Основное назначение знаков - обеспечить надежность и точность фиксирования стержня в форме. Точность и надежность фиксирования стержня зависят от двух конструктивных параметров знака: формы и размеров. От формы нижнего знака зависит возможность установки стержня в полуформу в определенном положении, а от величины знака и соответствия его размеров размерам знакового гнезда формы - точность и надежность фиксирования стержня в определенном положении.
Знаки должны обеспечивать устойчивое и правильное положение, стержня в форме. Стержень должен иметь устойчивую опору после установки его в нижней половине формы и сохранять точно зафиксированное положение в форме до и во время сборки последней. Установка стержней в верхней половине формы с подвязкой, как правило, в массовом производстве не применяется.
Возможны три случая положения знака относительно плоскости разъема формы.
Ось знака лежит в плоскости разъема формы — стержень с горизонтально расположенными знаками по разъему формы.
Ось знака стержня расположена в плоскости, перпендикулярной плоскости разъема формы — стержень с вертикально расположенными знаками, из которых один — в верхней, а другой — в нижней полуформе.
Ось знака стержня расположена в плоскости параллельной, но не совпадающей с. плоскостью разъема.
Знаки, расположенные горизонтально, обычно имеют на всей длине одинаковые размеры в поперечных сечениях. При вертикально стоящих стержнях, во избежание обжима формы, применяются конусные знаки.
При проектировании размеров знаковых частей стержневого ящика предусматриваются конструктивные зазоры между знаками стержней и формы. Эти зазоры должны компенсировать допускаемые неточности в изготовлении модели и стержневого ящика, деформацию стержня в сыром состоянии и предупредить обжим формы стержнем при опускании его в нижнюю полуформу и при накрывании верхней полуформы.
Стержневые знаки. Чтобы песчаный стержень, установленный в литейную форму, сохранял нужное положение, на моделях делают выступы, называемые стержневыми знаками, образующие в форме углубления (гнезда), в которые вставляют стержни.
Стержневые знаки, как правило, делают в тех местах моделей, где нужно получить отверстия или углубления в отливке при помощи стержня. Знаки служат также для получения наружных и внутренних впадин, углублений, выступов на отливке, которые не могут быть выполнены иным путем.
В зависимости от положения стержня в форме стержневые знаки подразделяют на горизонтальные и вертикальные.
Точность фиксации стержня в форме обеспечивается конфигурацией и размерами его знаковых частей, которые назначают по ГОСТ 3212—92 с учетом размеров стержней, способа формовки и его положения в форме.
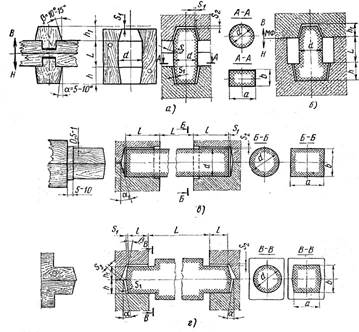
Размеры и конфигурацию знаковых частей стержней назначают по ГОСТ 3212-92 с учетом размеров стержня, способа формовки и положения стержня в форме (рис. 18).
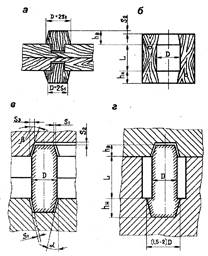
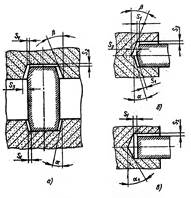
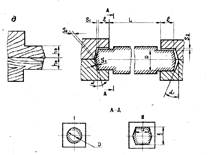
Рис. 18. Размеры и форма вертикальных и горизонтальных знаков: а – знаковые части модели; б – знаковые части стержневого ящика; в, г и д – зазоры в форме для вертикальных и горизонтальных знаков стержней.
При вертикальном расположении стержня в форме (рис. 18, а), он фиксируется нижним и верхним знаками или только нижним (часто уширенным). В последнем случае для предупреждения всплывания стержня его фиксируют сверху жеребейками или прижимают верхней полуформой, т.е. зазор не предусматривается. Точность и надежность фиксирования стержня зависят от двух конструктивных параметров знака: формы и размеров. От формы нижнего знака зависит возможность установки стержня в полуформу в определенном положении, а от величины знака и соответствия его размеров размерам знакового гнезда формы - точность и надежность фиксирования стержня в определенном положении.
Высоту нижних знаков, стержней круглого сечения назначают в зависимости от его длины L и диаметра D, а стержней прямоугольного сечения - от половины периметра (а+Ь)/2 выбирают по табл. 3.
Высоту верхних вертикальных знаков принимают равной не более 0,5 высоты нижних знаков. Допускается нижние и верхние знаки одинаковой высоты при массовом и крупносерийном производстве стержней.
При L/D > 5 или 2L/(a+b) > 5 рекомендуется принимать нижние знаки увеличенных размеров
(рис. 18, б).
Длина горизонтальных стержневых знаков зависит от способа формовки по табл. 4 в зависимости от L, D или (а+b)/2 и способа твердения стержня..
Формовочные уклоны на знаковых частях назначают (ГОСТ 3212-92) в зависимости от высоты знака и от его расположения в форме (низ или верх относительно разъема).
Зазоры между знаковыми поверхностями форм и стержней назначают в соответствий с ГОСТ 3212—92 в зависимости от высоты знака и типа модельного комплекта.
Таблица 3
Высота H (мм) нижних вертикальных знаков стержней
(сырых, сухих и твердеющих в контакте с оснасткой) по ГОСТ 3212-92
| Размер | Высота знаков при длине стержня
| |||||||
| стержня (а+b)/2 или L>1, мм | До 50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 |
| До 30 | 20 | 30 | 30 | - | - | - | - | - |
| 30-50 | 20 | 35 | 35 | 35 | 50 | 50 | 60 | 70 |
| 50-80 | 25 | 35 | 35 | 35 | 40 | 60 | 60 | 70 |
| 80 – 120 | 25 | 35 | 35 | 35 | 40 | 50 | 60 | 70 |
| 120-180 | 30 | 35 | 35 | 35 | 35 | 40 | 50 | 60 |
| 180-250 | 30 | 35 | 35 | 35 | 35 | 40 | 50 | 60 |
| 250-315 | 35 | 35 | 35 | 35 | 35 | 40 | 50 | 60 |
| 315-400 | 40 | 40 | 40 | 40 | 40 | 40 | 40 | 50 |
Таблица 4.
Длина горизонтальных стержневых знаков по ГОСТ 3212-92
| Размер стержня длина или Д мм
| Тип формы
| длина знака / при длине стержня L, мм
| |||||||
| До 50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | ||
| До 30 | I II III | 20 15 10 | 25 20 15 | 30 30 20 | 35 35 25 | - | - | - | - |
| 30-50 | I II III | 20 20 10 | 25 25 15 | 30 30 20 | 35 35 30 | 45 40 35 | 50 45 | - | - |
| 50-80 | I II III | 20 20 10 | 25 25 15 | 30 30 20 | 40 35 25 | 50 40 30 | 55 45 35 | 60 35 | 70 40 |
| 80-120 | I II III | 20 25 15 | 25 30 20 | 35 35 30 | 45 40 30 | 55 45 35 | 60 50 40 | 70 55 40 | 80 60 45 |
Примечание. Условные обозначения форм: I - сырые; II - сухие;
II - твердеющие в контакте с оснасткой.
Таблица 5.
Формовочные уклоны на знаковых частях стержня, в градусах
| hн или hв , мм | a | b | a1 | hн или hв , мм | a | b | a1 |
| До 30 30 – 50 50-80 | 10 7 6 | 15 10 8 | 4 3 2 | 80 – 120 120-180 180-250 | 6 5 5 | 8 6 6 | 2 1 0 |
Таблица 6.
Зазоры между знаковыми поверхностями формы и стержня (на сторону) по ГОСТ 3212-92
| Высота знака, мм
| Тип модельного комплекта
| Зазор S1 при длине стержня, мм
| |||||||
| До 50 | 51 -80 | 81-120 | 121-180 | 181- 250 | 251- 315 | 316-400 | 401-500 | ||
| До 30 | K1 К2 К3 К4 | 0,2 0,3 0,5 0,8 | 0,2 0,4 0,6 0,9 | 0,3 0,4 0,7 1,1 | 0,3 0,5 0,8 1,2 | 0,4 0,6 0,9 1,4 | 0,4 0,6 1,0 1,6 | 0,5 0,7 1,1 1,8 | 0,5 0,7 1,2 2,0 |
| 31-50 | К1 К2 К3 К4 | 0,3 0,4 0,7 1,2 | 0,3 0,5 0,8 1,3 | 0,4 0,6 0,9 1,5 | 0,4 0,6 1,0 1,6 | 0,5 0,7 1,1 1,8 | 0,5 0,8 1,3 2,0 | 0,6 0,8 1,4 2,2 | 0,6 0,9 1,5 2,4 |
| 51-80 | К1 К2 К3 K4 | 0,3 0,5 0,8 1,3 | 0,3 0,6 0,9 1,4 | 0,4 0,6 1,0 1,6 | 0,4 0,7 1,1 1,7 | 0,5 0,8 1,2 1,9 | 0,5 0,8 1,3 2,1 | 0,6 0,9 1,4 2,3 | 0,6 0,9 1,5 2,5 |
| 81 - 120 | К1 К2 К3 К4 | 0,3 0,5 0,8 1,3 | 0,3 0,6 0,9 1,5 | 0,4 0,6 1,0 1.6 | 0,4 0,7 1,1 1,8 | 0,5 0,8 1,2 2,0 | 0,5 0,8 1,4 2,1 | 0,6 0,9 1,5 2.3 | 0,6 0,9 1,6 2,5 |
| Зазор S2 | К1 К2 К3 К4 | 0,3 0,5 0,8 1,2 | 0,4 0,6 0,9 1,5 | 0,4 0,7 1,1 1,7 | 0,5 0,8 1,2 2,0 | 0,6 0,9 1,4 2,3 | 0,6 1,0 1,6 2,6 | 0,7 1,1 1,8 2,8 | 0,7 1,2 2,0 3,1 |
Примечания: 1. K1 - модельный комплект I и II классов точности из металла и пластмассы;
К2 - III класса точности из металла и пластмассы и I класса точности из дерева;
К3 - II класса точности из дерева; К4 - III класса точности из дерева. 2. S3 = 1,5 S1.
Устойчивое положение стержней в форме также обеспечивается их знаками. Однако в ряде случаев используют специальные металлические подставки - жеребейки.
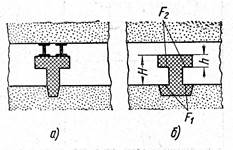
Рис. 19. Пример повышения устойчивости стержней жеребейками.
В большинстве случаев стержни, которые устанавливаются в нижнюю полуформу и имеют два или более знака, достаточно устойчиво крепятся в форме. При необходимости установки стержня в верхней полуформе используют крепежные металлические шпильки, металлические пластины, болты или мягкие привязочные средства, удерживающие стержень в верхней полуформе за его знаковую часть. Для предотвращения всплывания стержня в форме при заполнении ее жидким металлом (при отсутствии верхнего знака) нижний знак стержня имеет специальную конструкцию и закрепляется металлическими шпильками, а при необходимости между верхней частью стержня и верхней полуформой устанавливается жеребейка. Правильность установки стержней проверяют контрольными шаблонами до сборки нижней и верхней полуформ.
Жеребейки.
Жеребейки, так же как и знаки, служат для фиксирования положения стержня в форме от момента постановки в форму до затвердевания металла в форме рис. 20. На рис. 21 показаны различные типы применяемых в массовом производстве жеребеек.
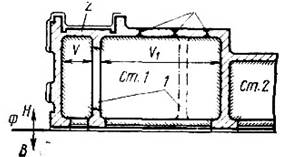
Рис. 20. Примеры применения жеребеек в форме
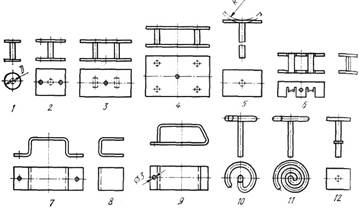
Рис. 21 Примеры типов жеребеек в массовом производстве
Требования, предъявляемые к жеребейкам:
1. Жеребейка должна обладать достаточной опорной поверхностью как со стороны стержня 2, так и особенно со стороны формы 3 (рис. 21, 2-4). Площадь опоры жеребейки на форму рассчитывается аналогично опорной поверхности знака. Площадь опоры жеребейки может резко уменьшиться при небрежно изготовленных жеребейках.
У жеребеек, состоящих из проволочного стерженька с приклепанной площадкой из листового материала, последняя должна быть достаточно прочно закреплена. Часто этому не уделяется должного внимания; под влиянием давления уплотняющейся формовочной смеси и затем всплывающего стержня соединение площадки с проволокой нарушается, и проволока проходит в отверстие площадки, свободно вонзаясь в форму. Стержень при этом свободно всплывает. Нередко под конец жеребейки, упирающейся в стержень, подкладывается слишком тонкая пластинка. В этом случае пластинка зачастую продавливается и острый конец жеребейки легко входит в стержень. Прокалыванию пластинки может способствовать также заостренный конец жеребейки. Нужно следить, чтобы конец жеребейки был отрезан ровно, без острых заусенцев.
Жеребейка должна сохранять достаточную прочность после заливки металла до тех пор, пока металл в форме не затвердеет настолько, что стержень потеряет возможность всплыть. Для этого она должна иметь достаточную толщину.
Жеребейка должна прочно завариться в теле отливки, не создавая вокруг себя газовых пузырей. При несоблюдении этого требования отливка даст течь, если она подвергается гидравлическому испытанию.
Лучшему завариванию жеребейки в металле способствует негладкая поверхность проходящего сквозь металл стерженька. Хорошо завариваются жеребейки, имеющие винтовую нарезку или изготовленные из скрученной проволоки квадратного сечения. Также возможно получение зазубрин на стерженьке во время штамповки.
Диаметр стерженька жеребейки должен, с одной стороны, соответствовать нагрузке, которой подвергается в форме, а, с другой стороны, он не должен быть слишком велик, чтобы металл отливки не охладился вокруг него настолько быстро, что не произойдет заваривания жеребейки в теле отливки.
В стенке толщиной менее 6—8 мм жеребейки практически не завариваются. При тонкостенных отливках в местах постановки жеребеек делаются местные утолщения диаметром 12—20 мм.
Для предупреждения образования газовых раковин должно быть обеспечено отсутствие окислов на поверхности жеребейки. Предупреждение окисления жеребеек достигается их лужением и омеднением. Недавно предложен метод предохранения жеребеек от окисления пассивированием.
Жеребейки в виде «катушки», а также целиком штампованные жеребейки проставляются между стержнями при сборке их в узлы. Завариваемость штампованных жеребеек обычно не вызывает затруднений.
Точеные жеребейки из стали или чугуна применяются только, при отливке крупных деталей.
Разрабатывая конструкцию сложных стержней целесообразно проводить предварительную сборку сложных стержней в узлы. Этот метод дает возможность тщательнее проконтролировать точность положения каждого стержня и упрощает операции сборки формы.
Могут также применяться специальные кондукторы, в которых стержни собираются и опускаются в форму с направлением кондуктора по втулкам в опоке.
мы стержневым знакам в поперечном сечении придают такую же форму, какую имеет выходное отверстие на детали.
На рис. 22, в показана модель для опорной стойки, изготовленная с двумя пирамидальной формы знаками, причем верхний знак сделан отъемным и имеет дополнительный шип, который служит вспомогательным фиксатором и обеспечивает установку верхнего знака только в одном положении.
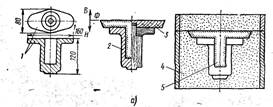
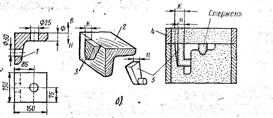
Рис. 22. Модели со специальными стержневыми знаками:
а — со знаком для подвесного стержня, б — с вытяжным знаком; 1 — чертеж детали, 2 — модель со стержневым знаком, 3, 4 — схема формы в сборе, 5 — стержень
Чтобы удобнее было устанавливать стержни в нижнюю форму и придать устойчивое положение им, нижние знаки делают с уклоном 5—10° и более длинными по сравнению с верхними. Верхние знаки делают с уклоном до 15—20°, чтобы не повреждалась верхняя форма при наложении ее на нижнюю со вставленным стержнем.
В массовом и крупносерийном производстве допускается для небольших круглых стержней применение нижних и верхних знаков одинаковой высоты и с одинаковыми уклонами.
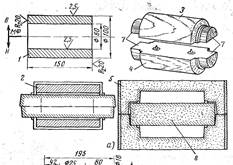
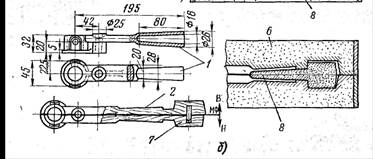
Рис. 23. Модели с горизонтальными стержневыми знаками:
А. круглые знаки, б — горизонтальный знак со специальным фиксатором (замком),предотвращающим продольное смещение; 1 — чертеж детали, 2 — чертеж модели, 3 —нижняя половинка модели, 4 — верхняя половинка модели, Б — схема формы в сборе, 6 — схема части формы в сборе, 7 — стержневой знак консольного типа, 8 — стержень.
Для получения отверстия прямоугольной или квадратной фор
-
Наряду с обычными коническими стержневыми знаками применяют на моделях и так называемые специальные знаки. Например, для отливки колпачка на модели изготовляют стержневой знак в виде головки гриба для подвесного стержня (рис. 22, а). Для получения отверстия, расположенного параллельно плоскости разъема или под углом, но находящегося ниже ее, на модели делают вытяжной знак (рис. 22, б), так как при обычном горизонтальном знаке установить стержень нельзя.
Для получения несквозного конического или другой формы отверстия в отливке модель делают с одним горизонтальным знаком, имеющим замок (рис. 23, б). Стержневой знак на этой модели делают несколько удлиненным (консольного типа).
На рис. 24, а изображена модель с горизонтальными стержневыми знаками. Верхние части знаков этой модели несколько длиннее нижних. Это сделано для того, чтобы не разрушилась верхняя полуформа при наложении на нее нижней. Чтобы предохранить края от разрушения верхней полуформы на горизонтальных знаках модели изготовляют предохранительные (противообжимные) пояски шириной 5—10 мм и диаметром, превышающим диаметр знака на 1—2 мм.
Знаковая часть стержня должна входить в знаковое гнездо формы свободно, без подгонки, т. е. гнездо должно быть но размерам несколько больше, чем знаковая часть стержня, чтобы между ними был зазор. Для этого стержневые знаки делают больше размера знаковой части стержня на величину зазора (рис. 123, а—г).
В сухих формах зазоры между стержнем и формой делают больше, чем в сырых, поскольку сухие формы почти не податливы.
Дата: 2019-02-02, просмотров: 851.