Здесь необходимо осветить вопросы: какие опасные и вредные факторы возникают для работающих на производстве и какие организованы мероприятия по снижению их воздействия. Безопасность труда работающих при сборке и сварке обеспечивается при проработке следующих вопросов:
- электробезопасность;
- защита от поражений электродугового излучения, от ожогов, причиняемых
- каплями расплавленного металла и шлака, от ушибов и порезов;
- защита от отравления вредными газами и испарениями;
- требования к применению средств индивидуальной защиты работающих;
- виды инструктажей по технике безопасности и др.
По этим и другим вопросам необходимо предоставить информацию о снижении воздействия опасных физических, химических и психофизиологических факторов. В соответствии с требованиями ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности» и ГОСТ 12.3.036-84 «Газопламенная обработка металлов. Требования безопасности», к физическим факторам относят:
- движущиеся машины и механизмы, передвигающиеся изделия, заготовки и материалы;
- повышенная запыленность и загазованность воздуха рабочей зоны;
- повышенная температура поверхностей оборудования, материалов;
- повышенная температура воздуха рабочей зоны;
- повышенный уровень шума на рабочем месте;
- опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
- повышенный уровень электромагнитных излучений;
- повышенная яркость света;
- повышенный уровень ультрафиолетовой радиации;
- повышенный уровень инфракрасной радиации;
К химическим факторам относят сварочные аэрозоли.
К психофизиологическим факторам относят:
- физические перегрузки;
- нервно-психические перегрузки.
3.2 Безопасность работы сборочно-сварочного участка (цеха)
Здесь необходимо осветить вопросы безопасной работы производственного участка (цеха) и обеспечение экологичности проекта. Для своего проекта нужно указать:
- требования безопасности на рабочем месте (перед началом работы, во время работы, по окончанию работы);
- санитарные правила при сварке, наплавке и резке;
- требования к технологическим процессам в цехе;
- требования к производственным помещениям;
- требования к размещению производственного оборудования и организации рабочих мест;
- требования к исходным материалам, заготовкам, их хранению и транспортированию;
- требования к персоналу, допускаемому к выполнению сварочных работ;
- экологическая ситуация на производстве:
· уровень предельно допустимой концентрации вредных веществ (ПДК) в воздухе при сварке;
· параметры микроклимата на рабочем месте по санитарным нормам;
· уровни опасных и вредных производственных факторов (шума, локальной и общей вибрации);
· предельно допустимые уровни электрических полей токов промышленной частоты, магнитных полей, напряжений и токов, защитного заземления и зануления, электромагнитных полей радиочастот, ионизирующего излучения и радиационной безопасности;
· цвета сигнальные и знаки безопасности.
Чрезвычайные ситуации при сварочном производстве
Здесь необходимо осветить вопросы о возникновении возможных чрезвычайных ситуаций в проекте и оценке их поражающих факторов, а также вопрос о мерах по уменьшению последствий чрезвычайных ситуаций. Для своего проекта нужно указать:
- требования безопасности в аварийных ситуациях на производственном участке;
- требования при сварке в закрытых помещениях, емкостях и сосудах;
-
- правила пожарной безопасности при проведении сварочных и других огневых работ, и мероприятия по их соблюдению;
- оформление наряда — допуска на проведение огневых работ;
- первая помощь при различных несчастных случаях.
ЗАКЛЮЧЕНИЕ
В заключении дипломник должен сделать окончательные выводы о проделанной работе на протяжении всего дипломного проекта. Какие задачи и в каком объеме были решены в ходе дипломной работы. Удалось ли представить технико-экономическое обоснование или нет. Нужно представить анализ полученных технико-экономических показателей в проекте, с показателями базового варианта изготовления конструкции на предприятии по данным таблицы 4.6 настоящих методических указаний. Например, насколько снизилась себестоимость конструкции в проектном варианте по сравнению с базовой.
По результатам расчетов делается вывод о целесообразности и реальности дипломного проекта и перспективы дальнейшего развития работ в области проектных предложений.
ИСПОЛЬЗУЕМЫЕ ИСТОЧНИКИ
Список используемых источников должен содержать только ту литературу, нормативную документацию, интернет ресурсы которые непосредственно использовались обучающимся при разработке вопросов в ходе выполнения ПЭР.
ПРИЛОЖЕНИЕ
В приложении к пояснительной записке должны помещаться материалы вспомогательного характера, которые при включении их в основную часть текста загромождают его.
К таким материалам могут быть отнесены спецификации к сборочным чертежам, таблицы справочного и вспомогательного характера, копии заводских документов, иллюстрации вспомогательного характера, маршрутные карты технологического процесса и т. п.
ИСПОЛЬЗУЕМЫЕ ИСТОЧНИКИ
| Основные источники - 1 печатное (электронное) издание на 1обучающегося Печатные издания: - Банов М.Д. Технология и оборудование контактной сварки: учебник для студ. СПО. – М.: ИЦ «Академия», 2013 (15), 2009 (15) - Банов М.Д. Специальные способы сварки и резки: учеб. пособие для студ. СПО. – М.: ИЦ «Академия», 2009 (1) - Виноградов В.С. Электрическая дуговая сварка: учебник для НПО. – М.: ИЦ «Академия», 2010 (21), 2010 (19) - Галушкина В.Н. Технология производства сварных конструкций: учебник для НПО. – М.: ИЦ «Академия», 2013 (11), 2010 (27) - Гуськова Л.Н. Газосварщик: Рабочая тетрадь: учеб. пособие для НПО. – М.: ИЦ «Академия», 2009 (2) - Казаков Ю.В. Сварка и резка материалов: учеб. пособие для НПО. – М.: ИЦ «Академия», 2010 (28) - Кузнецов В.А Технологические процессы в машиностроении: учебник для студ. СПО. – М.: ИЦ «Академия», 2009 (2) - Лялякин В.П. Частично механизированная сварка (наплавка) плавлением. – М.: ИЦ «Академия», 2017 (12) - Маслов Б.Г. Производство сварных конструкций: учебник для студ. СПО. – М.: ИЦ «Академия», 2015 (15), 2010 (20) - Маслов В.И. Сварочные работы: учеб. пособие для НПО. – М.: ИЦ «Академия», 2009 (21) - Милютин В.С. Источники питания и оборудование для электрической сварки плавлением: учебник для студ. СПО. – М.: ИЦ «Академия», 2016 (15), 2010 (2) - Овчинников В.В. Дефектация сварных швов и контроль качества сварных соединений: учебник для студ. СПО. – М.: ИЦ «Академия», 2015 (15) - Овчинников В.В. Газовая сварка (наплавка) (1-е изд.) 2017 (12) - Овчинников В.В. Газосварщик: учеб. пособие для НПО. – М.: ИЦ «Академия», 2012 (15), 2010 (20) - Овчинников В.В. Дефекты сварных соединений: учеб. пособ. для НПО. – М.: ИЦ «Академия», 2012 (30) - Овчинников В.В. Контроль качества сварных соединений: учебник для студ. СПО. – М.: ИЦ «Академия», 2013 (15), 2009 (20) - Овчинников В.В. Контроль качества сварных соединений: Практикум: учеб. пособ. для студ. СПО. – М.: ИЦ «Академия», 2012 (15), 2009 (20) - Овчинников В.В. Оборудование, механизация и автоматизация сварочных процессов: учебник для студ. СПО. – М.: ИЦ «Академия», 2013 (30), 2010 (2) - Овчинников В.В. Оборудование, механизация и автоматизация сварочных процессов: Практикум: учеб. пособ. для студ. СПО. – М.: ИЦ «Академия», 2013 (15), 2010 (20) |
| - Овчинников В.В. Основы технологии сварки и сварочное оборудование (1-е изд.) 2017 (12) - Овчинников В.В. Подготовительные и сборочные операции перед сваркой (1-е изд.) 2017 (12) - Овчинников В.В. Подготовительно-сварочные работы: учебник для студ. СПО. – М.: ИЦ «Академия», 2015 (25) - Овчинников В.В. Расчет и проектирование сварных конструкций: учебник для студ. СПО. – М.: ИЦ «Академия», 2015 (15), 2010 (20) - Овчинников В.В. Расчет и проектирование сварных конструкций: Практикум и курсовое проектирование: учеб. пособие для НПО. – М.: ИЦ «Академия», 2010 (20) - Овчинников В.В. Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (1-е изд.) 2017 (12) - Овчинников В.В. Сварщик на машинах контактной (прессовой) сварки: учеб. пособ. для НПО. – М.: ИЦ «Академия», 2010 (16) - Овчинников В.В. Современные виды сварки: учеб. пособ, для НПО. – М.: ИЦ «Академия», 2013 (30) - Овчинников В.В. Технология газовой сварки и резки металлов: учебник для НПО. – М.: ИЦ «Академия», 2010 (30) - Овчинников В.В. Технология и оборудование контактной сварки: Лабораторно-практич. Работы: учеб. пособие для СПО. – М.: ИЦ «Академия», 2010 (19) - Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: Рабочая тетрадь: учеб. пособие для НПО. – М.: ИЦ «Академия», 2012 (15), 2010 (30) - Овчинников В.В. Технология электросварочных и газосварочных работ: учебник для НПО. – М.: ИЦ «Академия», 2010 (26) - Овчинников В.В Технология электросварочных и газосварочных работ: Рабочая тетрадь: учеб. пособие для НПО. – М.: ИЦ «Академия», 2012 (15) - Овчинников В.В. Электросварщик на автоматических и полуавтоматических машинах: учеб. пособие для НПО. – М.: ИЦ «Академия», 2012 (15), - Овчинников В.В. Электросварщик ручной сварки (дуговая сварка в защитных газах): учеб. пособие для НПО. – М.: ИЦ «Академия», 2011 (13) - Овчинников В.В. Электросварщик ручной сварки (сварка покрытыми электродами): учеб. пособие для НПО. – М.: ИЦ «Академия», 2010 (15) |
Технические условия на изготовление, СНИП, ВСН, РТМ, РД и др.
Госты на сварные швы: ГОСТ 5264-80; ГОСТ 14771-76; ГОСТ 16037-80.
Госты на прокат: ГОСТ 19903-74; ГОСТ 19904-90; ГОСТ 8509-86; ГОСТ 8240-89.
ГОСТЫ на оформление ГОСТ 3.1107-81; ГОСТ 3,1705-81; ГОСТ 3242-70; ГОСТ 3.1703-79; ГОСТ 2.312-72; ГОСТ 3.1104-81; ГОСТ 2.105-79 и др.
СТП организации ГАПОУ ТО «ТКТТС»
ПРИЛОЖЕНИЕ А
(справочное)
Таблица 2.13.1
Подготовительно-заключительное время на сборку металлоконструкций под сварку
| Элементы работы | Количество деталей в собираемом узле | ||
| До 15 | 16 - 40 | Свыше 40 | |
| Время на задание в минутах | |||
| Получение производственного задания, указаний, инструктажа | 1.5 | 1.5 | 1.5 |
| Ознакомление с работой (с чертежами, технической документацией) | 3,0 | 5.0 | 10.0 |
| Получение и сдача инструмента, приспособлений | 3.5 | 3.5 | 3.5 |
| Сдача работы (оформление наряда, задания) | 2.0 | 2.0 | 2.0 |
| ВСЕГО | 10.0 | 12.0 | 17.0 |
Таблица 2.13.2
Время на установку первой детали (узла) при сборке металлоконструкций под сварку
| Содержание работы: 1. Подать деталь (узел) к месту сборки, проверить; 2. Установить деталь(узел) под сварку. | |||||||||||
| Вес детали (узла) в кг., до | |||||||||||
| 5 | 10 | 20 | 30 | 50 | 100 | 200 | 300 | 500 | 1000 | 3000 | 5000 |
| Время на деталь (узел) в минутах | |||||||||||
| 0,25 | 0,30 | 0,40 | 0,50 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,0 | 7,0 | 9,0 |
Таблица 2.13.3
Время на установку деталей (узлов) при сборке металлоконструкции под сварку
|
Вид сборки | Длина сопрягаемых кромок, в м. | Вес детали (узла) в кг, до | ||||||||||||||||||||||
| 2 | 5 | 10 | 20 | 30 | 50 | 100 | 250 | 500 | 1000 | 3000 | 5000 | |||||||||||||
| Время в минутах | ||||||||||||||||||||||||
| По разметке простым наложением без подгонки и выверки
| До 0,5 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 3,7 | 4,3 | 5,0 | - | - | - | - | |||||||||||
| 0,6 – 1,0 | 0,5 | 0,7 | 0,9 | 1,1 | 1,3 | 4,0 | 4,6 | 5,4 | 6,2 | 7,5 | - | - | ||||||||||||
| 1,1 – 2,5 | - | 0,9 | 1,1 | 1,4 | 1,7 | 4,6 | 5,5 | 6,7 | 7,6 | 9,0 | 11,2 | 15,0 | ||||||||||||
| Свыше 2,5 (на каждый метр) | - | 0,13 | 0,17 | 0,2 | 0,27 | 0,4 | 0,6 | 0,9 | 1,1 | 1,2 | 1,5 | 1,8 | ||||||||||||
| По разметке с подгонкой и выверкой в 2-х плоскостях | До 0,5 | 0,7 | 1,0 | 1,2 | 1,5 | 1,9 | 4,7 | 5,5 | 6,6 | - | - | - | - | |||||||||||
| 0,6 – 1,0 | 0,9 | 1,2 | 1,4 | 1,9 | 2,2 | 4,9 | 6,0 | 7,2 | 8,1 | 9,3 | - | - | ||||||||||||
| 1,1 – 2,5 | - | 1,5 | 1,9 | 2,4 | 2,9 | 6,0 | 7,4 | 9,1 | 10,4 | 12,0 | 15,6 | 20,0 | ||||||||||||
| Свыше 2,5 (на каждый метр) | - | 0,2 | 0,3 | 0,4 | 0,5 | 0,7 | 0,95 | 1,3 | 1,6 | 1,8 | 2,0 | 2,3 | ||||||||||||
| По упору фиксатору без подгонки и выверки | До 0,5 | 0,35 | 0,5 | 0,7 | 0,9 | 1,0 | 3,5 | 4,0 | 4,5 | - | - | - | - | |||||||||||
| 0,6 – 1,0 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 3,8 | 4,4 | 5,0 | 5,7 | 7,0 | - | - | ||||||||||||
| 1,1 – 2,5 | - | 0,7 | 1,0 | 1,3 | 1,5 | 4,4 | 5,3 | 6,2 | 7,3 | 8,5 | 11,1 | 14,0 | ||||||||||||
| Свыше 2,5 (на каждый метр) | - | 0,10 | 0,13 | 0,17 | 0,2 | 0,3 | 0,5 | 0,7 | 1,0 | 1,1 | 1,3 | 1,5 | ||||||||||||
Таблица 2.13.4
Время на крепление и открепление деталей (узлов) при сборке металлоконструкции
| Содержание работы: 1. Накинуть зажим, взять струбцину; 2. Зажать деталь; 3. Отжать, откинуть зажим и снять струбцину. | ||||
| Способ крепления | Шаг резьбы в мм | Длина завертывания в мм до | ||
| 5 | 10 | 20 | ||
| Время на крепление и открепление, в мин. | ||||
| интовым зажимом | 3 | 0.26 | 0.34 | 0.45 |
| 6 | 0.21 | 0.27 | 0.35 | |
| Шарнирной (откидной) струбциной | 3 6 | 0.33 0.27 | 0.47 0.35 | 0.56 0.45 |
| Пневматическим зажимом Эксцентриковым зажимом Скобой или клином Съемной струбциной | - - - - | 0.13 0.03 0.70 0.80 | ||
Таблица 2.13.5
Время на прихватку деталей электродуговой сваркой при сборке металлоконструкции
|
Угловое, тавровое соединение без разделки кромок при толщине металла, в мм.
|
Стыковое соединение без разделки кромок при толщине металла, в мм. | Стыковое, угловое, тавровое и др. виды соединений с разделкой кромок под сварку
| |||||||||||||||||
| 3 | 5 | 6 и более | 3 | 5 | 6 и более |
| |||||||||||||
| Длина прихватки, в мм, до
| |||||||||||||||||||
| 20 | 40 | 20 | 40 | 20 | 40 | 20 | 40 | 20 | 40 | 20 | 40 | 20 | 40 | ||||||
| Время на одну прихватку в минутах | |||||||||||||||||||
| 0,13 | 0,20 | 0,17 | 0,29 | 0,20 | 0,35 | 0,14 | 0,22 | 0,16 | 0,27 | 0,17 | 0,18 | 0,25 | 0,45 | ||||||
Примечание. Нормативы включают основное и вспомогательное время (на смену электродов, зачистку кромок и шлака, перехода на расстояние до 1 метра) и время обслуживания рабочего места, отдыха и естественной надобности.
Таблица 2.13.6
Время на кантовку узлов при сборке
| Вес узла в кг до | Угол поворота | Способ поворота | |
| вручную | краном | ||
| Время в минутах | |||
| 50 100 500 Свыше 500 | 
| 0,3 0,4 - - | 2,4 3,0 |
| 50 100 500 Свыше 500 | 
| 0.4 0.5 - - | 2.8 3.5 |
Примечание к табл. 2.13.3: 1. Нормативы рассчитаны на установку листовых деталей (узлов) в тавр. При сборке встык и нахлестку применять коэффициент К-1.1, при сборке угловых соединений – К=1.2.
2. При установке и сборке листовых конструкций по 3 сторонам периметра применять коэффициент К=1.3.
Таблица 2.13.7
Вспомогательное время, связанное со свариваемым швом, при автоматической сварке под флюсом и в среде углекислого газа
| Наименование элементов работы | Норма времени на 1 пог. М шва в минутах | Примечание |
| Зачистка и осмотр свариваемых кромок: Без скоса кромок…………… Со скосом кромок и угловых соединений…………………. | 0,30 0,50 | Зачистка кромок стальной щётки вручную |
| Корректировка электрода относительно оси шва с передвижением автомата вручную | 0,15 | |
| Возврат тележки (сварочного трансформатора) в исходное положение | 0,10 | При сварке многослойных швов время умножать на количество слоёв (проходов) |
| Сбор флюса со шва и ссыпка его в бункер | 0,40 | При швах длиной болей 2 м время на сбор флюса перекрывается основным временем на 50% |
| Очистка шва от шлака, осмотр и промер шва: Наружные слои стыковых и угловых соединений ………. | 0,40 | Норма времени данная на очистку одного прохода и осмотр последнего слоя шва |
| Промежуточные слои многослойных швов со скосом кромок……………… | 0,70 | Норма времени дана на очистку одного промежуточного слоя шва; при сварке время умножать на (Т-n), где Т- число слоёв шва; n- число завершающих слоёв шва. = 0,4n+0,7(Т-n) |
Нормативы вспомогательного времени, связанного со свариваемым изделием и работой оборудования при автоматической сварке под флюсом и в среде углекислого газа.
Таблица 2.13.8
| 1. Норма времени на установку, поворот и снятие балок, колон и других металлургических конструкций при работе в приспособлении | ||||||||||||||||
| Вес изделия в кг, до | Установить изделие в приспособление (повернуть) | Снять и отнести изделие | ||||||||||||||
| Длина изделия в метрах до | ||||||||||||||||
| 2 | 4 | 8 | 14 | 20 | 30 | |||||||||||
| Время на операцию в минутах | ||||||||||||||||
| 120 200 300 500 800 1200 2000 3000 4000 5000 8000 12000 20000 30000 | 3 3 3 3 4 4 - - - - - - - - | 3,1 3,3 3,6 4,0 4,4 4,8 5,3 6,0 - - - - - - | - 3,5 3,9 4,3 4,7 5,1 5,7 6,4 - - - - - - | - - 4,1 4,5 5,0 5,5 6,0 6,8 7,4 7,9 8,7 - - - | - - - 7,5 8,3 9,2 10,1 11,4 12,5 13,7 14,8 16,0 18,2 20,0 | - - - 8,0 8,9 9,6 10,6 11,9 12,0 14,0 15,6 17,5 19,8 23,0 | 2,0 2,1 2,2 2,3 2,5 2,7 3,1 3,4 3,9 4,1 4,9 5,7 7,0 8,5 | |||||||||
| 2. Время на установку, поворот, снятие цилиндрических изделий при работе на роликоопорах | ||||||||||||||||
| Вес изделия в кг. до | Установка изделия на роликоопоры | Поворот изделия краном | Снятие изделия в минутах | |||||||||||||
| Длина изделия в метрах до | ||||||||||||||||
| 2 | 4 | 6 | Св. 6 | 2 | 4 | 6 | Св. 6 | |||||||||
| 200 500 800 1200 2000 3000 4000 5000 8000 12000 20000 30000 | 2,2 2,4 2,6 2,8 3,1 3,4 3,8 4,3 5,1 - - - | 2,4 2,5 2,7 3,0 3,3 3,7 4,2 4,6 5,5 - - - | 2,6 2,8 3,0 3,3 3,5 3,9 4,5 4,9 5,8 - - - | - 3,3 3,6 3,8 4,3 4,7 5,1 5,1 6,4 7,3 9,2 11,0 | 2,0 2,2 2,4 2,6 2,9 3,2 3,6 4,1 4,9 - - - | 2,2 2,4 2,5 2,8 3,1 3,5 4,0 4,4 5,3 - - - | 2,5 2,6 2,8 3,1 3,3 3,7 4,3 4,8 5,6 - - - | - 3,1 3,4 3,7 4,1 4,5 4,9 5,4 6,2 7,2 9,0 10,8 | 1,9 2,1 2,3 2,4 2,7 3,1 3,5 3,8 4,4 5,1 6,3 7,8 | |||||||
Примечание: При повороте изделия на роликоопорах с помощью механического привода, норму времени следует рассчитывать исходя из скорости вращения.
Продолжение таблицы 2.13.8
| Условия работы | Вес заготовок (узла) в кг. | |||||||||||||||||||
| 5 | 10 | 15 | 20 | 30 | ||||||||||||||||
| Ручная работа | Время в минутах | |||||||||||||||||||
| Поднести и уложить | 0,14 | 0,22 | 0,30 | 0,40 | 0,60 | |||||||||||||||
| Снять и отнести | 0,12 | 0,20 | 0,30 | 0,35 | 0,40 | |||||||||||||||
| Повернуть на 90 | 0,09 | 0,10 | 0,12 | 0,14 | 0,20 | |||||||||||||||
| Повернуть на 180 | 0,11 | 0,10 | 0,10 | 0,20 | 0,25 | |||||||||||||||
| 3. Время на переходы сварщика при работе с переносными тракторами. | ||||||||||||||||||||
|
Характер перехода | Расстояние перехода в метрах | |||||||||||||||||||
| 1 | 2 | 4 | 6 | 8 | 10 | |||||||||||||||
| Время на переход в минутах | ||||||||||||||||||||
| Свободный……………………………………… Затрудненный……... | 0,1 0,4 | 0,2 0,6 | 0,3 0,9 | 0,5 1,5 | 0,7 2,0 | 0,9 2,5 | ||||||||||||||
| Примечание: Табличные данные предусматривают переходы сварщика с направляющими трактора. 4. Время связанное с управлением оборудования. | ||||||||||||||||||||
|
Содержание работы | Норма времени в мин. |
Примечание | ||||||||||||||||||
| Подготовка флюсовой подушки для прямолинейных швов при длине подушки: До 2 метров ................................................................................................................ до-5 метров .................................................. ………………….. Установкам снятие токопровода: с креплением винтовым зажимом ............................................................................................................... без крепления зажимом ............................................................................................................... Установка и снятия управляющего пути для трактора.............................................................................................. Установка трактора на изделие на направляющий путь и снятие его вручную . ............................................................................................................... с помощью крана.................................................................................................... Установка головки трактора для сварки угловых швов наклонным электродом…………………………… |
1,5 2,8
0,5 0,3
0,7
1,3 2,7
1,0
0,8 | Поджатие флюса осуществляется собственным весом
Включается в норму времени в случае отсутствие стационарного токопровода. Сварку проводят переносным трактором
То же
Сварка производится на флюсовой пневмоподушке | ||||||||||||||||||
| 5. Время на установку в начале шва сварочной головки. | ||||||||||||||||||||
| Тип оборудования | Норма времени в мин |
Содержание работы | ||||||||||||||||||
| НДШ-500 | 0,2 | Взять головку, поднести к изделию (расстояние до 2м) и установить в начале шва насыпать флюс в начале шва; нажать на рычаг выключателя; закрыть подачу флюса после сварки шва; нажать рычаг выключателя и отложить головку. | ||||||||||||||||||
| Газоэлектрическая горелка | 0,1 | Взять горелку, поднести к изделию ( расстояние до 2 м) и установить ее в начале шва. | ||||||||||||||||||
| Примечание: Время на включение и отключение установки для газоэлектрической сварки 0,5 мин 6. Время на перемещение сварщика | ||||||||||||||||||||
|
Характер перемещения | Расстояние перемещения в м. до | |||||||||||||||||||
| 2 | 4 | 6 | 8 | 10 | ||||||||||||||||
| Время на одно перемещение в минутах | ||||||||||||||||||||
| Свободное . . . . . . . . . . . . . . . . . . . . . Затрудненное. . . . . . . . . . . . . . . . . . . | 0.20 0.31 0.50 0.70 0.90 0.60 0.90 1.50 2.00 3.00 | |||||||||||||||||||
Таблица 2.13.9
Время на обслуживание рабочего места, на отдых
и естественные надобности, подготовительно-заключительное время при полуавтоматической сварке под флюсом и в среде углекислого газа
| Условия выполнения работы | Способ сварки | Норма времени для единичного и мелкосерийного производства | К-т к опер времени
| Норма времени для серийного и крупносерийного производства | К-т к опер времени | ||||
| На обслуживание. рабочего места | Естественные надобности | На отдых | Всего | Подготовительно-заключительное время | Всего | ||||
| В удобном положении | Под флюсом в среде углек. газа | 4 5 | 2 2 | 4 4 | 10 12 | 1.1 1.12 | 3 3 | 13 16 | 1,13 1,15 |
| В неудоб-ном положении | Под флюсом в среде углек. газа | 6 8 | 2 2 | 8 8 | 16 16 | 1.16 1.18 | 3 3 | 19 21 | 1,19 1,21 |


Таблица 2.13.10
Время на обслуживание рабочего места, на отдых и естественные надобности, подготовительно-заключительное время при автоматической сварке под флюсом
|
Условия выполнения работы | Норма времени для единичного и мелкосерийного производства |
К-т к оператив. Времени
| Норма времени для серийного и крупносерийного производства |
К-т к оператив. Времени
| |||||
| На обсл. Раб. места | Естест. надоб-ности | На отдых | Всего | Подготовит.-заключит. время | Всего | ||||
| В % от оперативного времени | В % от оперативного времени | ||||||||
| Сварка наружных швов на высоте до 2 м. и внутренних швов в изделиях объемом более 1.5 м. при длине более 1 м. | При работе на стационарной установке | 4 | 2 | 2 | 8 | 1.08 | 3 | 11 | 1.1 |
| При работе с переносным трактором | 6 | 2 | 4 | 12 | 1,12 | 3 | 15 | 1,15 | |
| Сварка внутренних швов швов в изделиях объемом более 1.5 м. при длине более 1 м. | При работе на стационарной установке | 6 | 2 | 3 | 11 | 1,11 | 3 | 14 | 1,14 |
| При работе с переносным трактором | 8 | 2 | 5 | 15 | 1,15 | 3 | 18 | 1,18 | |
| Сварка наружных швов на высоте свыше 2 м. | При работе на стационар-ной установке | 10 | 2 | 4 | 16 | 1,16 | 3 | 19 | 1,19 |
| При работе с переносным трактором | 12 | 2 | 6 | 20 | 1,20 | 3 | 23 | 1,23 | |


Таблица 2.13.11
Подготовительно-заключительное время при автоматической и полуавтоматической электросварке под флюсом и в среде углекислого газа
|
Элементы работы | Способ сварки | ||
| Автоматическая под флюсом | Полуавтоматическая под флюсом | П/а в среде углекислого газа | |
| Время на партию в минутах | |||
| Получение производственного задания, Указания и инструктажа……………………. Ознакомление с работой……………………. Установка величины сварочного тока при Питании дуги от: сварочных преобразователей и трансформаторов с отдельной реактивной катушкой……………………………………... сварочных трансформаторов в однокорпусном исполнении………………… Установка скорости сварки: перестановкой сменных шестерен…………. изменением положений рукоятки………….. Установка скорости подачи электродной проволоки: заменой подающего ролика………………… изменением положения рукоятки………….. перестановкой сменных шестерен…………. Установка оптимального расхода углекислого газа……………………………... Продувка газовых шлангов горелки……….. Включение и регулирование давления воды в шлангах…………………………………….. Сдача работы………………………………… Подготовка приспособления……………….. | 5,0 3,0 2,5 0,8 4,2 0,1 1,3 0,1 4,0 - - - 2,0 | 3,0 3,0 2,5 0,8 - - - 0,1 4,0 - - - 2,0 | 5,0 3,0 2,5 0,8 - - - 0,1 4,0 2,0 0,8 1,0 2,0 |
Таблица 2.13.12
Масса наплавленного металла на 1 погонный метр шва при электродуговой сварке, кг
| Тип шва | Толщина металла или размер катета К шва, мм | ||||||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | 13 | 14 | 16 | 18 | |
| Стыковой, без скоса кромок, двухсторонний | 0,18 | 0,27 | 0,31 | 0,34 | - | - | - | - | - | - | - |
| Стыковой, с V-образным скосом кромок, с подваркой | - | - | 0,44 | 0,51 | 0,76 | 0,92 | 1,14 | 1,59 | 1,82 | 2,16 | 2,54 |
| Угловой, тавровый или нахлесточный без скоса кромок, односторонний | 0,06 | 0,1 | 0,15 | 0,22 | 0,39 | 0,61 | 0,88 | 1,18 | 1,54 | 1,95 | 2,41 |
Примечание: Расчеты приведены с учетом средних допусков на размеры конструктивных элементов.
Таблица 2.13.13
Коэффициент наплавки  и коэффициент расхода
и коэффициент расхода  для наиболее распространенных марок электродов с покрытием
для наиболее распространенных марок электродов с покрытием
| Тип электрода | Марка электрода. |  , г/(А*ч) , г/(А*ч)
|
|
|
Э - 42 | OMM-5 | 7,2 | 1,7 |
| АНО-5 | 11 | 1,6 | |
| AHO-6 | 8,5 |
1,7 | |
| AHO-1 | 15 | ||
| ОМА-2 | 10 | ||
| ВСП-1 | 10 |
1,6 | |
| ВСП-2 | 10,5 | ||
| ВСП-4 | 10 | ||
|
Э – 42 А | УОНИ- 13/45; | 8,5 | 1,6; |
| СМ-11; | 9,5 | 1,45; | |
| ОЗС-2 ; | 8,5 | 1,6; | |
| УП - 1/45; | 10 | 1,7; | |
| УП - 2/45 | 10 | 1,7; | |
|
Э - 46 | УОНИ- 13/45 | 8,5 | 1,7 |
| АНО -3 | 8,5 | 1,6 | |
| АНО - 4 | 8,3 | 1,7 | |
| МП-1 | 8,5 | 1,7 | |
| МП-3 | 7,8 | 1,7 | |
| ОЗС-4 | 9,0; | 1,6 | |
| МР-3 | 9,0; | 1,7 | |
| ОK 46 | 9,0; | 1,7 | |
|
Э – 50 А | УОНИ - 13/55 | 9,0; | 1,7; |
| ДСК-50 | 10,0 | 1,4 | |
| ЛБ-52U |
9,0
|
1,7 | |
| Феникс К50R | |||
| ОК 48.04 | |||
| ОК 53.70 | |||
| ГАРАНТ | |||
| ФОКС ЕВ 50 | |||
| СУПЕРБАЗ | |||
| НИБА3 55 | |||
|
Э - 55 | УОНИ- 13/55У | 9,5; 13,0; 9,0; | 1,6; 1,5; 1,7 |
| ОЗЛ-8 | |||
| ЦЛ-11 | |||
|
Э - 60 | ЛБ-62Д |
8,5 |
1,6 |
| Кессель5520Мо | |||
| Шварц-34К | |||
| ОЗС-24 | |||
| ОК 74.70 |
Таблица 2.13.14
Коэффициенты наплавки при полуавтоматической сварке в среде углекислого газа (на постоянном токе обратной полярности) для электродов диаметром 2 мм. и вылете 25-30 мм.
| Свар. ток, А | Напряжение дуги, В | Коэфф. наплавки, г/А*ч | Скорость подачи эл. пров., м/ч | Свар. ток, А | Напряжение дуги, В | Коэфф. наплавки, г/А*ч | Скорость подачи эл. пров., м/ч |
| 200 220 240 260 280 300 320 340 | 25-27 25-27 25-27 27-30 27-30 27-30 27-30 27-30 | 13,5 14,0 14,5 15,0 15,4 15,8 16,4 17,0 | 110 125 141 158 175 182 213 235 | 360 380 400 420 440 460 480 500 | 30-32 30-32 30-32 30-32 30-32 32-34 32-34 32-34 | 17,7 18,6 19,6 20,7 22,0 23,3 24,7 26,0 | 258 287 318 354 394 435 482 530 |
Таблица 2.13.15
Коэффициенты наплавки при автоматической сварке под флюсом малоуглеродистой проволокой
| Сварочный ток,А | Напряжение дуги, В | Диаметр электродной проволоки в мм. | |||||||||
| 3 | 4 | 5 | 6 | 8 | |||||||
Плотность тока,  А/мм А/мм
| Коэффнаплавки  г/Ач
г/Ач
| Плотность тока,
А/мм.
| Коэфф наплавки
г/А*ч
| Плотность тока,
А/мм.
| Коэффнаплавки
г/А*ч
| Плотность тока,
А/мм
| Коэфф. Наплавки
г/А*ч
| Плотность тока,
А/мм
| Коэфф. Наплавки
г/Ач
| ||
| 350 | 27-30 | 50,0 | 11,5 | 280 | 10,9 | - | - | - | - | - | - |
| 400 | 27-30 | 57,0 | 12,3 | 320 | 11,5 | - | - | - | - | - | - |
| 450 | 27-30 | 64,5 | 13,0 | 360 | 12,1 | - | - | - | - | - | - |
| 500 | 27-30 | 71,5 | 13,8 | 400 | 12,6 | 255 | 13,3 | - | - | - | - |
| 550 | 27-30 | 78,6 | 14,6 | 440 | 13,2 | 280 | 13,7 | - | - | - | - |
| 600 | 32-35 | 85,6 | 15,4 | 480 | 13,8 | 305 | 14,0 | - | - | - | - |
| 650 | 32-35 | 93,0 | 16,2 | 520 | 14,4 | 33,2 | 14,4 | 23,0 | 13,6 | - | - |
| 700 | 32-35 | 100 | 17,0 | 550 | 14,8 | 357 | 14,8 | 24,8 | 13,8 | - | - |
| 750 | 32-35 | 106,8 | 17,7 | 600 | 15,5 | 382 | 15,1 | 26,6 | 14,1 | - | - |
| 800 | 36-38 | 114 | 18,5 | 64,0 | 16,0 | 407 | 15,6 | 28,4 | 14,3 | - | - |
| 850 | 36-38 | - | - | - | - | 434 | 15,9 | 30,0 | 14,5 | - | - |
| 900 | 36-38 | - | - | - | - | 459 | 16,3 | 32,0 | 14,8 | 179 | 144 |
| 950 | 36-38 | - | - | - | - | 484 | 16,7 | 33,7 | 15,0 | 189 | 145 |
| 1000 | 37-40 | - | - | - | - | 510 | 17,1 | 35,4 | 15,2 | 198 | 148 |
| 1100 | 37-40 | - | - | - | - | - | - | 39,0 | 15,7 | 218 | 149 |
| 1200 | 38-45 | - | - | - | - | - | - | 42,5 | 16,1 | 238 | 151 |
| 1300 | 38-45 | - | - | - | - | - | - | 46,0 | 16,7 | 258 | 153 |
| 1400 | 38-45 | - | - | - | - | - | - | 49,5 | 17,3 | 278 | 156 |
Таблица 2.13.16
Нормы расхода электродов на один стык (поворотный) трубопроводов,
при сварке неповоротных стыков применять К = 1,1
| Наружный диаметр труб, мм | Толщина стенки труб, мм | |||||||||
| 4 | 6 | 8 | 10 | 12 | 14 | 16 | Подварка | |||
| Расход электродов на один стык, кг | ||||||||||
| 32 | 0,034 | 0,055 | 0,083 | - | - | - | - | - | ||
| 57 | 0,06 | 0,10 | 0,152 | 0,24 | 0,31 | - | - | - | ||
| 76 | 0,079 | 0,133 | 0,2 | 0,32 | 0.43 | 0,57 | 0,70 | - | ||
| 102 | 0,106 | 0,18 | 0,28 | 0,43 | 0,58 | 0,78 | 0,96 | - | ||
| 108 | 0,113 | 0,19 | 0,29 | 0,46 | 0,62 | 0,82 | 0,99 | - | ||
| 159 | - | 0,28 | 0,54 | 0,75 | 0.95 | 1,57 | 1,84 | - | ||
| 168 | - | 0,3 | 0,57 | 0,79 | 1,0 | 1,86 | 1,96 | - | ||
| 219 | - | 0,39 | 0,74 | 1,04 | 1,32 | 2,2 | 2,6 | - | ||
| 273 | - | - | 0,93 | 1,31 | 1,65 | 2,8 | 3,3 | - | ||
| 426 | - | - | - | 2,0 | 2,6 | 4,3 | 5,1 | - | ||
| 530 | - | - | - | 2,5 | 3,1 | 5,4 | - | - | ||
| 630 | - | - | - | 3,0 | 3,8 | 6,5 | - | 1,07 | ||
| 720 | - | - | - | 3,5 | 4,4 | 7,4 | - | 1,23 | ||
| 820 | - | - | - | 4,0 | 5,0 | 8,4 | - | 1.4 | ||
| 1020 | - | - | 3,5 | 4,9 | 6,3 | - | - | 1,74 | ||
| 1220 | - | - | 4,2 | 5,9 | 7,5 | - | - | 2,085 | ||
| 1420 | - | - | 4,9 | 6,9 | 8,7 | 14,7 | - | 2,43 | ||
Таблица 2.13.17
Расход вольфрамовых электродов при аргоно-дуговой сварке
| Свариваемый материал | Толщина, мм | Диаметр электрода., мм | Расход на 100 м шва при ручной сварке, г | Расход на 100 м шва при механизированной сварке, г |
|
Конструкционные: нержавеющие и жаропрочные стали
| 0,5 | 1.0 | 6,0 | - |
| 1.0 | 1.5 | 8,3 | 3,9 | |
| 2.0 | 2.0 | 23,4 | 10,9 | |
| 3.0 | 3,0 | 83,3 | 39 | |
| 4,0 | 4,0 | 132,2 | 125 | |
| 5,0 и > | 5,0 | 165,0 | 156 | |
|
Алюминиевые и магниевые сплавы | 1.0 | 1,5 | 8,3 | - |
| 2,0 | 2,0 | 23,4 | 10,9 | |
| 4,0 | 3,0 | 83,3 | 39 | |
| 5,0-6,0 | 4,0 | 132,2 | 125 | |
| 7,0 и > | 5,0 | 165,0 | 156 |
Таблица 2.13.18
Нормы расхода материалов при сварке
|
Способ сварки и тип шва
|
Диаметр электрода, мм | Толщина металла или катет шва, мм | Расход на 1 м шва | ||
| Электродной проволоки, кг | Флюса, Кг |
 , л , л
| |||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Автоматическая под флюсом двусторонних стыковых швов без скоса кромок | 5 | 8 | 0,307 | 0,347 | - |
| 10 | 0,398 | 0,450 | - | ||
| 12 | 0,533 | 0,603 | - | ||
| 14 | 0,635 | 0,718 | - | ||
| 16 | 0,689 | 0,779 | - | ||
| Механизированная под флюсом односторонних угловых, тавровых и нахлесточных швов, односторонних без скоса кромок | 2 | 4 | 0.126 | 0,143 | - |
| 5 | 0,168 | 0,190 | - | ||
| 6 | 0,232 | 0,262 | - | ||
| 8 | 0,368 | 0,416 | - | ||
| 10 | 0,545 | 0,615 | - | ||
| Механизированная в углекислом газе односторонних угловых, тавровых, нахлёсточных швов без скоса кромок | 1.6 | 3 | 0,098 | - | 14 |
| 2
| 4 | 0,147 | - | 21 | |
| 5 | 0,206 | - | 29 | ||
| 6 | 0,275 | - | 38 | ||
| 7 | 0,352 | 49 | |||
| Механизированная в углекислом газе односторонних стыковых швов без скоса кромок | 0,8 | 1,0 | 0,035 | - | 4,8 |
| 1,2 | 0,046 | - | 6,4 | ||
| 1,5 | 0,047 | - | 6,6 | ||
| 1,0 | 2,0 | 0,090 | - | 6,9 | |
| 2,5 | 0,092 | - | 8,6 | ||
Примечание: *при определении расхода сварочного материала на единицу продукции, необходимо данные таблицы умножать на общую длину сварных швов  конкретной конструкции;
конкретной конструкции;
**используя данные таблицы, при расчёте расхода углекислого газа следует знать, что при испарении 1 кг жидкого диоксида углерода образуется 509 л газообразного диоксида углерода ( ).
Таблица 2.13.19
Расход углекислого газа ( ) при полуавтоматической сварке углеродистой и низколегированной стали
| Швы | Толщина металла или катет шва, мм | Диаметр электродной проволоки, мм | Количество слоев | Расход СО2, л/мин |
|
Стыковые | 0,6 – 1,0 | 0,5 – 0,8 | 1 | 6 – 7 |
| 1,2 – 2,0 | 0,8 – 1,0 | 1 – 2 | 10 – 12 | |
| 3 – 5 | 1,6 – 2,0 | 1 – 2 | 14 – 16 | |
| 6 – 8 | 2,0 | 2 | 16 – 18 | |
| 8 – 12 | 2,0 | 2 – 3 | 18 – 20 | |
| 12 – 18 | 2,0 | 3 | 18 – 22 | |
| 20 | 2,0 – 2,5 | 2 – 3 | 18 – 22 | |
| 25 | 2,0 – 2,5 | 4 | 18 – 22 | |
| 40 | 2,0 – 2,5 | 10 – 12 | 18 – 22 | |
|
Угловые | 1,0 | 0,5 – 0,6 | 1 | 5 – 6 |
| 1,2 – 2,0 | 0,8 | 1 | 5 – 6 | |
| 2,0 – 3,0 | 0,8 | 1 | 6 – 8 | |
| 2,5 – 4,0 | 1,0 | 1 | 8 – 10 | |
| 3,0 – 6,0 | 1,2 | 1 | 8 – 10 | |
| 3,0 – 4,0 | 1,2 | 1 | 12 – 16 | |
| 3,0 – 4,0 | 1,6 | 1 | 12 – 16 | |
| 5,0 – 6,0 | 1,6 | 1 | 16 – 17 | |
| 5,0 – 6,0 | 2,0 | 1 | 16 – 17 | |
| 7,0 – 8,0 | 2,0 | 1 – 2 | 17 – 18 | |
| 9,0 – 10,0 | 2,0 | 2 | 17 – 18 | |
| 11,0 -12,0 | 2,0 | 3 | 17 – 19 |
Таблица 2.13.20
Расход аргона при сварке цветных металлов и сплавов
|
Тип сварного соединения
| Толщина металла или катет шва, мм. |
Количество проходов | Диаметр вольфрамового электрода или проволоки, мм. | Расход аргона | |||||||
| л/мин | л/1 пог. м шва | л/мин | л/1 пог. м шва | л/мин | л/1 пог. м шва | ||||||
| Ручная сварка неплавящимся электродом | Полуавтоматическая сварка плавящимся электродом | Автоматическая сварка плавящимся электродом | |||||||||
| Расход аргона при сварке алюминиево-магниевых сплавов | |||||||||||
| С отбортовкой кромок | 0,8—1,0 | 1 | 1,5—2,0 | 4—5 | 50—75 | 4—6 | 30—70 | — | — | ||
| 1,5—2,0 | 1 | 2 | 5—6 | 60—90 | 6—7 | 50—110 | — | — | |||
|
Тавровое, угловое и в ахлестку (швы угловые односторонние) | 2 | 1 | 2—3 | 5—6 | 60—90 | — | — | — | — | ||
| 3—4 | 1 | 3—4 | 7—8 | 85—120 | — | — | — | — | |||
| 5—6 | 1—2 | 4—5 | '7—8 | 85—120 | 6—8 | 12—20 | — | — | |||
| 7—8 | 2—3 | 4—5 | .7—8 | 110—150 | 8—10 | . 16—24 | — | — | |||
| 10 | 2—3 | 4—5 | 9—10 | 110—150 | 8—10 | 40—90 | — | — | |||
| 12—16 | — | — | — | — | 10—12 | 100—240 | — | — | |||
| 20 | — | — | — | — | 12—15 | 280—450 | — | — | |||
| 25 | — | — | — | — | 12—15 | 490—720 | — | — | |||
| Стыковые |
односторонние с подваркой | 1 | 1 | 1,5 | 5—6 | 60-80 | — | — | — | — | |
| 2 | 1 | 2,0 | 5-6 | 60—80 | — | — | — | — | |||
| 3 | 1 | 3,0 | 7-8 | 85—120 | — | — | — | — | |||
| 4 | 1—2 | 4 | 7—8 | 85—120 | — | — | — | — | |||
| 5 | 2 | 1,5 | — | — | 6—8 | 25—40 | 6—8 | 25—40 | |||
| 6 | 2 | 1,5 | — | — | 8—10 | 40—60 | 8—10 | 25—40 | |||
| 8 | 2 | 2 | — | — | 8—10 | 40—60 | 8—10 | 30—50 | |||
|
двусторонние Х-образные | 10 | 2—3 | 2 | — | — | 8—10 | 50—120 | 8—10 | 40—60 | ||
| 12 | 2—3 | 2 | — | — | 10-12 | 70—150 | 8—10 | 50—80 | |||
| 16 | 3—4 | 2 | — | — | 10—12 | 75—160. | 15—20 | 100—400 | |||
| 20 | 4—5 | 2 | — | 12—15 | 150—225 | 28—30 | 280—360 | ||||
| 20 | 2—3 | 4 | — | — | 28—30 | 170—240 | |||||
| 30 | 3—4 | 2,5 | — | — | 12—15 | 320—500 | 28—30 | 420—720 | |||
|
| 30 | 2—3 | 5,0 | — | — | — | — | 28—30 | 170—365 | ||
| Расход аргона при сварке меди вольфрамовым электродом | |||||||||||
|
— | 1,6 | — | 2,4 | 2,8 – 3,3 | — | — | — | — | — | ||
| 3,2 | — | 3,2 | 6 | — | — | — | — | — | |||
| 6,4 | — | 4,8 | 7 | — | — | — | — | — | |||
| 10 | — | 4,8 | 7 | — | — | — | — | — | |||
| 12 | — | 4,8/6,4 | 8 | — | — | — | — | — | |||
| 16 | — | 4,8/6,4 | 8 | — | — | — | — | — | |||
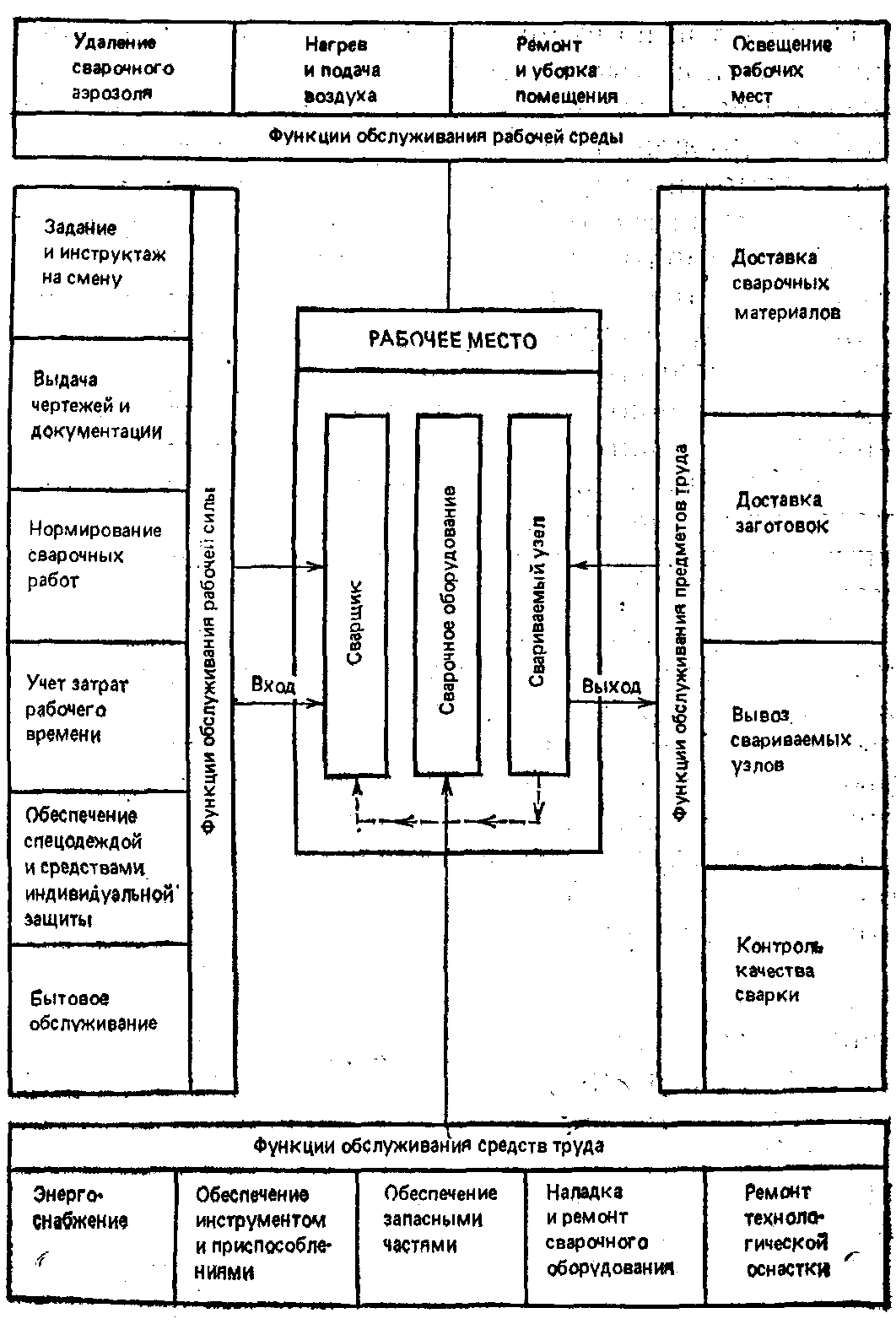
Рис. 1.1 Схема внешних связей рабочего места сварщика
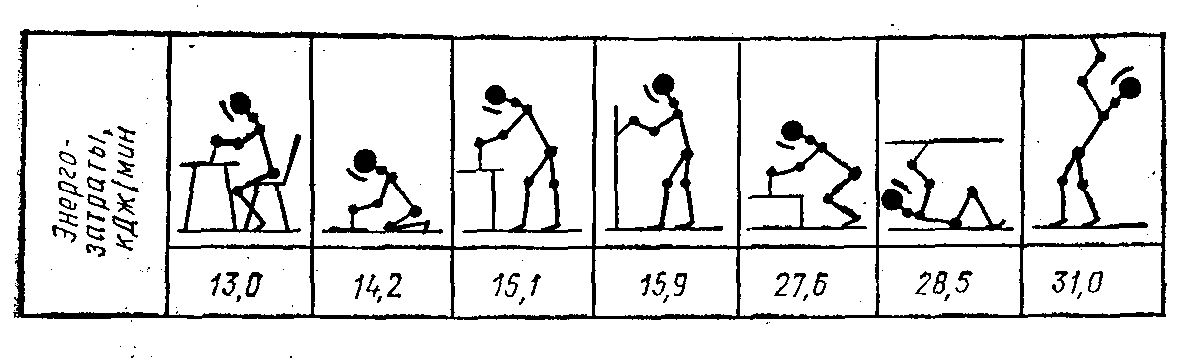
Рис. 1.2 Энергозатраты сварщика в зависимости от рабочей позы
Таблица 4.4.1.
Расход электроэнергии при электродуговой сварке и наплавке
| Расход электроэнергии, | |||||
| Ручная сварка | Автоматическая сварка под слоем флюса | Наплавка сталинита | |||
| На переменном токе | На постоянном токе | Многопостовая на постоянном токе | На переменном токе | На постоянном токе | |
| 3 -5 | 6 - 7 | 8 - 11 | 3 - 4 | 3,5 – 4,5 | 6,0 – 6,5 |
 на 1 кг наплавленного металла
на 1 кг наплавленного металла
СОДЕРЖАНИЕ
- Введение 3
- Цели и задачи дипломного проектирования 3
- Общие требования к тематике и разработке дипломных проектов (работ) 4
- Объем и содержание дипломного проекта (работы) 5
- Описание разделов и подразделов расчетно-пояснительной записки 7
- введение 7
- общая часть 7
- расчетно-технологическая часть 11
- организационная часть 25
- охрана труда и техника безопасности при сварочном производстве 34
- заключение 36
- список литературы 36
- приложение 36
- Контрольные вопросы
- Литература
- Интернет ресурс 37
Приложение А. Справочное 39
Дата: 2018-12-28, просмотров: 437.