Вальцеванием называется метод переработки полимерных материалов, который состоит в многократном прохождении сырья сквозь зазор между подогретыми металлическими валками, совершающими вращательные движения на встречу друг другу. Температура и прилагаемые механические усилия действуют так, что полимер из твердого материала превращается в вязкотекучий. Полимер становится мягким, перемешивается и, наконец, гомогенизируется, под действием деформационных усилий. Процесс вальцевания подразумевает сжатие материала, которое сопровождается деформацией сдвига и, как следствие, уменьшением молекулярной массой макромолекул.
Показатель температуры во время вальцевания влияет на макрорадикалы, которые возникают в результате механико-химических процессов. Макрорадикалы могут:
- Дезактивироваться, что приведет к сокращению молекулярной массы полимера.
- Рекомбинироваться, что даст блок- либо привитые сополимеры. Данное явление широко распространено в технологии переработки пластмасс.
Ниже находится схема, описывающая процессы вальцевания и каландрования.

Вальцевание применяется с целью:
- Смешения необходимых компонентов с полимерами (в результате использования данного технологического процесса, получают листы и пленки);
- Нагрева и размягчения готовых полимерных материалов;
- Получения блок- и привитых сополимеров.
Для повышения уровня интенсивности деформирования, вальцы совершают вращательные движения с разной скоростью. При этом, скорость с которой вращается задний валок (w2), выше скорости вращения переднего валка (w1). Отношение скоростей заднего и переднего валка называется фрикцией (либо коэффициентом фрикции). Как правило, данный коэффициент составляет от 1.1 до 1.4. Вальцы способны функционировать в двух режимах: периодическом или непрерывном.
Каландрование является методом непрерывной переработки полимерного сырья. Данная технология используется в области:
- Изготовления листовых или пленочных изделий;
- Нанесения на поверхность листов рельефных материалов;
- Дублирования заранее приготовленных ленточных заготовок;
- Армирования полимерного сырья тканями либо сеткой, при показателе температуры выше температуры текучести или плавления.
Метод каландрования применяется на машинах способных работать непрерывно, основным элементом таких агрегатов является многовалковый каландр. В процессе каландрования полимер пропускается через зазор только один раз, в отличие от процесса вальцевания. Для получения пленки калиброванной толщины, полимер должен пройти сквозь несколько зазоров, которые образует вальцы каландра. Каландры оснащаются тремя или более валками, которые совершают вращательные движения со значительно большей скоростью, чем в процессе вальцевания. Сначала в зазор, который образует первая пара валков, подается горячий гомогенизированный и пластифицированный материал. Слои материала движутся вдоль поверхности вальцов со скоростью, которая равна линейной скорости вальцов. Вначале движения, внутренние слои материала подвергаются силе выталкивания, а затем в результате сил трения, втягиваются в зазор между валками. Слои материала двигаются с разной скоростью, что обеспечивает улучшенную пластификацию материала и вызывает деформацию сдвига. По мере того, как материал приближается к зазору, скорость средних слоев резко растет. В момент, когда слой проходит через зазор, скорость достигает максимальных значений. После того, как зазор пройден, скорость постепенно уменьшается и падает до скорости вальцов. 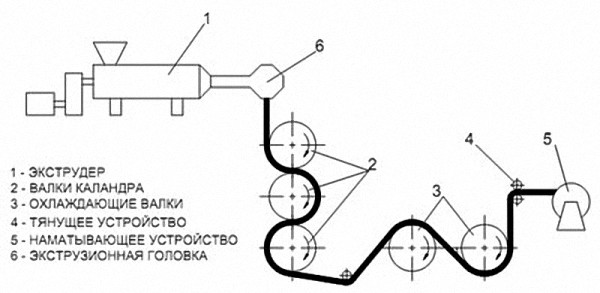
Изображение 2. Схема линии формования пленки посредством методом каландрования:
1 – экструдер; 2 – валки каландра; 3 – охлаждающие валки; 4 – тянущее устройство; 5 – наматывающее устройство; 6 – экструзионная головка
Дата: 2018-12-28, просмотров: 677.