Разноширинность полос, прокатываемых на непрерывных широкополосных станах, является одним из показателей стабильности режимов прокатки и, кроме того, существенно влияет на коэффициент выхода годного, определяя расход металла на обрезь.
Изменение ширины, как по длине подката чистовой группы, так и от полосы к полосе определяется степенью стабильности температуры полос в черновой группе стана. Разноширинность полос в непрерывной группе формируется в зависимости от разноширинности подката, колебаний температуры и межклетевых натяжений [4].
Исследования проводили на стане 2000 горячей прокатки. Чтобы выявить влияние условий прокатки на разноширинность, осциллографировали следующие параметры: температуру полосы на входе и выходе из чистовой группы, скорости прокатки в клетях и, с помощью оптико-механического шириномера конструкции ВНИИметмаша ширину в черновой группе клетей и на выходе непрерывной группы.
На рис. 1.2 и 1.3 представлены типовые осциллограммы изменения ширины и температуры прокатываемых полос. Анализ осциллограмм показывает, что характерным является наличие уширенных по сравнению с основной длиной головной и хвостовой частей полосы, так как их прокатывали в межклетевых промежутках.
На рис. 1.2 дана осциллограмма изменения ширины при прокатке стали Ст3сп сечением 1,5х 1250 мм. Клин ширины по длине полосы обусловлен температурой. Утяжка ширины в основном объясняется ползучестью в межклетевых промежутках. Основная утяжка приходится на первые клети, где температура полосы и время прохождения межклетевого промежутка наибольшие. Значительный температурный клин в первых клетях приводит к разной утяжке по длине полосы. Кроме того, постоянное падение температуры при нерегулируемом натяжении приводит к изменению режима натяжения.
| |
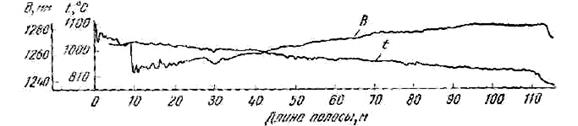
Рис. 1.2. Изменения ширины на выходе стана и температуры полосы за первой клетью непрерывной группы (сталь Ст3сп, сортамент 1,5x1250 мм)
На рис. 1.3 представлены осциллограммы ширины и температуры полосы 6x1500 мм из стали Ст3кп. На кривой температуры ясно выражены семь глиссажных меток. Наличие недостаточно прогретых участков по длине полосы обусловлено тем, что при прокатке толстых профилей увеличивается производительность стана, что снижает время выдержки сляба в томильной зоне печи.
| |
Рис. 1.3. Изменение ширины на выходе стана и температуры полосы за первой клетью непрерывной группы (сталь СтЗкп, сортамент 6Х 1500 мм)
Колебания ширины в определенной мере повторяют колебания температуры полосы. При оценке разноширинности рассматривали колебания средней ширины от полосы к полосе и колебания ширины по длине полос.
Для подката чистовой группы получены статистические оценки колебания средней ширины от полосы к полосе для широкого сортамента углеродистых сталей. Одновременно исследовали статистическую зависимость ширины от колебания средней температуры полос. В табл. 34 приведены оценки дисперсии ширины полос.
Таблица 1.12 - Оценки дисперсии ширины полос
| Сортамент, мм | Математическое ожидание ширины, мм | Дисперсия, мм2 | Средне- квадратичное отклонение, мм |
| 1,2X1250 | 1298 | 244 | 15,6 |
| 1,5X1250 | 1299 | 200 | 14,1 |
| 3,0X1250 | 1298 | 239 | 15,4 |
| 4,0X1600 | 1693 | 22 | 4,7 |
| 6,0X1500 | 1567 | 121 | 11,0 |
| 6,0X1800 | 1860 | 316 | 17,8 |
| 8,0X1690 | 1751 | 80 | 9,0 |
| 10,0X1500 | 1559 | 160 | 12,7 |
Коэффициент взаимной корреляции между температурой и шириной для колебаний средних значений от полосы к полосе составил 0,2. Это говорит о слабой зависимости ширины отдельных полос от колебаний температуры. В то же время исследования продольной разноширинности показали существенную ее зависимость от колебаний температуры по длине полосы. Для черновой группы клетей коэффициент взаимной корреляции между разноширинностью и колебаниями температуры по длине раската составил 0,7.
В чистовой группе этот же коэффициент для температуры в первой клети и ширины на выходе стана составил 0,65. Зависимость ширины от температуры в последней клети значительно меньше, коэффициент взаимной корреляции равен 0,4. Если учесть что температура на выходе стана коррелирует с температурой подката, то, очевидно, истинная зависимость разноширинности полос от температуры конца прокатки еще слабее.
Анализ коэффициентов взаимной корреляции позволяет сделать вывод о том, что формирование разноширинности в непрерывной группе происходит в ее первых клетях и в черновой группе.
Дата: 2019-05-28, просмотров: 384.