Содержание
1. Содержание.. 2
2. ОБЛАСТЬ ПРИМЕНЕНИЯ И ОБЩИЕ ТРЕБОВАНИЯ.. 3
3. СХЕМА ВХОДНОГО КОНТРОЛЯ.. 5
4. НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ.. 10
5. Организация входного контроля закупленной продукции.. 12
5.1 Общие требования. 12
5.2 Приборное и инструментальное оснащение. 13
5.3 Хранение строительных материалов. 14
6. ОРГАНИЗАЦИЯ РАБОТ ПО КОНТРОЛЮ КАЧЕСТВА.. 16
6.1 Входной контроль труб, соединительных деталей трубопроводов и запорно-регулирующей арматуры. 16
6.2 Входной контроль сварочных материалов. 24
6.3 Манжеты термоусаживающиеся. 27
6.4 Входной контроль балластирующих устройств. 29
6.5 Геотекстильная продукция. 34
6.6 Контейнеры противоэрозионные ромбические типа КП-Р-1.8. 35
6.7 Теплоизоляционные сегменты «Экстрол». 37
6.8 Щебень, песок и гравий из горных пород. 38
6.9 Материалы и оборудование электрохимзащиты (ЭХЗ). 38
6.10 Материалы для термитной сварки. 39
6.11 Электротехническая продукция, оборудования и материалов КИПиА, телемеханики и связи 39
6.12 Кабельно-проводниковая продукция. 42
6.13 Металлопрокат. 43
6.14 Цемент. 44
6.15 Бетонные смеси. 45
7. ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ И ОХРАНА ТРУДА.. 47
8. Охрана окружающей среды... 50
ОБЛАСТЬ ПРИМЕНЕНИЯ И ОБЩИЕ ТРЕБОВАНИЯ
Настоящая технологическая карта разработана с целью установления порядка и требований по входному контролю труб, деталей, оборудования и материалов на строительстве объекта «Развитие газотранспортных мощностей ЕСГ Северо-Западного региона, участок Грязовец – КС Славянская» (с 395 км по 538 км).
Входной контроль материально-технических ресурсов (далее – МТР) осуществляется согласно требованиям проекта, ГОСТ 24297-2013, Регламента по контролю качества строительства генподрядными организациями на объектах ПАО «Газпром», НТД регламентирующей проведение входного контроля МТР.
Целью входного контроля МТР является недопущение применения при строительстве Объекта материалов, изделий и оборудования, не соответствующих проектным решениям, требованиям ПАО «Газпром», национальных стандартов, технических условий и другой НТД.
Входной контроль МТР, поставляемых на объект, осуществляется на складах, площадках складирования и хранения до момента применения МТР, но не позднее десяти дней со дня поступления МТР.
При входном контроле МТР представители подрядной организации и специалисты строительного контроля проверяют:
– соответствие поставленных МТР требованиям проекта и НТД;
– соответствие поставщика рекомендациям ПАО «Газпром»;
– наличие и полноту сопроводительных документов поставщика-производителя (паспорта, сертификаты и т.п.), подтверждающих количество и качество поставляемых МТР;
– внешний вид и состояние упаковки, сохранность пломб, наличие и четкость маркировки, соответствие ее сопроводительной документации;
– соответствие фактических показателей, поставленных МТР, указанным в сопроводительных документах: геометрические размеры, комплектность, сварочно-технологические свойства сварочных материалов и т.д., а также требованиям проекта и НТД;
– наличие поставленных МТР в соответствующих Реестрах продукции, технические условия которой соответствуют техническим требованиям ПАО «Газпром» или наличие письменных согласований ПАО «Газпром» и Проектного института, разрешающих применение МТР;
– наличие данных (отметки) в сопроводительных документах о поставке через комплексного поставщика ЗАО «Газпром СтройТЭК Салават» продукции, указанной в перечне специализированной продукции;
– контроль геометрических параметров;
– периодический контроль за соблюдением складскими работниками правил хранения и выдачи продукции в производство (ГОСТ 24297-2013, п.6.1).
При поступлении от поставщика (изготовителя) МТР должны сопровождаться оригиналами документов качества. На серийную продукцию (ограниченная номенклатура изделия, выпускаемая большим объемом) допускается прилагать заверенные держателем оригинала копии документов качества. На единичную (отдельное изделие или партия продукции установленного объема, предназначенная для одного заказчика и не предусмотренная к повторному изготовлению), сформированную в партии продукцию допускается прилагать заверенные копии документов качества с предоставлением оригиналов в течение месяца со дня поступления МТР.
Все документы качества МТР, хранятся в составе исполнительной документации на Объекте.
По результатам входного контроля представителями СКК оформляется Акт о результатах проверки изделий на соответствие технической документации по форме №3.3 ВСН 012-88 часть II. Результаты контроля заносятся в Журнал верификации закупленной продукции по ГОСТ 24297-2013 (приложение А) в течение 3-х дней с момента его проведения. Журнал должен быть прошит, пронумерован, скреплен печатью подрядной организации. По окончании работ Журнал в составе исполнительной документации передается Заказчику.
На все МТР по результатам входного контроля представителями СКК наносится соответствующая маркировка несмываемой краской с информацией о пригодности:
«П» - пригодно для использования;
«К» - требует дополнительной проверки;
«Р» - требует устранения дефектов;
«Б» - забраковано.
МТР, несоответствие установленным требованиям, которых выявлено входным контролем, складируются обособлено. Оформляется Акт о несоответствиях МТР, выявленных при входном контроле в трех экземплярах. На данные МТР наносится маркировка "Б" - забраковано с привязкой (ссылкой) на реквизиты Акта. Один экземпляр Акта подлежит передаче в службу, осуществляющую поставку МТР, второй экземпляр Акта подлежит хранению в оперативных делах СКК подрядной организации, третий экземпляр Акта направляется представителем СК, осуществляющим контроль качества проведения входного контроля, Заказчику для передачи в СКЗ Общества.
В случае выявления по результатам входного контроля несоответствия МТР, комиссией в составе представителей Генподрядной организации, СК Заказчика, предприятия-изготовителя (при необходимости) может быть принято одно из трех решений:
- Генподрядная организация выполняет замену поставленных на Объект МТР, несоответствующих проекту и требованиям НТД, соответствующими.
- МТР, не соответствующие установленным требованиям, дорабатываются изготовителем или в присутствии его представителей. После доработки МТР проводится повторная процедура входного контроля;
- Несоответствующие проекту МТР могут быть применены только после обязательного согласования с Заказчиком, проектировщиком с внесением соответствующих изменений в ПСД.
В случае установления комиссией невозможности устранения выявленных несоответствий, данные МТР должны быть удалены с Объекта в 7-дневный срок.
СХЕМА ВХОДНОГО КОНТРОЛЯ
НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ
Процедура входного контроля, освидетельствование и отбраковка МТР производится постоянно по мере их поступления и выполняется согласно требованиям рабочей документации, ГОСТ, Технических Условий (ТУ) на поставку оборудования и материалов, а также, в соответствии с требованиями следующих нормативных документов:
– ВСН 012-88 Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть I;
– ВСН 012-88 Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть II. Формы документации и правила ее оформления в процессе сдачи-приемки;
– СП 86.13330.2014 Магистральные трубопроводы;
– СТО Газпром 2-2.2-382-2009 Правила производства и приемки работ сухопутных участков газопровода, в том числе в условиях крайнего севера;
– СТО Газпром 2–2.2–136–2007 Инструкция по технологиям сварки при строительстве и ремонте промысловых и МГ;
– РД 03-606-03 «Инструкция по визуальному и измерительному контролю»;
– ГОСТ 24297-2013 «Верификация закупленной продукции. Организация проведения и методы»;
– ГОСТ Р 15.201-2000 «Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство»;
– ГОСТ 8.009-84 Государственная система обеспечения единства измерений. Нормируемые метрологические характеристики средств измерений;
– Постановление Правительства РФ от 21.06.2010г. №468 «О порядке проведения строительного контроля при осуществлении строительства, реконструкции и капитального ремонта объектов капитального строительства;
– ГОСТ 310.3-76 Цементы. Методы определения нормальной густоты, сроков схватывания и равномерности изменения объема;
– ГОСТ 310.4-81 Цементы. Методы определения предела прочности при изгибе и сжатии;
– ГОСТ 9758-2012 Заполнители пористые неорганические для строительных работ. Методы испытаний;
– ГОСТ 8735-88 Песок для строительных работ. Методы испытаний;
– ГОСТ 8269.0-97 Щебень и гравий из плотных горных пород и отходов промышленного производства для строительных работ. Методы физико-механических испытаний;
– ГОСТ 30459-2008 Добавки для бетонов и строительных растворов. Определение и оценка эффективности;
– ГОСТ 23732-2011 Вода для бетонов и строительных растворов. Технические условия;
– ГОСТ 8.610-2012 Государственная система обеспечения единства измерений. Дозаторы весовые автоматические дискретного действия. Часть 1. Метрологические и технические требования;
– ГОСТ 8.523-2004 Государственная система обеспечения единства измерений. Дозаторы весовые дискретного действия. Методика поверки;
– ГОСТ 10181-2014 Смеси бетонные. Методы испытаний;
– ГОСТ 12730.5-84 Бетоны. Методы определения водонепроницаемости;
– ГОСТ 10060-2012 Бетоны. Методы определения морозостойкости;
– ГОСТ 10180-2012 Бетоны. Методы определения прочности по контрольным образцам;
– ГОСТ 18105-2010 Бетоны. Правила контроля и оценки прочности;
– ГОСТ 27005-2014 Бетоны легкие и ячеистые. Правила контроля средней плотности;
– ГОСТ 12730.1-78 Бетоны. Методы определения плотности;
– Регламент по контролю качества строительства генподрядными организациями на объектах ОАО «Газпром».
Сварочные электроды
Сварочные проволоки
Сварочный флюс
Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты:
– 1 м - для электродов диаметром менее 4 мм;
– 0,5 м - для электродов диаметром 4 мм и более.
По соглашению изготовителя и потребителя для электродов диаметром более 5 мм допускается снижение высоты падения до 0.3 м.
При проверке допускаются частичные откалывания покрытия общей протяженностью до 5% длины покрытой части электрода.
Сварочные материалы, забракованные при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Сварочные материалы признанные годными оформляются Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Требования к условиям хранения сварочных материалов.
Сварочные материалы следует хранить в соответствии с рекомендациями заводов-изготовителей, при этом сварочные электроды следует хранить в помещениях при температуре воздуха не ниже +15°С, относительной влажности не более 60 %, в количестве не более пяти упаковок (рядов) в высоту (СТО Газпром 2-2.2-136 п. 7.7.2).
Сварочные материалы, хранящиеся более одного года, непосредственно перед использованием должны пройти повторный входной контроль.
Электроды, проволоки, флюсы с нарушением герметичности упаковки должны пройти повторный входной контроль и должны быть использованы в первую очередь.
Электроды с основным видом покрытия, поставляемые в герметичных пластмассовых коробках или картонных коробках, обтянутых термоусадочной пленкой перед сваркой должны быть прокалены в соответствии с рекомендациями изготовителя. При отсутствии рекомендаций изготовителя, электроды должны быть прокалены при температуре +350 °С до +380 °С в течение от 1 до 2 ч.
Электроды с основным видом покрытия, поставляемые в герметичных металлических банках, не требуют прокалки перед сваркой. При нарушении герметичности банки, а также в случае, если электроды из открытой банки не были использованы в течение рабочей смены, необходимо произвести их прокалку перед сваркой в соответствии с рекомендациями изготовителя. При отсутствии рекомендаций изготовителя, электроды должны быть прокалены при температуре от +350°С до +380°С в течение 1 - 2 ч.
Электроды с основным видом покрытия после прокалки должны храниться
– в термостатах (термопеналах), сушильных шкафах, прокалочных печах при температуре от +100 °С до +150 °С;
– в герметичных емкостях в сухих отапливаемых помещениях при температуре воздуха не ниже +15 °С и относительной влажности не более 60 % в течение не более 2-х суток; после истечения 2-х суток перед использованием электродов требуется повторная прокалка.
Манжеты термоусаживающиеся.
Процедура входного контроля термоусаживающихся манжет производится комиссией в соответствии с разделом 1 и п.3.1 настоящей ТК.
Проектной документацией по объекту предусмотрены термоусаживающиеся манжеты ТЕРМОРАД-МСТ-1420, ТУ 2245-010-05336443-2013, производства ООО «Гефест-Ростов», Россия, г. Ростов-на -Дону.
Манжеты и комплектующие изделия к ним принимают партиями. Партией считаются, количество продукции, изготовленное в непрерывном потоке по установившейся технологии с использованием полимерных материалов одной марки.
Каждая партия манжет, отправляемая в один адрес, сопровождается документом о качестве (сертификатом качества), в котором указывают:
– наименование предприятия-изготовителя и его товарный знак;
– условное обозначение манжеты;
– номер партии;
– общий метраж манжет;
– количество комплектов;
– дату выпуска;
– штамп ОТК;
– результаты испытаний и заключение о соответствии партии требованиям Технических условий;
– манжеты термоусаживающиеся и комплектующие изделия к ним должны соответствовать требованиям ГОСТ Р 51164-98 «Трубопроводы стальные магистральные. Общие требования к защите от коррозии».
При входном контроле манжет и комплектующих изделий необходимо проверить их на соответствие техническим условиям и иметь действующий гарантийный срок изготовителя.
Манжета представляет собой ленту двухслойной конструкции, состоящей из термосветостабилизированной радиационно-модифицированной и ориентированной полиэтиленовой основы и термоплавкого адгезионного подслоя, ленту-замок и двухкомпонентный эпоксидный праймер «ПЭГ»
Геометрические размеры манжет определяются диаметром и длиной неизолированной части труб. Размеры манжет для труб разных диаметров представлены в таблице 5
Таблица 5
| Диаметр трубы, мм | Толщина манжеты, мм | Ширина манжеты, мм |
| До 530 вкл. | Не менее 1,8±0,2 | Не менее 440+5 |
| Свыше 530 до 1420 вкл. | Не менее 2,4±0,2 | Не менее 495+5 |
Длина манжет ТЕРМОРАД-МСТ-1420 составляет:
– для трубопроводов диаметром 1420 мм – длина манжеты L=4690±15 мм;
– для трубопроводов диаметром 1020 мм – длина манжеты L=3383±14 мм.
Лента-замок представляет собой отрезок полимерной ленты, состоящей из термосветостабилизированной радиационно-модифицированной полиэтиленовой основы и термоплавкого адгезионного слоя с введением стеклотканевой сетки. Лента-замок предназначена для соединения концов полотна манжеты в неразъемное соединение («кольцо») для последующей ее усадки.
Лента-замок изготавливается в соответствии с ТУ 2245-016-46541379-01 и имеет геометрические размеры в соответствии с таблицей 6.
Таблица 6
| Диаметр трубы | Длина, мм | Ширина, мм | Толщина, мм |
| До 530 мм, вкл. | 440 + 5 | 100 ± 5 | 1,4 ± 0,2 |
| До 820 мм вкл. | 495 + 5 | 150 ± 5 | |
| Свыше 820 мм. | 495 + 5 | 200 ± 5 |
Праймер эпоксидный модифицированный «ПЭГ», входящий в комплект манжеты, представляет собой двухкомпонентную систему из эпоксидной смолы и отвердителя. Праймер должен соответствовать требованиям ТУ 2257-021-46541379-01. Толщина слоя праймера эпоксидного модифицированного «ПЭГ» в покрытии не менее 100 мкм.
Манжеты поставляются в комплекте с эпоксидным праймером и лентой-замком. Упаковка изделий и материалов комплекта выполняется в соответствии с требованиями технических условий на их изготовление.
Манжеты и лента-замок упаковываются в полиэтиленовые пакеты и коробки из гофрокартона не более 30 кг по массе.
По согласованию с заказчиком Манжета может поставляться в виде рулонов длиной до 30 м. Конец рулона закрепляют липкой лентой. Рулон комплектуется отрезками ленты-замок (количество – по требованию заказчика). Затем рулон и лента-замок упаковываются в полиэтиленовый пакет и коробки из гофрокартона не более 30 кг по массе.
По согласованию с Заказчиком допускается другой вид упаковки, обеспечивающий сохранность ленты при транспортировании.
Компонент «А» праймера ПЭГ упаковывается в металлические банки и далее по 10 или 20 штук в коробки из гофрокартона.
Компонент «Б» праймера ПЭГ упаковывается в стеклянные банки и далее по 10 штук в коробки из гофрокартона.
При визуальном осмотре манжеты и замковой пластины проверяют однородность поверхности, отсутствие пропусков адгезива, пузырей, прожогов и морщин. Осмотр проводят визуально, без применения увеличительных средств. По результатам измерений определяют среднеарифметическое значение и стандартное отклонение.
Толщину манжет и замковых пластин измеряют толщиномером по ГОСТ 11358-89 с точностью ± 0,1 мм или микрометром МК-25 по ГОСТ 6507-90.
Ширину манжеты, а также длину и ширину замковой пластины измеряют линейкой по ГОСТ 427-75 в пяти точках по длине манжеты методом случайной выборки. По результатам измерений определяют среднеарифметическое значение и стандартное отклонение.
При входном контроле компонентов А и Б праймера визуально проверяется целостность упаковки компонентов, наличие маркировки и ее соответствие сертификатам.
Транспортирование манжет и комплектующих изделий производится в крытых транспортных средствах, обеспечивающих сохранность транспортной тары и предохраняющих ее от попадания атмосферных осадков, в соответствии с Правилами перевозки грузов на данном виде транспорта.
Укладка манжет и комплектующих изделий производится в соответствии с требованиями технических условий на их изготовление.
Транспортирование манжет и комплектующих изделий производится в крытых транспортных средствах, обеспечивающих сохранность транспортной тары и предохраняющих ее от попадания атмосферных осадков в соответствии с правилами перевозки грузов на данном виде транспорта.
Хранение манжет должно осуществляться в закрытых помещениях, исключающих попадание прямых солнечных лучей, на расстоянии не менее одного метра от отопительных приборов. Рекомендуемая температура хранения от 10 °С до 30 °С.
Термоусаживающиеся манжеты, забракованные при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Термоусаживающиеся манжеты признанные годными оформляются Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Требования к утяжелителям УБО-УМ-1420-2,5-12,5.
Допускаются на наружной поверхности бетона раковины диаметром до 20 мм, глубиной до 10 мм и местные наплывы высотой более 10 мм. Откол бетона ребер допускается на длине 1 м, глубиной не более 15 мм, протяженностью не более 100 мм. Трещины в бетоне не допускаются за исключением усадочных, технологических шириной до 0,1 мм для агрессивных сред и 0,2 мм - для неагрессивных сред. Обнажение арматуры, кроме монтажных петель и фиксаторов положения поясов СП не допускается.
Условия хранения УБО-УМ-1420-2,5-12,5 должны гарантировать сохранность изделий со времени их поступления на склады до монтажа (навески) на трубопровод.
Утяжелители типа УБО-УМ-1420-2,5-12,5должны храниться рассортированными по маркам в штабелях, на складских площадках с плотным выровненным основанием. Изделия укладывают в штабеля высотой в два ряда. Нижний и верхний ряд железобетонных блоков утяжелителей типа УБО-УМ-1420-2,5-12,5укладывают на ровное основание на прокладки.
МСП должны храниться в упакованном виде, на складских площадках на поддонах в штабелях высотой не более 2,5 м и защищены от попадания прямых солнечных лучей. Не допускается намокание и промерзание МСП.
Погрузо-разгрузочные работы должны вестись в соответствии с требованиями НТД, способами обеспечивающими, сохранность утяжелителей.
Строповку утяжелителей УБО-УМ-1420-2,5-12,5при подъеме, погрузке и разгрузке следует производить за петли монтажные.
Разгрузку утяжелителей типа УБО-УМ-1420-2,5-12,5сбрасыванием запрещается.
При хранении и транспортировке не допускается пригибать монтажные петли.
Утяжелители типа УБО-УМ-1420-2,5-12,5 забракованные при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Утяжелители типа УБО-УМ-1420-2,5-12,5 признанные годными оформляются Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Марка
ПКБУ-МК
Габариты устройства, мм
Объем
Ем к остей устройства, м3
Примечание: * -размеры для справок.
Входной контроль полимерных балластирующих устройств ПКБУ-МКС-1420 производится комиссией назначенной, в соответствии с разделом 3.1 настоящей ТК.
При входном контроле полимерных балластирующих устройств ПКБУ-МКС-1420 следует дополнительно обратить внимание на внешний вид (не допускается: расхождение швов, пропуски в строчке, а также сквозные механические повреждения ткани на "емкости", трещины, прогибы, задиры или иные деформации, наличие не прокрашенных участков на наружной поверхности элементов "распорных рамок"; допускается: следы масляных пятен заводского происхождения, а также бахрома на заводской кромке ткани).
Условия хранения балластирующих устройств ПКБУ-МКС должны гарантировать сохранность изделий со времени их поступления на склады до монтажа (навески) на трубопровод. При этом контейнерная часть ПКБУ должна хранится в закрытых складах на стеллажах или поддонах при температуре не выше плюс 40°С, на расстоянии не менее 1м от отопительных приборов и должна быть защищена от действия прямых солнечных лучей. Не допускается намокание и промерзание контейнеров!!!
Паллеты распорных рамок жесткости ПКБУ-МКС следует хранить на подкладках в закрытых складских помещениях или на открытых складских площадках под навесом.
Балластирующие устройства ПКБУ-МКС-1420 забракованные при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Балластирующие устройства ПКБУ-МКС-1420 признанные годными оформляются Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Геотекстильная продукция.
Процедура входного контроля геотекстильной продукции производится комиссией в соответствии с разделом 1 и п.3.1 настоящей ТК. При этом проверяется наличие сопроводительных документов о качестве продукции (паспорта, сертификаты соответствия).
Геотекстильная продукция, поставляемая на Объект, должна состоять, в перечне специализированной продукции, согласованной и утвержденной ПАО «Газпром», либо согласована проектным институтом и Заказчиком.
Поставка на объект, как правило производится партиями. За партию принимают количество рулонов полотна одного типа, в объёме одного заказа, сопровождаемое одним документом о качестве, содержащим:
- наименование предприятия-изготовителя, местонахождение изготовителя (юридический адрес);
- наименование продукции, ее условное обозначение;
- номер партии;
- дату изготовления;
- количество м2 в партии;
- нормы, результаты испытаний и заключение о соответствии полотна требованиям штамп и подпись ОТК.
При визуальном контроле геотекстильной продукции проверяется:
– целостность упаковки;
– отсутствие разрывов и других нарушений сплошности геосинтетического материала в упаковке;
– наличие маркировки на каждой упаковочной единице в виде этикетке, наклеенной на упаковку или в нее вложенной. Возможна маркировка штампом непосредственно на упаковочном материале без наклейки этикетки.
На этикетке (штампе) должны быть указаны данные о геотекстильной продукции в полном соответствии с сопроводительной документацией на материал, а именно:
– наименование организации-изготовителя или ее товарный знак;
– информация о месте нахождения организации-изготовителя:
– наименование геосинтетического материала и обозначение стандарта, нормативного документа или технических условий, устанавливающих требования на конкретный вид геосинтетического материала;
– номер партии, число упаковочных единиц в партии и дата изготовления;
– ширина и длина материала в упаковочной единице;
– условия хранения и использования геосинтетического материала;
– гарантии изготовителя.
Марка
КП-Р
Объём
Мкости КП-Р, м3
Габариты КП-Р, мм
Вес заполненного грунтом
КП-Р в воздухе**, тонн
Примечание: * - размеры для справок;
** - при плотности грунта 1,4 т/м3.
Входной контроль геотекстильной продукции производится комиссией назначенной, в соответствии с разделом 3.1 настоящей ТК. При этом проверяется наличие сопроводительных документов о качестве продукции (паспорта, сертификаты соответствия).
Подготовленные для монтажа КП-Р, после наполнения, подвергаются операции последующего входного контроля:
– внешний вид (не допускается: расхождение швов, пропуски в строчке, а также сквозные механические повреждения ткани; допускаются: следы масляных пятен заводского происхождения, а также бахрома на заводской кромке ткани);
– наличие сертификата качества (паспорта).
Условия хранения КП-Р должны гарантировать сохранность изделий с момента их поступления на склад и до момента использования их по назначению. При этом изделия должны хранится в закрытых складских помещениях на стеллажах или поддонах при температуре не выше плюс 40°С, на расстоянии не менее 1 м от отопительных приборов и должны быть защищены от действия прямых солнечных лучей. Не допускается намокание и промерзание КП-Р.
Контейнеры противоэрозионные ромбические типа КП-Р-1.8 забракованные при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Контейнеры противоэрозионные ромбические типа КП-Р-1.8 признанные годными оформляется Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Металлопрокат
Процедура входного контроля продукции металлопроката производится комиссией в соответствии с разделом 1 и п.3.1 настоящей ТК.
Качество поступающего металлопроката контролируется с момента поступления на объект (входной контроль), в следующей последовательности:
1. Проверка сопроводительной документации:
– товарно-транспортные документы на соответствие наименования материала по всей номенклатуре;
– документы, удостоверяющие качество металла (паспорта, сертификаты) на наличие полного оформления и соответствие записанных марок стали с маркировкой на каждой единице проката.
2. Проверка геометрии (по ГОСТ 26877-2008):
– листовую сталь на волну и прогиб;
– круглую сталь на изгиб, спираль и овальность.
3. Проверка геометрии и размеров с применением мерительного инструмента:
– лист по толщине;
– полосу по ширине и толщине;
– квадрат по правильности формы и размера;
– шестигранник по грани.
4. Проверка состояния поверхности:
– на наличие поверхностной коррозии металла;
– на наличие отслаивающейся поверхности.
Для проверки геометрии металлопродукцию необходимо уложить на плоскую поверхность.
Металлопродукция на плоской поверхности должна лежать свободно, без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в нормативных документах на конкретный вид металлопроката не установлены другие требования.
Измерения проводят с помощью приборов и инструментального оснащения указанных, в таблице 1.1.1 настоящей ТК.
Продукция металлопроката должна храниться на площадках складирования МТР с ровной поверхностью раздельно по видам, маркам и размерам.
Металлопродукция, забракованная при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Металлопродукция, признанная годной, оформляется Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Цемент.
Входной контроль производится комиссией назначенной, в соответствии с разделом 1 и п.3.1 настоящей ТК, который состоит в проверке наличия сопроводительных документов о качестве цемента (паспортов) и соответствия его вида и класса.
При проведении входного контроля цемента необходимо проверить:
– наличие сопроводительной документации (документа о качестве), в которой должно быть указано (согласно ГОСТ 30515-2013):
– Целостность упаковки;
– Отсутствие твердых комков. Цемент, полежавший, начинает комковаться. Мягкие комки легко распадаются при сжатии пальцами. Если для разрушения комка нужно приложить некоторое усилие, и он распадается на частицы с острыми краями или твердые песчинки, значит цемент подпорчен, потерял часть своей активности и должен быть отбракован.
В документе о качестве, должно быть указано (согласно ГОСТ 30515-2013):
– наименование изготовителя и его товарный знак и адрес;
– условное обозначение цемента и (или) его полное наименование по нормативному документу;
– наименование и число добавок (основных компонентов цемента);
– значение эффективной удельной активности естественных радионуклидов Аэфф в цементе по результатам периодических испытаний;
– номер партии и дату отгрузки;
– номера транспортных средств или наименование судна;
– гарантийный срок соответствия цемента требованиям нормативного документа, суток;
– знак соответствия при поставке сертифицированного цемента (если это предусмотрено системой сертификации);
– обозначение нормативного документа на поставляемый цемент, если оно не входит в обозначение цемента.
Если цемент обладает признаками ложного схватывания, то это должно быть указано в документе о качестве.
Документ о качестве должен быть отмечен знаком контроля изготовителя, подписан руководителем службы технического контроля или его заместителем, или другим должностным лицом ОТК, если это установлено внутренними правилами изготовителя, и включен в состав товарно-сопроводительной документации, передаваемой потребителю.
Хранение цемента осуществляется в заводской упаковке в сухих закрытых помещениях.
Цемент должен храниться раздельно по типам, классам и подклассам прочности.
При хранении мешки с цементом укладывают вплотную на поддоны в штабели высотой не более 1,8 м с обеспечением свободного доступа к ним.
Не допускается укладка в один штабель мешков (пакетов) с цементом разного вида, типа, класса и подкласса прочности.
Допускается хранение цемента в мягких контейнерах и пакетах, изготовленных с применением водонепроницаемых материалов, под навесом или на открытых площадках при условии целостности водонепроницаемой упаковки.
Для предотвращения примерзания мягких контейнеров и пакетов, их следует укладывать на поддоны в штабели высотой не более трех ярусов.
Строительная лаборатория должна вести журнал входного контроля цемента, в который вносятся паспортные данные по каждой партии цемента; кроме того, строительная лаборатория контролирует правильность хранения цемента на складе по видам, классам и поставщикам.
Цемент, забракованный при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Цемент, признанный годным, оформляется Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Бетонные смеси.
Входной контроль производится комиссией назначенной, в соответствии с разделом 1 и п.3.1 настоящей ТК, который состоит в проверке наличия сопроводительных документов о качестве бетонной смеси (паспортов) и соответствия его вида и класса.
Поставка бетонной смеси на объект строительства осуществляется по договору поставки, заключенным между производителем бетонной смеси и потребителем - производителем СМР на объекте строительства.
До начала поставки бетонной смеси заданного качества потребитель вправе потребовать от производителя (поставщика) информацию о качестве используемых материалов и номинальному составу бетонной смеси, а также результаты предварительных испытаний бетонной смеси данного номинального состава и бетона по всем указанным в договоре на поставку показателям. Данную информацию представляют в картах подбора состава бетона.
При поставке товарной бетонной смеси заданного качества производитель (поставщик) должен предоставить потребителю в напечатанном и заверенном виде следующую сопроводительную документацию:
– для каждой партии бетонной смеси - документ о качестве бетонной смеси и протокол испытаний по определению нормируемых показателей качества бетона;
– для каждой загрузки бетонной смеси - товарную накладную.
Дополнительно (если это указано в договоре на поставку) производитель должен предоставить потребителю информацию о качестве используемых материалов и номинальному составу бетонной смеси, а также результаты предварительных испытаний бетонной смеси данного номинального состава и бетона по всем указанным в договоре на поставку показателям.
При поставке товарной бетонной смеси заданного состава производитель должен предоставить потребителю в напечатанном и заверенном виде следующую сопроводительную документацию:
– для каждой загрузки бетонной смеси - товарную накладную и документ о качестве бетонной смеси;
– для каждой партии бетонной смеси - копии паспортов на используемые материалы.
Дополнительно (если это указано в договоре на поставку) производитель должен предоставить потребителю протоколы определения показателей качества бетонной смеси и бетона.
Бетонные смеси доставляют потребителю транспортом специализированных видов, предназначенных для перевозки бетонных смесей. По согласованию производителя с потребителем допускается транспортировать жесткие бетонные смеси автосамосвалами.
Максимальная продолжительность транспортирования бетонной смеси не должна быть более времени сохраняемости ее свойств, указанных в договоре на поставку.
Применяемые способы транспортирования бетонных смесей должны исключать возможность попадания в них атмосферных осадков, нарушения однородности, потери цементного раствора.
Потребитель должен согласовать с производителем товарной бетонной смеси дату, время и ритм поставки бетонной смеси, а в случае необходимости, информировать производителя о способе транспортирования бетонной смеси в пределах стройплощадки и об ограничениях, предъявляемых к транспортным средствам, например, к их типу, размерам, массе, габаритам и др.
В процессе транспортирования введение в бетонную смесь дополнительного количества компонентов (цемента, заполнителей, воды и добавок) не допускается.
Основные виды, методы и периодичность контроля используемых материалов, оборудования и технологии приготовления бетонных смесей и бетонов в соответствии с требованиями ГОСТ 7473-2010, представлены в таблице 12.
Таблица 12
| Технологический процесс | Состав контроля | Метод и средство контроля | Минимальная периодичность |
| Контроль качества бетонных смесей | 1. Определение технологических показателей качества бетонных смесей | ||
| Удобоукладываемость | По ГОСТ 10181-2014 | Первые три загрузки в смену и далее каждую 10-ю загрузку | |
| Средняя плотность | По ГОСТ 10181-2014 | Первая загрузка в смену | |
| Расслаиваемость | По ГОСТ 10181-2014 | При подборе состава бетонной смеси | |
| Текучесть | Визуально | Первые три загрузки в смену и далее каждую 10-ю загрузку | |
| Температура | Измерение термометром | Первая загрузка в смену | |
| Сохраняемость свойств во времени | По ГОСТ 10181-2014 и ГОСТ 30459-2008 | При подборе состава бетонной смеси | |
| 2 Определение показателей качества бетона | |||
| Прочность при сжатии | По ГОСТ 10180-2012 | Для каждой партии Бетонной смеси | |
| Марка по водонепроницаемости | По ГОСТ 12730.5-84 | При подборе состава бетонной смеси и далее каждые 6 мес | |
| Марка по морозостойкости | По ГОСТ 10060-2012 | Для каждой партии Бетонной смеси | |
| Средняя плотность легкого бетона | По ГОСТ 27005-2014 и ГОСТ12730.1-78 | Для каждой партии Бетонной смеси | |
Бетонная смесь, забракованная при входном контроле, в соответствии с требованиями настоящей ТК, к производству работ не допускаются.
Бетонная смесь, признанная «годной» оформляется Актом о результатах проверки изделий, с соответствующей записью в Журнал результатов входного контроля, согласно раздела 1 настоящей ТК.
Охрана окружающей среды
При производстве работ по входному контролю следует руководствоваться природоохранным законодательством:
- ФЗ № 89 – ФЗ «Об отходах производства и потребления»;
- ФЗ № 7-ФЗ «Об охране окружающей природной среды»;
- ФЗ № 136-ФЗ «Земельный кодекс Российской Федерации».
- ФЗ № 52-ФЗ «О санитарно-эпидемиологическом благополучии населения».
Рекомендуется использование материалов, изделий и конструкций с сертификатами соответствия. Наличие в паспортах и сертификатах соответствия экологических показателей, предусмотренных соответствующими нормативно-правовыми и нормативно-техническими документами, обязательно.
Источниками загрязнения окружающей среды являются:
- временные дороги и траншеи;
- работающие строительные машины и механизмы;
- места временного складирования строительных материалов, отходов;
- места хранения топлива и горюче-смазочных веществ.
Автотранспортные средства, осуществляющие перевозку грузов навалом (камни природные, песок, песчано-гравийные смеси, галька, гравий, щебень, керамзит, грунт, и т.д.), оснащаются тентовыми укрытиями кузовов, не допускающими рассыпания и выпыливания грузов из кузовов в процессе транспортировки;
Необходимо исключить захламление территории строительства и прилегающих к ней участков производственным мусором и бытовыми отходами, организовать селективный сбор отходов разного класса опасности в специально оборудованных местах;
Следует оборудовать строительные площадки контейнерами для сбора бытового и строительного мусора и осуществлять своевременный вывоз бытовых отходов. В теплое время года вывоз бытовых отходов осуществляется не реже одного раза в сутки, в холодное время года – не реже одного раза в трое суток.
ЛИСТ ОЗНАКОМЛЕНИЯ
| № п.п. | Должность | Ф.И.О. | Подпись |
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 | |||
| 6 | |||
| 7 | |||
| 8 | |||
| 9 | |||
| 10 | |||
| 11 | |||
| 12 | |||
| 13 | |||
| 14 | |||
| 15 | |||
| 16 | |||
| 17 | |||
| 18 | |||
| 19 | |||
| 20 | |||
| 21 | |||
| 22 | |||
| 23 | |||
| 24 | |||
| 25 | |||
| 26 | |||
| 27 | |||
| 28 | |||
| 29 | |||
| 30 | |||
| 31 | |||
| 32 | |||
| 33 | |||
| 34 | |||
| 35 | |||
| 36 | |||
| 37 | |||
| 38 | |||
| 39 | |||
| 40 | |||
| 41 | |||
| 42 | |||
| 43 | |||
| 44 | |||
| 45 |
Содержание
1. Содержание.. 2
2. ОБЛАСТЬ ПРИМЕНЕНИЯ И ОБЩИЕ ТРЕБОВАНИЯ.. 3
3. СХЕМА ВХОДНОГО КОНТРОЛЯ.. 5
4. НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ.. 10
5. Организация входного контроля закупленной продукции.. 12
5.1 Общие требования. 12
5.2 Приборное и инструментальное оснащение. 13
5.3 Хранение строительных материалов. 14
6. ОРГАНИЗАЦИЯ РАБОТ ПО КОНТРОЛЮ КАЧЕСТВА.. 16
6.1 Входной контроль труб, соединительных деталей трубопроводов и запорно-регулирующей арматуры. 16
6.2 Входной контроль сварочных материалов. 24
6.3 Манжеты термоусаживающиеся. 27
6.4 Входной контроль балластирующих устройств. 29
6.5 Геотекстильная продукция. 34
6.6 Контейнеры противоэрозионные ромбические типа КП-Р-1.8. 35
6.7 Теплоизоляционные сегменты «Экстрол». 37
6.8 Щебень, песок и гравий из горных пород. 38
6.9 Материалы и оборудование электрохимзащиты (ЭХЗ). 38
6.10 Материалы для термитной сварки. 39
6.11 Электротехническая продукция, оборудования и материалов КИПиА, телемеханики и связи 39
6.12 Кабельно-проводниковая продукция. 42
6.13 Металлопрокат. 43
6.14 Цемент. 44
6.15 Бетонные смеси. 45
7. ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ И ОХРАНА ТРУДА.. 47
8. Охрана окружающей среды... 50
ОБЛАСТЬ ПРИМЕНЕНИЯ И ОБЩИЕ ТРЕБОВАНИЯ
Настоящая технологическая карта разработана с целью установления порядка и требований по входному контролю труб, деталей, оборудования и материалов на строительстве объекта «Развитие газотранспортных мощностей ЕСГ Северо-Западного региона, участок Грязовец – КС Славянская» (с 395 км по 538 км).
Входной контроль материально-технических ресурсов (далее – МТР) осуществляется согласно требованиям проекта, ГОСТ 24297-2013, Регламента по контролю качества строительства генподрядными организациями на объектах ПАО «Газпром», НТД регламентирующей проведение входного контроля МТР.
Целью входного контроля МТР является недопущение применения при строительстве Объекта материалов, изделий и оборудования, не соответствующих проектным решениям, требованиям ПАО «Газпром», национальных стандартов, технических условий и другой НТД.
Входной контроль МТР, поставляемых на объект, осуществляется на складах, площадках складирования и хранения до момента применения МТР, но не позднее десяти дней со дня поступления МТР.
При входном контроле МТР представители подрядной организации и специалисты строительного контроля проверяют:
– соответствие поставленных МТР требованиям проекта и НТД;
– соответствие поставщика рекомендациям ПАО «Газпром»;
– наличие и полноту сопроводительных документов поставщика-производителя (паспорта, сертификаты и т.п.), подтверждающих количество и качество поставляемых МТР;
– внешний вид и состояние упаковки, сохранность пломб, наличие и четкость маркировки, соответствие ее сопроводительной документации;
– соответствие фактических показателей, поставленных МТР, указанным в сопроводительных документах: геометрические размеры, комплектность, сварочно-технологические свойства сварочных материалов и т.д., а также требованиям проекта и НТД;
– наличие поставленных МТР в соответствующих Реестрах продукции, технические условия которой соответствуют техническим требованиям ПАО «Газпром» или наличие письменных согласований ПАО «Газпром» и Проектного института, разрешающих применение МТР;
– наличие данных (отметки) в сопроводительных документах о поставке через комплексного поставщика ЗАО «Газпром СтройТЭК Салават» продукции, указанной в перечне специализированной продукции;
– контроль геометрических параметров;
– периодический контроль за соблюдением складскими работниками правил хранения и выдачи продукции в производство (ГОСТ 24297-2013, п.6.1).
При поступлении от поставщика (изготовителя) МТР должны сопровождаться оригиналами документов качества. На серийную продукцию (ограниченная номенклатура изделия, выпускаемая большим объемом) допускается прилагать заверенные держателем оригинала копии документов качества. На единичную (отдельное изделие или партия продукции установленного объема, предназначенная для одного заказчика и не предусмотренная к повторному изготовлению), сформированную в партии продукцию допускается прилагать заверенные копии документов качества с предоставлением оригиналов в течение месяца со дня поступления МТР.
Все документы качества МТР, хранятся в составе исполнительной документации на Объекте.
По результатам входного контроля представителями СКК оформляется Акт о результатах проверки изделий на соответствие технической документации по форме №3.3 ВСН 012-88 часть II. Результаты контроля заносятся в Журнал верификации закупленной продукции по ГОСТ 24297-2013 (приложение А) в течение 3-х дней с момента его проведения. Журнал должен быть прошит, пронумерован, скреплен печатью подрядной организации. По окончании работ Журнал в составе исполнительной документации передается Заказчику.
На все МТР по результатам входного контроля представителями СКК наносится соответствующая маркировка несмываемой краской с информацией о пригодности:
«П» - пригодно для использования;
«К» - требует дополнительной проверки;
«Р» - требует устранения дефектов;
«Б» - забраковано.
МТР, несоответствие установленным требованиям, которых выявлено входным контролем, складируются обособлено. Оформляется Акт о несоответствиях МТР, выявленных при входном контроле в трех экземплярах. На данные МТР наносится маркировка "Б" - забраковано с привязкой (ссылкой) на реквизиты Акта. Один экземпляр Акта подлежит передаче в службу, осуществляющую поставку МТР, второй экземпляр Акта подлежит хранению в оперативных делах СКК подрядной организации, третий экземпляр Акта направляется представителем СК, осуществляющим контроль качества проведения входного контроля, Заказчику для передачи в СКЗ Общества.
В случае выявления по результатам входного контроля несоответствия МТР, комиссией в составе представителей Генподрядной организации, СК Заказчика, предприятия-изготовителя (при необходимости) может быть принято одно из трех решений:
- Генподрядная организация выполняет замену поставленных на Объект МТР, несоответствующих проекту и требованиям НТД, соответствующими.
- МТР, не соответствующие установленным требованиям, дорабатываются изготовителем или в присутствии его представителей. После доработки МТР проводится повторная процедура входного контроля;
- Несоответствующие проекту МТР могут быть применены только после обязательного согласования с Заказчиком, проектировщиком с внесением соответствующих изменений в ПСД.
В случае установления комиссией невозможности устранения выявленных несоответствий, данные МТР должны быть удалены с Объекта в 7-дневный срок.
СХЕМА ВХОДНОГО КОНТРОЛЯ
Схема входного контроля конструкций, изделий, материалов и оборудования.
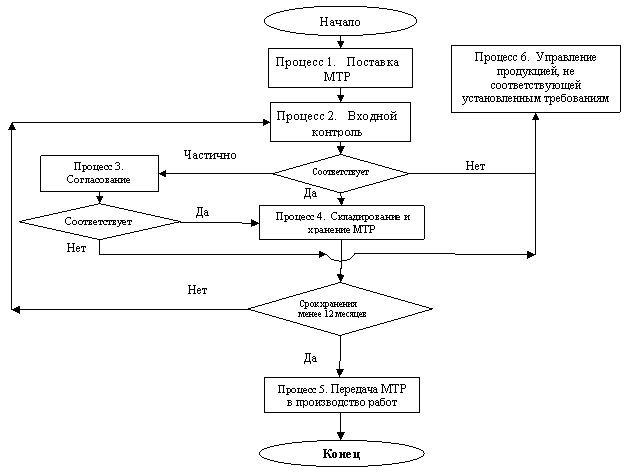
Таблица 1
| Процесс | Сроки | Ответственный | Исполнитель |
| 1. | Сроки по договору | Генподрядчик | Поставщик, Заказчик. |
| 2. | В соответствии с локальными нормативными актами | Генподрядчик | Территориальное подразделение Генподрядчика, Субподрядчик |
| 3. | Сроки по договору | Генподрядчик | Территориальное подразделение Генподрядчика, Заказчик, Поставщик. |
| 4. | В соответствии с ПОС и графиком производства работ. При хранении МТР более 12 месяцев они подлежат повторному входному контролю. | Генподрядчик | Поставщик, Территориальное подразделение Генподрядчика, Заказчик, Субподрядчик. |
| 5. | В соответствии с локальными нормативными актами | Генподрядчик | Поставщик, Территориальное подразделение Генподрядчика, Субподрядчик, Заказчик, Поставщик. |
| 6. | В соответствии с условиями договоров поставки МТР | Генподрядчик | Территориальное подразделение Генподрядчика, Субподрядчик. |
Описание операций (процессов) контроля, функции и взаимодействия участников.
Процесс №1. Поставка МТР:
- МТР, закупаемые у поставщиков генеральным подрядчиком (субподрядчиками, если это предусмотрено условиями договора подряда) подлежат входному контролю постоянно, по мере поступления, согласно требованиям НД и ПСД;
- МТР (в соответствии с договором генерального подряда по разделительной ведомости), поставляемые заказчиком, принимаются генподрядчиком по Актам приемки – передачи, где отражаются выявленные в процессе приемки отклонения от требований НД, ПД и РД;
Процесс №2. Входной контроль.
При входном контроле проверяют:
- наличие и полноту сопроводительных документов поставщика – производителя (паспорта, сертификаты и т. п.), подтверждающих количество и качество поставляемых МТР;
- внешний вид и состояние упаковки, наличие маркировки;
- соответствие фактических показателей, поставленных МТР указанным в сопроводительных документах, а также требованиям проекта и НТД, ПД и РД;
- соответствие поставщика рекомендациям ПАО «Газпром»;
В случаях возникновения сомнений в достоверности показателей, указанных в сопроводительной документации, и качестве МТР, проводятся контрольные измерения и испытания соответствующих показателей качества.
Методы и средства выполнения контрольных измерений и испытаний должны соответствовать требованиям стандартов, технических условий, паспортов, сертификатов и (или) технических свидетельств на МТР.
В случае выполнения контроля и испытаний привлеченными аккредитованными лабораториями, следует проверить соответствие применяемых ими методов контроля и испытаний установленным стандартами и (или) техническим условиям на контролируемую продукцию.
Результаты входного контроля оформляются актами и записями в журнале входного контроля на бумажных или электронных носителях.
Процесс №3. Согласование.
Согласование на применение МТР, не соответствующих установленным требованиям.
Устранение несоответствия должно быть выполнено одним из следующих способов:
- МТР, не соответствующие установленным требованиям, заменяются поставщиком;
- МТР, не соответствующие установленным требованиям, дорабатываются заводом - изготовителем или в присутствии его представителей;
- МТР, не соответствующие установленным требованиям, могут быть использованы по назначению, согласованному с заказчиком и проектной организацией с внесением соответствующих изменений в ПСД.
Процесс №4. Складирование и хранение МТР.
– Складирование и хранение МТР на объекте строительства. При сроках строительства объекта по ПОС более одного года и сроках хранения материалов на складах генподрядчика более 12-ти месяцев – они подлежат проверке (на соответствие показателей качества требованиям технической документации) и оценке пригодности по назначению в соответствии с требованиями ВСН 012-88 и «Положения о порядке проведения строительного контроля при осуществлении строительства, реконструкции и капитального ремонта объектов капитального строительства», Постановление Правительства РФ от 21.06.2010г. №468.
Процесс №5. Передача МТР в производство работ на объекте.
Передача МТР в производство работ на объекте одновременно с передачей исполнителям сопроводительных документов поставщика – производителя (паспорта, сертификаты и т.п.) с целью подтверждения соответствия передаваемых ресурсов установленным требованиям и формирования исполнительной документации.
Процесс №6. Управление продукцией, не соответствующей установленным требованиям.
МТР, по которым выявлено несоответствие установленным требованиям, следует отделить от пригодных и промаркировать. (Организационный порядок управления продукцией, не соответствующей установленным требованиям описан ниже). Работы с применением этих МТР запрещены и должны быть приостановлены. Заказчик должен быть извещен в течение одной рабочей смены о приостановке работ и причинах ее возникновения.
Результаты выявления несоответствий и процедуры их устранения должны быть документированы в установленном порядке для анализа и разработки мер по предупреждению несоответствий, а также применения санкций к поставщикам и субподрядчикам в соответствии с условиями договора и требованиями законодательства, вплоть до их замены, а к непосредственным исполнителям (физическим лицам - в соответствии с локальными нормативными актами генподрядчика (субподрядчика).
В соответствии с требованиями ПАО «Газпром», если это установлено условиями договора, генподрядчик согласно СТО Газпром 2-1.16-055-2006, организовывает контроль качества МТР (поставляемых им по разделительной ведомости) на заводе-изготовителе.
Схема управления продукцией, не соответствующей установленным требованиям.
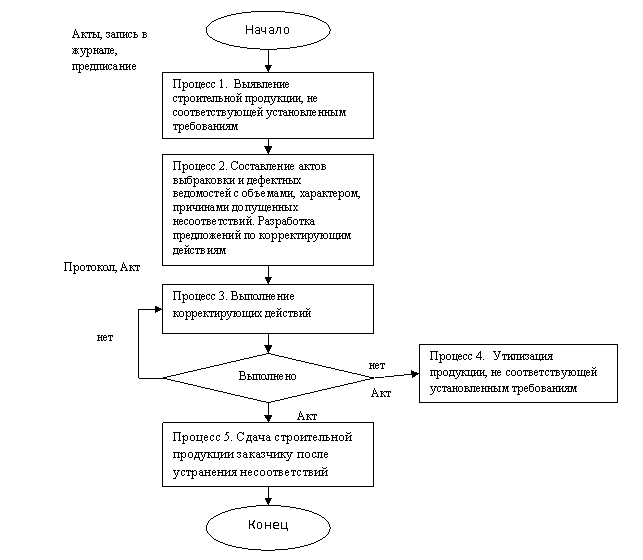
Таблица 2
| Процесс | Сроки | Ответственный | Исполнители |
| 1. | В течение рабочей смены | Генподрядчик, Служба Контроля Качества | Генподрядчик, Территориальное подразделение Генподрядчика, Субподрядчик |
| 2. | 5 дней | Генподрядчик, Территориальное подразделение Генподрядчика, Субподрядчик | Генподрядчик, Территориальное подразделение Генподрядчика, Субподрядчик |
| 3. | По решению комиссии до 12 рабочих дней | Генподрядчик, Территориальное подразделение Генподрядчика, | Генподрядчик, Территориальное подразделение Генподрядчика, Служба Контроля Качества, Субподрядчик |
| 4. | По решению комиссии до 12 рабочих дней | Генподрядчик, Территориальное подразделение Генподрядчика, | Генподрядчик, Территориальное подразделение Генподрядчика, Субподрядчик |
| 5. | В срок до 3 дней | Генподрядчик, Территориальное подразделение Генподрядчика, | Генподрядчик, Территориальное подразделение Генподрядчика, Субподрядчик |
Описание процессов управления.
Процесс 1. Выявление строительной продукции, не соответствующей установленным требованиям (брака).
Брак строительной продукции может быть выявлен представителями строительного контроля - технического надзора заказчика, корпоративного контроля (надзора), авторского надзора, строительного контроля генподрядчика, СРО, уполномоченными осуществлять контроль за соблюдением требований, установленных к строительной продукции нормативной, проектной и сопроводительной документацией. Формой регистрации продукции, не соответствующей установленным требованиям, могут быть:
- запись в общем журнале работ субподрядных организаций или журнале авторского надзора;
- запись в Журнале замечаний и предложений;
- акты обследования корпоративного контроля (надзора);
- предписания контролирующих организаций, службы строительного контроля заказчика, генподрядчика, СРО.
Процесс 2. Составление актов выбраковки и дефектных ведомостей с объемами, характером, причинами допущенных несоответствий. Разработка предложений по корректирующим действиям.
Генподрядчиком совместно с субподрядными организациями и представителем заказчика по выявленным несоответствиям комиссионно составляются акты выбраковки и дефектные ведомости строительной продукции с указанием объемов работ в физическом и денежном выражении. В срок до 5 дней совместно оценивается ущерб, анализируются и выясняются причины несоответствия продукции. Даются предложения по выполнению корректирующих действий с указанием ответственных лиц и сроками их исполнения.
Процесс 3. Выполнение корректирующих действий.
Устранение несоответствий (брака), по указанию комиссии на проведение корректирующих действий с заменой в случае необходимости материалов, деталей, конструкций:
- генподрядчик, получив указания комиссии, дает поручения субподрядчику на проведение корректирующих действий и контролирует их выполнение;
- в случае, если корректирующими действиями предусматривается замена несоответствующих деталей, конструкций (брака) в силу невозможности или экономической нецелесообразности их исправления, генподрядчик дает указание на утилизацию несоответствующей продукции и контролирует его исполнение.
Процесс 4. Утилизация продукции, не соответствующей установленным требованиям.
Утилизация продукции, не соответствующей установленным требованиям, проводится в соответствии с действующим законодательством Российской Федерации и локальными нормативными актами.
Процесс 5. Сдача строительной продукции заказчику после устранения несоответствий.
После устранения брака и создания новой строительной продукции генподрядчик сдает ее заказчику по акту. Все документы по выявленным отклонениям в установленном порядке передаются в СКК Головной организации для статистического учета и анализа со стороны высшего руководства генподрядчика и заказчика.
НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ
Процедура входного контроля, освидетельствование и отбраковка МТР производится постоянно по мере их поступления и выполняется согласно требованиям рабочей документации, ГОСТ, Технических Условий (ТУ) на поставку оборудования и материалов, а также, в соответствии с требованиями следующих нормативных документов:
– ВСН 012-88 Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть I;
– ВСН 012-88 Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть II. Формы документации и правила ее оформления в процессе сдачи-приемки;
– СП 86.13330.2014 Магистральные трубопроводы;
– СТО Газпром 2-2.2-382-2009 Правила производства и приемки работ сухопутных участков газопровода, в том числе в условиях крайнего севера;
– СТО Газпром 2–2.2–136–2007 Инструкция по технологиям сварки при строительстве и ремонте промысловых и МГ;
– РД 03-606-03 «Инструкция по визуальному и измерительному контролю»;
– ГОСТ 24297-2013 «Верификация закупленной продукции. Организация проведения и методы»;
– ГОСТ Р 15.201-2000 «Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство»;
– ГОСТ 8.009-84 Государственная система обеспечения единства измерений. Нормируемые метрологические характеристики средств измерений;
– Постановление Правительства РФ от 21.06.2010г. №468 «О порядке проведения строительного контроля при осуществлении строительства, реконструкции и капитального ремонта объектов капитального строительства;
– ГОСТ 310.3-76 Цементы. Методы определения нормальной густоты, сроков схватывания и равномерности изменения объема;
– ГОСТ 310.4-81 Цементы. Методы определения предела прочности при изгибе и сжатии;
– ГОСТ 9758-2012 Заполнители пористые неорганические для строительных работ. Методы испытаний;
– ГОСТ 8735-88 Песок для строительных работ. Методы испытаний;
– ГОСТ 8269.0-97 Щебень и гравий из плотных горных пород и отходов промышленного производства для строительных работ. Методы физико-механических испытаний;
– ГОСТ 30459-2008 Добавки для бетонов и строительных растворов. Определение и оценка эффективности;
– ГОСТ 23732-2011 Вода для бетонов и строительных растворов. Технические условия;
– ГОСТ 8.610-2012 Государственная система обеспечения единства измерений. Дозаторы весовые автоматические дискретного действия. Часть 1. Метрологические и технические требования;
– ГОСТ 8.523-2004 Государственная система обеспечения единства измерений. Дозаторы весовые дискретного действия. Методика поверки;
– ГОСТ 10181-2014 Смеси бетонные. Методы испытаний;
– ГОСТ 12730.5-84 Бетоны. Методы определения водонепроницаемости;
– ГОСТ 10060-2012 Бетоны. Методы определения морозостойкости;
– ГОСТ 10180-2012 Бетоны. Методы определения прочности по контрольным образцам;
– ГОСТ 18105-2010 Бетоны. Правила контроля и оценки прочности;
– ГОСТ 27005-2014 Бетоны легкие и ячеистые. Правила контроля средней плотности;
– ГОСТ 12730.1-78 Бетоны. Методы определения плотности;
– Регламент по контролю качества строительства генподрядными организациями на объектах ОАО «Газпром».
Дата: 2018-12-28, просмотров: 1554.