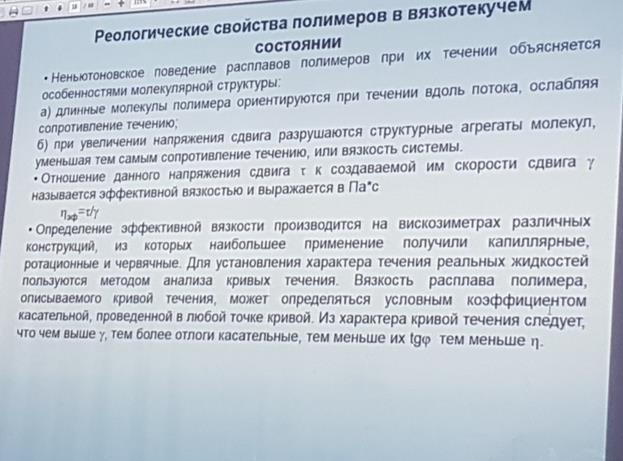
Физическое состояние полимера.Реолагические свойства полимера в вязком состоянии.
Поведение полимера при переработке определяется целым комплексом свойств, на основе которых выбираются параметры переработки. Эти свойства связаны с физическим состоянием полимера — стеклообразным, высокоэластическим п няэкотекучим. В процессе переработки полимер последовательно находится в каждом из них и поэтому знание закономерностей перехода из одного состояния в другое я структурных особенностей полимера необходимо для управления процессом переработки.
Технологические свойства термопластов
Технологические свойства термопластов: текучесть, влажность, термостабильность, гранулометрический состав, усадка 1. Текучесть – способность полимеров к вязкому течению под действием тепла и давления. Используют показатель текучести расплава (ПТР) – это сравнительная характеристика по которой проводится предварительный выбор метода переработки термопластов. 2. Содержание влаги и летучих в-в – оказывает большое влияние на процесс переработки и качество готовых изделий. Содержание влаги необходимо определять перед переработкой полимеров, чтобы правильно выбрать параметры изготовления изделий и определить необходимость подсушки материала(если влаги больше нормы – р-р брак(поры, пузыри)). 3.Термостабильность – способность полимера не разлагаться и не изменять внешний вид при повышенных t без нагрузки. Термостабильность зависит от продолжительности выдержки полимера при повышенной t. 4. Гранулометрический состав – характеризуется содержанием частиц разных размеров порошкообразных и гранулированных материалов. Оценивается по степени дисперсности. Частицы имеют различную форму (цилиндры, шары, куб, прямоугольник) и размер. Если размер и форма в партии приблизительно одинаковы, то – однородность материала. Оптимальный размер и форма для переработки зависят от материала и метода переработки. 5. Усадка полимеров – характеризует уменьшение размеров отформованного изделия при его охлаждении. Усадка происходит в результате изменения структуры, зависит от технологии производства.
Реактопласты
Реактопласты (термореактивные пластмассы) — пластмассы, переработка которых в изделия сопровождается необратимой химической реакцией, приводящей к образованию неплавкого и нерастворимого материала.
Наиболее распространены реактопласты на основе фенолформальдегидных, полиэфирных, эпоксидных и карбамидных смол. Содержат обычно большие количества наполнителя — стекловолокна, сажи, мела и др. Термореактивные материалы, как правило, твёрже, чем термопластичные материалы.
Экструзия
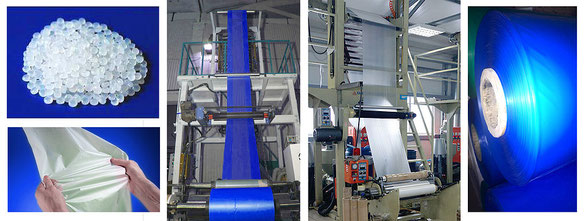
Экструзия – это процесс плавления полимера (допустим, полиэтилена), в результате которой он превращается в изделие определенного размера. Общая технология экструзии всегда одна и та же, но некоторые факторы изменяются в зависимости от толщины, которую необходимо получить. После плавки полиэтилен сушится воздухом, и этот процесс тоже считается частью экструзии. Машина, которая выполняет данную работу, называется экструдером. В наше время это самый распространенный метод создания полиэтиленовой пленки.
Описание процесса экструзии
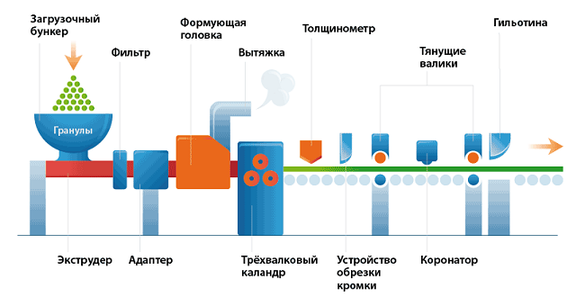
Такая сложная и комплексная процедура не может выполняться без соответствующего оборудования. Для получения качественной пленки необходим надежный и исправно работающий экструдер. Для начала в бункер машины загружаются полиэтиленовые гранулы, а затем включается функция нагрева. Вскоре гранулы плавятся и превращаются в вязкую прозрачную массу. Это и есть основа будущей пленки.
Вязкая масса проходит сквозь узкие отверстия, которые формируют кольцо. Результатом этой операции является «труба» из пленки. Как правило, в экструдерах предусмотрена функция изменения диаметра этой «трубы».
Затем пленка подвергается воздействию сжатого воздуха, после чего меняет форму. Она становится похожей на сильно вытянутый по вертикали баллон. Посреди валков элеватора находится небольшой зазор, в области которого соединяются края «баллона». Как результат, пленка оседает на дно экструдера и представляет собой сплюснутый рукав.
Нередко для изготовления полиэтиленовых пакетов применяются фальцеватели. В результате получается рукав с фальцовкой. Если изготовитель хочет сразу же нарезать пленку, то в конце сушки он применяет специальные ножи.
Особенности экструзии
Метод экструзии почти одинаков для большинства полимеров. Но температура плавки у каждого своя. Производители полиэтиленовой пленки пользуются расчетными номограммами, чтобы точно определять температуру, при которой плавятся те или иные термопласты. Чаще всего для плавки используются:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- полиформальдегид;
- полистирол.
В отличие от большинства плавящихся веществ, температура плавления полимеров может колебаться в довольно широком диапазоне. Так, полиэтилен плавится при температуре от 100 до 125°С, а различные виды полипропилена могут требовать температуру от 80 до 170°С. Это обуславливается составом полимеров, а также условиями проведения экструзии.
Экструзия полимеров требует от изготовителя пленки высоких профессиональных знаний. К примеру, поликарбонат и полиметилметакрилат – это полимеры с высокой вязкостью, которые при неосторожном превышении температуры могут потерять свои ключевые свойства.
Как известно, изначально полиэтилен существует в виде порошка. Но для того, чтобы загрузить его в экструдер, нужно сначала добиться гранулированной формы. Для этого проводятся следующие операции:
- Литье или прессование (иногда применяются другие методы) для получения цельной массы полимера.
- Плавка с последующим пропусканием через круглые отверстия (диаметр – от 1,5 до 2,5 мм).
- Нарезка полученной толстой нити на небольшие гранулы.
Только после этого полиэтилен можно загружать в экструдер. Аналогичные операции нужно проделывать и с полипропиленом, а также с некоторыми другими полимерами. Практически любая линия экструзии может работать со всеми полимерами, но машины не в силах сами подстраиваться под изменение материала.
Одночервячный экструдер
Устройство экструдера
По устройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на шнековые, бесшнековые и комбинированные.
Основным оборудованием для переработки пластмасс методом экструзии служат шнековые машины, называемые также червячными прессами.
В отдельных случаях переработки пластмасс применяются бесшнековые, или дисковые, экструдеры, в которых рабочим органом, продавливающим расплав в головку, является диск особой формы. Движущая сила, продавливающая расплав, создается в них за счет развития в расплаве нормальных напряжений, направленных перпендикулярно касательным (совпадающим с направлением вращения диска). Дисковые экструдеры применяются, когда необходимо получить улучшенное смешение компонентов смеси. Из-за невозможности развивать высокое давление формования такие экструдеры применяются для получения изделий с относительно невысокими механическими характеристиками и небольшой точностью геометрических размеров.
Комбинированные экструдеры имеют в качестве рабочего органа устройство, сочетающее шнековую и дисковую части, и называются червячно-дисковыми. Применяются для обеспечения хорошего смесительного эффекта, особенно при переработке композитов. На них перерабатываются расплавы пластмасс, имеющие низкую вязкость и достаточно высокую эластичность.
Шнековые экструдеры могут быть различных типов: одно- и двухшнековые; одно- и двухступенчатые; универсальные и специализированные; с осциллирующим (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее; с вращением шнеков в одну и в противоположные стороны, и т. п.
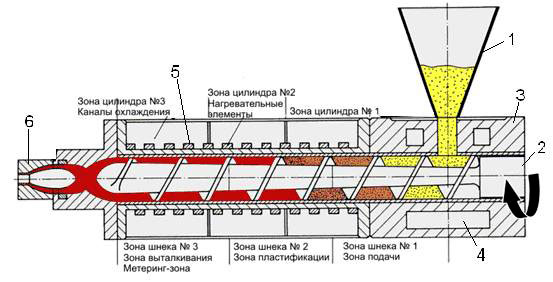
Наиболее простым является одношнековый экструдер без зоны дегазации (рис. 1). Основными элементами экструдера являются обогреваемый цилиндр, шнек (с охлаждением или без него), сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины h нарезки по длине шнека (рис. 2)..
Рис. 1. Схема одношнекового экструдера: 1- бункер; 2- шнек; 3- цилиндр; 4- полость для циркуляции воды; 5- нагреватель; 6- решетка с сетками; 7- формующая головка; /, //, ///- технологические зоны (пояснения в тексте).
Рис. 2. Основные типы шнеков: а- шнек общего назначения с тремя (/, //, III) геометрическими зонами; б- шнек для переработки высококристаллических полимеров (в- шнек для экструзии ПВХ; D- наружный диаметр; L- длина (технологическая) шнека; h- глубина нарезки шнека
В зависимости от вида выпускаемого изделия применяют либо коротко-, либо длинношнековые машины, т. е. с малым или большим отношением длины L к диаметру D шнека (L/D) (рис. 2). Значения D и L/D являются основными характеристиками одношнекового экструдера. Параметрический ряд отечественных экструдеров построен по диаметрам шнека: D = 20; 32; 45; 63; 90; 125; 160; 200; 250; 320 мм. В наименовании типоразмера пресса указываются D и L/D. Например, ЧП-45х20 означает следующее: ЧП- червячный пресс, D = 45 мм, L/D =20.
Технология пултрузии изделий из пкм.
Пултру́зия (протяжка) — технология изготовления высоконаполненных волокном композиционных деталей с постоянной поперечной структурой. Используется в производстве полимерных композиционных материалов.
Метод «пултрузии» - технология формирования и отверждения пропитанных полимерным связующим волокон стержня протяжкой через систему фильер с постепенно уменьшающимся сечением. Различают также метод плейнтрузии: технология изготовления неметаллической арматуры способом безфильерной протяжки; метод нидлтрузии: Технология изготовления неметаллической арматуры непрерывной рельефности безфильерным способом (формирование на игле).
Общее представление
Пултрузия получила своё название от английских слов «pull» — тянуть и «through» — сквозь/через. Причиной такому названию послужил сам процесс протягивания исходного материала сквозь нагретую до температуры полимеризации фильеру.
Процесс пултрузии широко применяется для изготовления доходных конструкционных профилей, которые могут быть использованы в качестве лёгкой, непроводящей (изоляционной), нержавеющей детали металлической конструкции. Большинство пултрузионных деталей имеющихся на рынке, имеют поперечное сечение меньше, чем 3 дюйма (7,62 см). В зависимости от способа обработки, оборудование классифицируется на:
Пневматические машины — имеют гусеничный привод.
Гидравлические агрегаты — включают в конструкцию гидравлический насос, с помощью которого обрабатывается сырье.
Пултрузионное оборудование обладает высокой производительностью, благодаря чему стоимость готового композиционного изделия приравнивается к стоимости исходных материалов, использовавшихся для изготовления детали. Материалы двигаются сквозь пултрузионную обработку, как непрерывный поток входящих в систему исходных материалов и выходящих спустя короткое время, как полностью готовая деталь.
Описание процесса
Рабочий пултрузионный процесс по существу можно разбить на следующие части:
1. пропитывание связующим
2. предварительное придание формы
3. отверждение и механическая обработка
4. протягивание
5. разрезание
В относительно простом методе, который использовался для изготовления ранних рыболовных удочек, одно или несколько тянущих устройств тянут ровницы на основе стеклянных волокон с катушечных стоек в ванну со связующим, где происходит их пропитывание. Избыток связующего выжимается и полуфабрикату придаётся приблизительная форма заготовки. Отверждение и придание окончательной формы достигается внутри нагреваемой фильеры. В конце линии пила нарезает заготовки на отрезки необходимой длины.
Существует много вариантов основного пултрузионного процесса и бесконечное число способов сборки линии. Большинство производственных линий горизонтальные, хотя иногда для устранения колебаний концентричности при производстве полых профилей применяется вертикальная компоновка. Технологический процесс может быть периодическим (с остановками в протягивании) и непрерывным.
Тянущие устройства в периодическом процессе останавливаются в течение процесса отверждения и такие процессы достаточно медленны. Однако они подходят для производства одиночных изделий, таких как элементы электронных устройств, где необходимо исключительное качество поверхности.
Непрерывные пултрузионные машины — основа индустрии из-за их высоких линейных скоростей, которые могут достигать 7.6 м/мин в зависимости от времени отверждения и размеров производимого профиля.
4 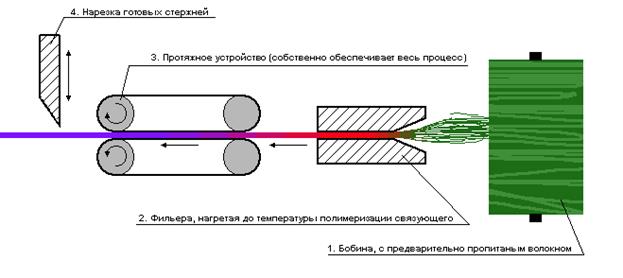
42. Основные требования к режущему инструменту при обработке композитов
Требования: точность выполняемых формы и размеров, качество поверхности, эффективность, стойкость, прочность, технологичность, экономичность, себестоимость
Режущий инструмент придает заготовке нужную форму и размеры. Его работоспособность и надежность оказывают существенное влияние на экономическую эффективность машиностроительного производства. Основные требования, предъявляемые к режущим инструментам, определяются их служебным назначением: способностью выполнять требуемые функциональные действия. Возможности процесса резания обрабатываемой заготовке обеспечиваются материалом режущей части инструмента, а также правильным выбором его геометрических параметров. Получение требуемой формы, размеров и качества обработанной поверхности детали обеспечивается конструкцией инструмента, а также особенностями крепления, базирования и регулирования инструмента на размер. Экономическая эффективность режущего инструмента определяется производительностью обработки и ее себестоимостью. Производительность определяется режимом обработки, т.е. уровнем скорости резания, подачи, глубины резания. Себестоимость обработки детали зависит как от конструктивных особенностей инструмента, так и от трудоемкости его изготовления и возможности восстановления режущих свойств в ходе эксплуатации.
Тех требования, установленные стандартами: к внешнему виду. Размерам и допуску, материалу и твердости, испытания в работе, клеймование и упаковка.
1. Инструмент не должен иметь заусенец, забоин, зазубрин, выкрашенных мест, следов коррозии, стружечных канавок, должен быть гладким, полированным;
2. Материал должен быть в соответствии с конкретными условиями обработки. Это условие к однородной микроструктуре, параметру твердости;
3. К основным размерам предъявляются повышенные требования к допуску, а допуск на габаритные размеры назначается по 12-14 квалитету;
4. Испытания проводят выборочно из нескольких партий;
5. к маркировке предъявляют след требования: назначают способ, обозначение, шрифт маркирования.
Показателями качества РИ: На стадиях изготовления и эксплуатации инструмента необходимо использование экспериментальных методов определения показателей качества. При изготовлении инструмента свойства второго уровня - прочность, износостойкость, приспособленность к ремонту оцениваются путем форсированных испытаний в лабораторных условиях, с последующим теоретическим расчетом ожидаемых в эксплуатации показателей надежности. При эксплуатации инструмента свойства третьего уровня - безотказность, долговечность, ремонтопригодность оцениваются путем наблюдений или организации специальных испытаний в реальных производственных условиях. При сравнительной оценке качества в испытаниях одновременно участвует и базовый вариант инструмента, относительно которого оцениваются относительные показатели отдельных свойств. Обобщенная оценка качества выполняется на основании абсолютного или относительного интегрального показателя качества, представляющий собой отношение полезного эффекта от эксплуатации инструмента к суммарным затратам на его создание и эксплуатацию. Полезный эффект от эксплуатации инструмента выражается производительностью обработки. Основные свойства надежности - безотказность, долговечность и ремонтопригодность оцениваются показателями - средним периодом стойкости, средним числом периодов стойкости, средним временем восстановления соответственно. На основании предложенной методики произведена оценка эффективности ряда конструктивных и технологических мероприятий по повышению надежности инструмента с учетом затрат на его изготовление и эксплуатацию. Улучшение эксплуатационных свойств металлорежущего инструмента неизбежно связано с увеличением затрат на его создание. Одним из путей повышения эффективности использования инструмента является обоснование целесообразного уровня показателей надежности с учетом возрастающих затрат на его производство. Затраты на производство инструмента определяются себестоимостью его изготовления, увеличение которой принимается пропорциональным росту показателей надежности. При этом затраты на эксплуатацию инструмента предполагаются постоянными.
43. Классификация полимеров
1. По составу основной цепи
— гомополимеры — полимеры, построенные из одинаковых мономеров:
– А–А–А–А–
(целлюлоза, состоящая из остатков β-D-глюкозы);
— сополимеры — полимеры, цепочки молекул которых состоят из двух или более различных структурных звеньев:
–А–А–Б–А–Б–
(нуклеиновая кислота, гиалуроновая кислота, белки);
— блок-сополимеры, состоящие из нескольких полимерных блоков: 
Сополимеры получаются в результате реакций сополимеризации.
2. По строению главной цепи
— гомоцепные
–СН2–СН2–СН2– , –SiН2–SiН2–
— гетероцепные
–СН2–О–СН2–О–, –Si (СН3)2–О–
Гомоцепные полимеры имеют главную цепь, состоящую из одинаковых атомов. Если она состоит из атомов углерода, то такие полимеры называют карбоцепными (полиэтилен, полистироли др.).
Гетероцепными называют такие полимеры, главная цепь которых состоит из различных атомов. К гетероцепным полимерам относятся простые эфиры, например, полиэтиленгликоль.
3. По регулярности строения цепи
— регулярные (стереорегулярные и стереонерегулярные) (присоединение мономерных звеньев по схеме «голова к хвосту» («головой» называется часть звена без заместителя, а «хвостом», соответственно, часть звена с заместителем);
— нерегулярные (беспорядочное чередование мономеров различного химического состава).
Однако в большинстве случаев присоединение звеньев идет по типу «голова к хвосту» и при таком строении полимерная цепь довольно регулярна.
4. По форме макромолекулы
— линейные;
— разветвленные;
— пространственные (сшитые)
Линейные и разветвленные цепи полимеров можно превратить в пространственные структуры «сшиванием» с помощью света, радиации или под действием химических реагентов.
5. По химическому составу
По химическому составу полимеры подразделяются на органические, элементоорганические и неорганические.
Органические полимеры составляют наиболее обширную группу соединений. Органические полимеры в главной цепи кроме атомов углерода, могут содержать также и другие элементы — кислород, азот, серу и т.д. Органическими полимерами являются смолы и каучуки.
Элементоорганические соединения в природе не встречаются. Этот класс материалов полностью создан искусственно.
Элементоорганические полимеры содержат в основной цепи неорганические атомы (Si, Ti, Al), сочетающиеся с органическими радикалами (СН3, С6Н5, СН2). Эти радикалы придают материалу, прочность и эластичность, а неорганические атомы сообщают повышенную теплостойкость. Представителями их являются кремнийорганические соединения.
Неорганические полимеры построены из атомов кремния, алюминия, германия, серы и др. и не содержат органические боковые радикалы. Неорганические полимеры являются основой керамики, стекол, ситаллов, слюдяных, асбестовых, углеграфитовых и других материалов.
6. По отношению к нагреванию
— термопластические;
— термореактивные
При нагревании термопластических полимеров их свойства постепенно изменяются и при достижении определенной температуры они переходят в вязкотекучее состояние. При охлаждении жидких термопластических полимеров наблюдаются обратные явления. Химическая природа полимера при этом не изменяется, процесс плавления и процесс отвердевания обратим.
К термопластическим полимерам относятся полиэтилен, полистирол, поливинилхлорид.
При нагревании термореактивных полимеров (реактопласты) они приобретают сетчатую структуру. Такие полимеры не восстанавливают свои свойства при нагревании и последующем охлаждении. Примером таких полимеров служат фенолформальдегидные смолы, мочевиноальдегидные, полиэфирные, эпоксидные и карбамидные смолы. Они содержат обычно различные наполнители.
7. По развитию деформации (при комнатных температурах)
— пластомеры;
— эластомеры
Полимеры, которые легко деформируются при комнатной температуре, называют эластомерами, трудно деформируемые – пластомерами (пластиками).
8. По природе (происхождению)
— природные;
— искусственные;
— синтетические
Полимеры, встречающиеся в природе – органические вещества растительного (хлопок, шелк, натуральный каучук, целлюлоза и др.) и животного (кожа, шерсть и др.) происхождения, а также минеральные вещества (слюда, асбест, естественный графит, природный алмаз, кварц и др.).
Искусственные полимеры получают из природных полимеров путем их химической модификации. Одним из наиболее распространенных природных полимеров, который непрерывно регенерируется в процессе фотосинтеза, является целлюлоза.
Нитроцеллюлоза и ацетатцеллюлоза – продукты химической модификации целлюлозы – искусственные полимеры. Они растворимы в ацетоне, хлороформе и др. растворителях.
Эфиры целлюлозы используют для получения фотопленки и волокон.
Вискозная нить получается растворением природной целлюлозы в сероуглероде со щелочью с последующим ее выделением. Вискозная нить и целлюлоза природная имеют различную кристаллическую структуру, пластмасса целлулоид получается обработкой нитроцеллюлозы камфарой в присутствии спирта.
Синтетические полимеры получают из простых веществ путем химического синтеза. Основным преимуществом синтетических полимеров перед природными являются неограниченные запасы исходного сырья и широкие возможности синтеза полимеров с заранее заданными свойствами. Исходным сырьем для получения синтетических полимеров являются продукты химической переработки нефти, природного газа и каменного угля.
9. По полярности
— полярные;
— неполярные
Полярные содержат полярные группы -OH, -COOH, -CN, -Cl, -CONH2 — ПВС (поливиниловый спирт), ПВХ (поливинилхлорид).
Неполярные не содержат полярных групп атомов — ПЭ (полиэтилен), ПП (полипропилен) и др.
Дата: 2018-12-28, просмотров: 806.