая школа», 1983 – 303 с.
3. Промышленное применение лазеров – Г. Кебнера, Москва, «Машиностроение», 1988 г. – 280 с.
4. Применение лазеров в машиностроении и приборостроении. К.И. Крылов, В.Г. Прокопенко, А.С. Митрофанов, Ленинград, «Машиностроение», 1978 г. – 336 с.
5. Лазерная обработка материалов. И.Н. Рокалои, А.А. Ужов, А.Н. Кокора, Москва «Машиностроение», 1975 г. – 296 с.
6. Основа отраслевых технологий и организации производства. Под редакцией В.К. Федюкина, Издательство «Политехника», 2002 г.
7. Технология конструкционных материалов. А.М. Дальский, Н.П. Дубинин, Э.Л. Макаров, Е.А. Попов, Москва «Машиностроение», 1977 г. – 665 с.
8. Белькевич Б., Тимашков В. Справочное пособие технолог а машиностроительного завода. Минск.: Беларусь, 1972. 415с.
9. Допуски и посадки. Справочник. Под. ред. В. Д. Мягков. М.:
Машиностроение. 1980. Т. 1. и Т. 2. 1032с.
10. Косилова А. Г., Мещеряков В. К., Калинин М. А. Точность обработки, заготовки и припуски в машиностроении. Справочник. М.: Машиностроение, 1976. 310 с.
11. Краткий справочник металлиста. Под. ред. А. Н. Малова М.: Машиностроение, 1976. 767 с.
12. Курсовое проектирование по технологии машиностроения. Под. ред. А. Ф. Горбацевича. Минск.: Вышейшая школа, 1975. 288 с.
13. Обработка металлов резанием. Справочник технолога. Год. ред. Г. А. Монахова. М.: Машиностроение, 1974. 520 с.
14. Справочник молодого машиностроителя. Под. ред. В. В. Данилевского. М.: Машиностроение, 1973. 648 с.
15. Справочник технолога-машиностроителя. Под. ред. А. Е. Коси-ловой и Р. К. Мещерякова. Т. 1. М.: Машиностроение, 1972. 694с.
16. Справочник технолога-машиностроителя. Под. ред. А. Н. Малова. Т. 2. М.: Машиностроение, 1972. 568 с.
17. Шепс В. А., Шепс Э. Р. Расчет припусков на мехобработку. Учебное пособие. Саранск, 1995 г:, 80 с.
18. Методические указания «Проектирование технологических процессов механической обработки технологических машин» УлПи, Ульяновск, 1990.-32с.
19. Справочник. Режимы резания металлов. под. ред. Ю.В. Барановского, М.: Машне, 1972 – 660с.
20. Нормы времени при работе на металлорежущих станках. Методические указания. ДИТУД, Димитровград, 1994-68с.
21. Общемашиностроительные нормативы режимов резания для технологического нормирования работ на металлорежущих станках. Часть 1 и 2. – М.: Машиностроение, 1974.
22. Еженедельный информационный бюллетень по товарам и ценам: «Цены» № 11 от 22 марта 2004 г. Поволжско-Уральский регион.
23. Б.В.Белькевич, В.Д. Тимошков. Справочное пособие технолога машиностроительного завода.- Минск: Белорусь, 1972.
24. В.С.Стародубцева. Сборник задач по техническому нормированию в машиностроении. – М.: Машиностроение, 1974.
25. Н.А. Нефедов. Дипломное проектирование в машиностроительных техникумах. – М.: Высшая школа, 1976.
26. Справочник технолога-машиностроителя в 2-х томах. Под ред. А.Г. Касиловой, Р.К. Мещерякова.- М.: Машиностроение, 1985.
27. Организация и планирование машиностроительного производства. Под ред. Ю.В.Скворцова, Л.А.Некрасова. – М.: Высшая школа, 2003 г.
28. Организация, планирование и управление машиностроительным производством: Методические указания к курсовой работе и экономической части дипломного проекта. - Димитровград, 2003 г.
29. Конституция РФ – М.: Юридическая литература, 1993. – 46 с.
30. Трудовой Кодекс Российской Федерации. – М.: Аппарат правительства РФ, 1999. – 38 с.
31. Безопасность жизнедеятельности. Производственная безопасность и охрана труда./ П.п. Кукин, В.Л. Лапин, Н.Л. Понаморев и др. Учеб. пособие для студентов – М.: Высшая школа, 2001 – 431 с.
32. Типовые отраслевые нормы бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты работникам машиностроительных и металлообрабатывающих производств.
33. Система стандартов по безопасности труда. – М.: Госкомитт СССР по стандартам, 1984 – 296 с.
34. Гигиенические требования к микроклимату производственных помещений. Санитарные правила и нормы СнПИН 2.2.4.548 – 96. Утверждено постановлением Госкомсанэпидемнадзора России от 1 октября 1996 г. №21.
35. Правила устройства электроустановок (ПУЭ). Утверждены приказом Министерства энергетики Российской Федерации № 204 от 08.07.2002 г.
36. Безопасность жизнедеятельности. Учебник для вузов. С.В. Белов, А.В. Ильницкая, А.Ф. Козьяков и др.; Под общей редакцией С.В. Белова. 2-е изд., испр. и доп. – М.: Высш. шк., 1999.-448с.
ПРИЛОЖЕНИЯ
РРЕФЕРАТ
Шорина Е. Д. Разработать технологический процесс упрочнения кулачка главного вала с использованием лазерного излучения: Дипломный проект Димитровградский институт технологии управления и дизайна. № 1707.06.04. Димитровград, 2004 – 116с.: 14 ил. + 7 черт.
Лазер, закалка, карбюризатор, кулачок главного вала, износостойкость, упрочнение, борирование, поток, такт.
В процессе выполнения дипломного проекта проведено описание методов упрочнения. Выбран способ и технология упрочнения кулачка. Проведено испытание на износ материала. Произведён выбор оборудования, режущего и мерительного инструмента, разработан технологический процесс. Рассчитана эффективность изготовления данной детали. Разработали ряд мероприятий по предотвращению несчастных случаев, даны рекомендации по правильному использованию и организации производства.
Сделаны выводы и рекомендации по упрочнению кулачка с использованием лазерного излучения.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 6
1. МЕТОДЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ.. 8
1.1. Термическая обработка 8
1.1.1. Химико-термическая обработка. 8
1.1.2. Борирование. 9
1.1.3. Плазменная обработка. 11
1.1.4 Лазерная обработка. 12
1.2 Лазерная установка 14
1.3. Термическая обработка материалов лазерным излучением. 16
1.4. Физические основы упрочнения лазерным излучением. 17
1.5. Воздействие непрерывного лазерного излучения на сплавы на основе железа 19
1.6. Упрочнение кулачка главного вала 24
2. КОНСТРУКТОРСКАЯ ЧАСТЬ. 28
2.1. Назначение узла «вал главный» автомата хладновысадочного 28
2.2. Выбор способа упрочнения кулачка главного вала 29
2.3. Приспособление для упрочнения 34
2.4. Технология упрочнения 45
3. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ. 47
3.1. Лазерная обработка на CO2 - лазере 47
3.2. Испытание материала на износ 47
3.3 Исследование износостойкости покрытия 49
4. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. 51
Введение 51
4.1. Анализ технологичности конструкции детали «Кулачёк» 51
4.2. Выбор оборудования, режущего, вспомогательного и мерительного инструментов 58
4.3. Расчёт режимов резания 60
4.4. Нормирование технологического процесса 66
4.5. Расчёт специального калибра-пробки для контроля отверстия Æ60Н7 +0,030 68
5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ. 72
Введение 72
5.1. Расчет параметров потока 72
5.2. Расчет себестоимости изготовления детали 80
5.3. Технико-экономические показатели потока 85
Вывод 87
6. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ.. 88
Введение 88
6.1. Общие вопросы безопасности труда 89
6.2.Мероприятия по обеспечению нормальных санитарно-технических условий 95
6.3. Мероприятия по предотвращению несчастны случаев, обеспечению безопасности эксплуатируемого оборудования и транспортных средств 103
Вывод 109
ЗАКЛЮЧЕНИЕ. 110
ЛИТЕРАТУРА.. 111
ПРИЛОЖЕНИЯ.. 115
ВВЕДЕНИЕ
Обработка материала сфокусированным излучением лазера является научным и техническим направлением технологии машиностроения и других областей промышленности, появившимся после 1960 года, когда были созданы мощные импульсные генераторы монохроматического излучения.
Лазерная обработка материалов не является ещё установившимся и законченным разделом теории и практики обработки материалов концентрированными потоками энергии. Однако в разработке теоретических основ процессов воздействия мощных световых потоков на материалы и в практических применениях указанных процессов достигнуты значительные успехи.
Применение различных типов лазеров во многих областях машино – и приборостроения и правильная их эксплуатация не возможны без чёткого представления о принципах работы оптических квантовых генераторов и об основных физических явлениях, в них происходящих.
Преимущества и перспективность использования лазеров в машиностроении определяются не только прогресса в области собственно лазерной техники, но и умелым, научно обоснованным выбором оптимальных для каждого конкретного применения режимов работы лазера и параметров его излучения.
Промышленная обработка материалов стала одной из областей наиболее широкого использования лазеров, особенно после появления лазеров высокой мощности. Лазерный луч применяется для резания и сверления отверстий, сваривания материалов и термообработки, обработки тонких металлических и неметаллических плёнок, получения на них рисунков и микросхем. Доводка номиналов пассивных элементов микросхем и методы получения на них активных элементов с помощью лазерного луча получили дальнейшее развитие и применяются в производственных условиях. При чём лазерная обработка материалов позволяет повысить эффективность и конкурентоспособность по сравнению с другими обработками.
МЕТОДЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ
Термическая обработка
Поверхностным упрочнением называется упрочнение поверхностного слоя детали за счёт изменения его химического состояния или структуры.
Для получения стали с наибольшей прочностью и твёрдостью необходима термическая обработка – закалка. Термообработка – это совокупность операций технологии теплового воздействия на материал с целью изменения его структуры и потребительских свойств в нужном направлении. Упрочнение поверхности может быть достигнуто: химико-термической, плазменной, лазерной обработкой и др.
Дата: 2019-05-29, просмотров: 371.