Деталь зубчатое колесо является жесткой деталью, отношение длины к наибольшему диаметру не превышает 5. При обработке детали (операции 006 и 030), до термической обработки, базирование осуществляется в трехкулачковом самоцентрирующем патроне, после термообработки в трехкулачковом патроне по сырым кулачкам. Соблюдается принцип единства баз при обработке детали.
К детали предъявляются высокие требования по точности и качеству обработанной поверхности. При обработке зубчатого венца требуется обеспечить шероховатость поверхности эвольвенты не ниже Ra 1,25. Точность обработки внешней поверхности ступицы должна соответствовать 6-му квалитету и шероховатости Ra 1,25, а внутренняя поверхность 7-му квалитету и шероховатости Ra 0,4. В конструкции детали предъявляются требования к форме и взаимному расположению поверхностей.
От качества выполнения зубчатого колеса во многом зависят эксплуатационные характеристики узла, такие как надежность, долговечность, а также вибрационные и шумовые характеристики. Зубчатые колеса работают при высоких окружных скоростях и контактных напряжениях. Это приводит к увеличению динамических нагрузок.
Основными причинами выхода из строя зубчатых колес являются высокие контактные напряжения в зоне зубчатого зацепления, смятие торцов зубьев перемещающимися шестернями, снижение усталостной прочности. Поэтому зубчатый венец колеса подвергают химико-термической обработки.
Деталь технологична с точки зрения правильности взаимного расположения поверхностей.
1.3 Определение припусков на механическую обработку и размеров заготовки
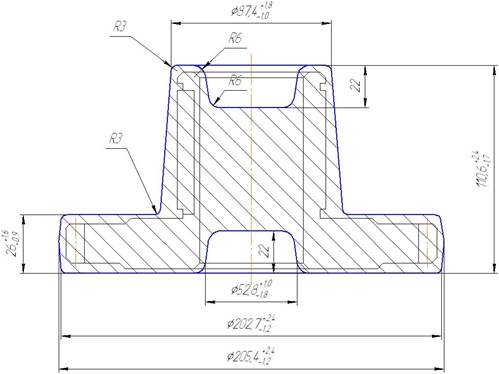
Рис. 1. Заготовка
Определяем ориентировочную расчетную массу штамповки
 ;
;
где GД - масса детали, кг;
Кр - расчетный весовой коэффициент, зависящий от типа детали, для зубчатых колес Кр=1,5...1,8.


Определяем группу стали.
Для стали 45Х принимаем группу стали: М2.
Определяем степень сложности заготовки: принимаем - СЗ. Определяем класс точности заготовки: принимаем - Т2.
Определяем исходный индекс заготовки: принимаем - 14. Определяем основные припуски на механическую обработку (табл.1).
Таблица1.
| Размер | Шероховатость | Основной припуск, мм |
| Диаметр 200 мм | Rz 20 | 2,5 |
| Диаметр 85 мм | Ra 0,8 | 2,2 |
| Диаметр 55 мм | Ra 0,4 | 2,0 |
| Ширина 24 мм | Ra 2,5 | 1,8 |
| Ширина 102 мм | Rz40 | 2,3 |
Конфигурацию поверхности разъёма штампа принимаем плоскую. Определяем дополнительные припуски:
• смещение штампа: где zдоп1=0,2 мм;
• отклонение от плоскостности: zдоп1=0,2 мм.
Определяем общий припуск: z общ = zo + z доп.
1. 200+(2,5+0,2)=202,7 мм.
2. 85+(2,2+0,2)=87,4 мм.
3. 55-(2,0+0,2)=52,8 мм.
4.24+(1,8+0,2)=26мм.
5. 102+2(2,3+0,2)=110,6мм.
Определяем допускаемые отклонения на размеры заготовки
1. 
2. 
3. 
4. 
5. 
Определяем допускаемые отклонения:
• смещение штампа 0,6 мм;
• отклонение от плоскостности 0,6 мм;
• высота заусенца 7 мм.
Принимаем штамповочные уклоны:
• на наружной поверхности 5°;
• на внутренней поверхности 7°.
Принимаем радиусы закругления:
•на наружной поверхности 3 мм;
•на внутренней поверхности 6 мм.
Расчет режимов резания
Дата: 2019-05-28, просмотров: 398.