Отбеливание Необходимость в отбеливании поверхности древесины возникает, если на ней есть пятна, вызванные естественной окраской древесины или пробитием клея, а также, если надо получить особо светлую поверхность. Для отбеливания пользуются 5-6 %-ним раствором щавелевой кислоты, или 15 %-ньш раствором перекиси водорода с добавлением х нему 2 % нашатырного cmipra. Отбеливающие растворы наносят на обрабатиаае-мую поверхность щетками. После выдержки в течение нескольких минут поверхность промывают теплой водой. В случае использования хвойных пород древесины под прозрачную отделку необходимо проводить ее обессмоливание
Обсесмолнвание. эта операция применяется очень редко. Необходимость и обессыолквапии иозннкл-т при отделке древесины хвойных пород, на поверхности которой образуются значительные скопления природной смолы, снижающей адгезию лакокрасочных материалов и способность их отвер-ждаться. Обессмоливание достигастея растворением н смыванием смолы с поверхности древесины. Применяемые для обессм-я Продукты и составы по их действию можно разделить на растворяющие и омыляющие.
К растворяющим относятся: ацетон, спирт, бензин, четыреххлористый углерод и другие органические растворители, хорошо растворяющие живицу и еловую серку. Однако высокая стоимость, огнеопасность и токсичность растворителей ограничивают их применение, поэтому чаще для обессыоливания пользуются омыляющими средствами, в основном углекислым натрием, углекислым калием и едким натрием (NaOH). Дня обессмоливаиия поверхность древесины натирают горячим 5-6 %-ным водным раствором едкого литра. Омыленную горячей щелочью смолу смывают затем теплой водой.
При прозрачной отделке древесины хвойных пород такой способ обессмол можно применять лишь в случае окрашивания поверхности в темные тона т.к. под воздействием щелочи древесина темнеет. В остальных случаях при прозрачной отделке при обессмоливании используют растворяющие составы.
76. Автоматическое окрашивание древесины. Сущность способа, виды применяемого оборудования, достоинства и недостатки. Автоматическое распыление ЛКМ позволяет увеличивать производительность и качество работы. Сущность процесса автоматической окраски состоит в том, что изделия, размещенные на конвейере, проходят зону распыления, где установлены автоматические краскораспылители с дистанционным управлением, наносящие ЛКМ на поверхность изделий без участия человека. Продукт в распылители подается насосами. К недостаткам автоматического распыления ЛКМ можно отнести большие по сравнению с ручной окраской затраты на оборудование, более высокие требования к квалификации обслуживающего персонала.

Совмещенная сушильная и окрасочная камера
Автоматическая установка распыления может быть смонтирована одним из двух способов:
посредством перемещения каретки, на которой может быть закреплено несколько распылителей (окрашиваемые детали неподвижны или перемещаются);
автоматические распылители (один или несколько) устанавливаются неподвижно (в этом случае окрашиваемые детали перемещаются относительно пистолетов).
Если происходит движение распылителей, то оно может осуществляться по круговой или эллипсовидной траектории, либо линейно. В некоторых случаях оба типа перемещения могут совмещаться. Общая схема установки автоматического распыления представлена на рис. 4.29 и 4.30.
 Нанесение ЛКМ происходит следующим образом. Деталь, перемещаясь по конвейеру, прежде чем попадет в распылительную кабину, проходит через фотоэлектрическую линейку, фиксирующую местоположение детали на конвейере и ее габаритные размеры. Полученные данные поступают в центральный блок управления установки, откуда затем дается сигнал на подачу ЛКМ в распылители в момент прохождения детали над качающейся кареткой.
Нанесение ЛКМ происходит следующим образом. Деталь, перемещаясь по конвейеру, прежде чем попадет в распылительную кабину, проходит через фотоэлектрическую линейку, фиксирующую местоположение детали на конвейере и ее габаритные размеры. Полученные данные поступают в центральный блок управления установки, откуда затем дается сигнал на подачу ЛКМ в распылители в момент прохождения детали над качающейся кареткой.
Рис. 4.29. Установка автоматического распыления

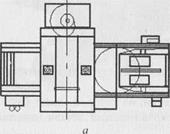
Рис. 4.30. Темплеты установки автоматического распыления: а - производитель Venjakob модель HSG-K.-1300; б- производитель Cefla модель Easy-2000
Принцип действия таких установок состоит в том, что на отделываемые детали, перемещаемые ленточным конвейером, с помощью устройств для распыления, движущихся поперек него, производится нанесение красителя, фунта или лаков. Такая установка обычно включает станину, приводной ленточный транспортер, расположенную над ним систему определения положения отделываемых деталей, систему очистки транспортера, полностью закрытую зону распыления с вмонтированной внутри нее системой подачи отделочных материалов и фильтровентиляционной установкой для удаления лакового тумана, образующегося в процессе отделки.
Система подачи лака может иметь несколько независимых контуров, что позволяет немедленно включать в работу другие группы пистолетов, распыляющих материал, который необходим для данного вида отделки, что исключает время на остановки для промывки систем и замены отделочного материала. ЛКМ, попавший на поверхность транспортера, после выхода деталей из зоны распыления и их снятия с ленты удаляется с нее, фильтруется и после может снова вводиться в систему лакоподачи. Рабочая поверхность ленты дополнительно очищается и промывается растворителем для окончательного удаления остатков ЛКМ, что исключает впоследствии загрязнение нижней поверхности уложенных на нее деталей (рис. 4.31).
Технические характеристики установок автоматического распыления представлены в табл. 4.4.
Таблица 4.4
Технические характеристики установок автоматического распыления
| Показатель | HGS-K-1300 (фирма Venjakob) | Easy-2000 (фирма Cefla) |
| Размеры обрабатываемых дета | ||
| лей, мм: | ||
| - длина | 300-2000 | 300-2600 |
| - ширина | 600-1300 | 100-1300 |
| - толщина | 10-50 | 10-50 |
| Скорость подачи, м/мин | 3-8 | 3-10 |
| Установленная мощность, кВт | 15 | 16 |
| Габаритные размеры, мм | 6700x4440x2550 | 6200x5200x2050 |
77. Определение адгезии лакокрасочных покрытий с древесиной
Адгезия – это прочность сцепления лакокрасочного покрытия с поверхностью изделия. Прочность сцепления покрытия с поверхностью изделия зависит от ряда факторов: свойств отделочных материалов, силы внутреннего сцепления покрытия и древесины, толщины покрытия и др. Различные отделочные материалы имеют различную способность к сцеплению. Например, водорастворимые клеи и масляные составы имеют между собой слабую адгезию, поэтому масляные составы на таком клеевом грунте будут быстро слущи-ваться. Воск и масло также имеют между собой слабую адгезию.
Наиболее высокой адгезией отличаются однородные составы, например, масляный грунт и масляный лак.
Величину адгезии лакокрасочных покрытий определяют прибором, называемым адгезиметром.
ГОСТ 27325-87 Детали и изделия из древесины и древесных материалов. Метод определения адгезии лакокрасочных покрытий
Настоящий стандарт устанавливает метод определения адгезии лакокрасочных покрытий на древесине и древесных материалах в процессе изготовления (режим 1) и эксплуатации (режим 2) деталей и изделий. Сущность метода заключается в отрыве участка покрытия от подложки в перпендикулярном к ней направлении и определении необходимого для этого усилия
Дата: 2019-03-05, просмотров: 339.