Ковши с жидким алюминием-сырцом подаются к миксеру и наклоном ковша переливают в него металл. После его наполнения, для усреднения химического состава и температуры, в миксере по всему объему осуществляется перемешивание расплава с помощью мульдозавалочной машины или МГД-оборудования. После 10-минутного перемешивания металла отстаивается 15 минут. С поверхности снимают шлак и сразу отбирают пробу на экспресс-анализ химического состава расплава. После получения положительного результата по составу, металл по системам металлоподвода направляется в приемную чашу литейной машины.
В то время, как из одного миксера происходит слив металла в литейную машину, на другом миксере осуществляется процесс подготовки расплава аналогично описанному выше.
Перерабатывают жидкий алюминий несколькими методами.
1) Производство малогабаритной чушки (15 кг) из алюминия осуществляется на комплексах, состоящих из электрических миксеров и автоматизированных установок. На них чушку отливают в изложницы, клеймят, штабелируют (пакетируют) на поддонах, разбраковывают, обвязывают катанкой и направляют на склад готовой продукции.
2) Полунепрерывное литьё слитков. Литейная машина расположена вблизи миксера и имеет несколько кристаллизаторов по форме слитка, но без дна. Внизу кристаллизатор имеет поддон, который при литье опускается с определенной скоростью. Снаружи стороны кристаллизатора охлаждаются водой. Алюминий заливается в кристаллизатор, и при движении поддона вниз со скоростью, равной скорости литья, в кристаллизаторе формируется слиток. Кристаллизаторы изготавливают из меди или алюминиевых сплавов, перед работой смазывают специальным маслом для скольжения слитка. На таких машинах можно отливать одновременно до 16 слитков длиной до 10 м. Скорость литья зависит от сечения слитков. Температура металла 690—710 °С. По окончании отливки желоб и литейную чашу убирают и слитки поднимают из колодца.
3) Непрерывное литьё и прокатка (НЛП). Наиболее распространенный вид непрерывного литья и прокатки - получение проволочной заготовки (катанки) непосредственно из жидкого алюминия (рис. 1). Установка для производства катанки состоит из литейной машины, прокатного стана и сматывающего устройства. Кристаллизатор - вертикальное медное колесо большого диаметра со стальной лентой, плотно прижатой к ободу. В полость между ободом и лентой поступает жидкий алюминий при 710-715 °С. Колесо вращается со скоростью 4 об/мин и охлаждается водой. Алюминий затвердевает в виде ленты по форме обода и сходит в виде горячей заготовки с температурой 450 °С.
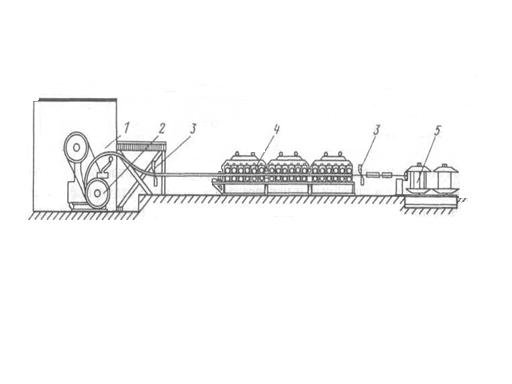
Литейно-прокатный агрегат алюминиевой катанки:
1 - миксер; 2 - роторная машина; 3 - летучие ножницы; 4 - непрерывный прокатный стан; 5 - моталки
Далее заготовка поступает в прокатный многоклетьевой стан, где её сечение от клети к клети уменьшается. На установке можно получать катанку диаметром от 7 до 22 мм. Готовая катанка непрерывно сматывается в бухты.
4) Бесслитковая прокатка (БП). Металл заливается в валковый кристаллизатор, затвердевает и обжимается водоохлаждаемыми валками. Так работают машины для производства рулонной заготовки, позволяющие получить лист толщиной 6—8 мм и шириной до 1500 мм.
Методы НЛП и БП исключают плавку алюминия, а все отходы металла сразу идут на переплавку в миксерах или электролизёрах, что дает значительную экономию алюминия, электроэнергии и трудозатрат.
Наиболее выгодной продукцией литейного отделения являются сплавы на основе алюминия: силумины (литейные) и малолегированные деформируемые сплавы с лигатурой Al-В или Al-Ti-B. Для приготовления лигатур применяют тигельные индукционные печи. Литейные сплавы выпускаются в виде слитков и чушек, а деформируемые – только в виде слитков: плоских (для проката) и цилиндрических (для прессования или механической обработки).
Продукция литейного отделения отправляется на склад готовой продукции, который обычно служит продолжением литейного отделения, и к нему подведены железнодорожные подъездные пути.
На КрАЗе три литейных отделения непрерывно перерабатывают алюминий из 24 корпусов, включая корпус АВЧ, и выпускают
- мелкогабаритную чушку из алюминия (АТЧ, АВЧ) и алюминиевых литейных сплавов;
- Т-образная чушка из алюминия (АТЧ, АВЧ) и алюминиевых литейных сплавов (литая, резанная)
- слитки плоские из алюминиевых деформируемых сплавов (АТЧ).
Дата: 2019-05-28, просмотров: 529.