Формат записи:
G29IP
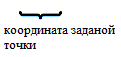
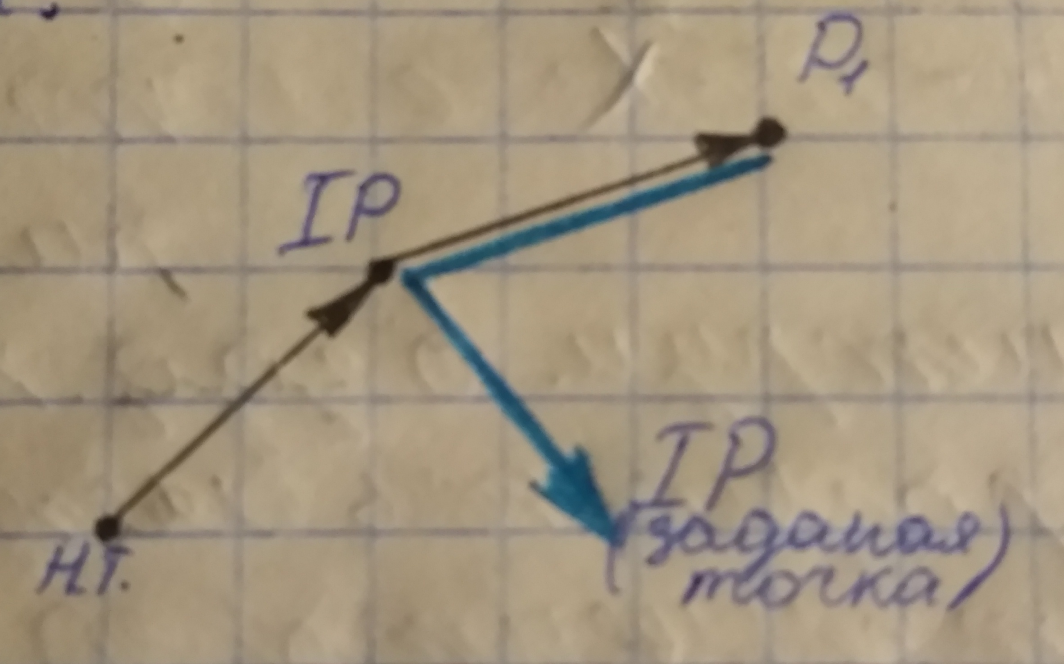
Рисунок 12
Перемещение по G29 происходит также как и на G00, при этом используется координаты промежуточной точки, ранее заполненной в УЧПУ по G27, G28, G30.
Примечание: если после выполнения выхода в фиксированную позицию, происходит изменение координатной системы заготовки (G52, G92), то промежуточная точка также перемещается к новой координатной системе (G29), происходит через новое положение, кроме промежуточной точки.
10. G92 – задание системы координат.
Производится для программ в абсолютной системе координат (G90). Если при нахождении вершины инструмента в некоторой известной точке пространства задать функцию (G92) координаты от некоторой точки, то эта последняя точка станет новым нулем отсчета, от которого будет задаваться все координаты в программе.
Формат записи:
G92IP_
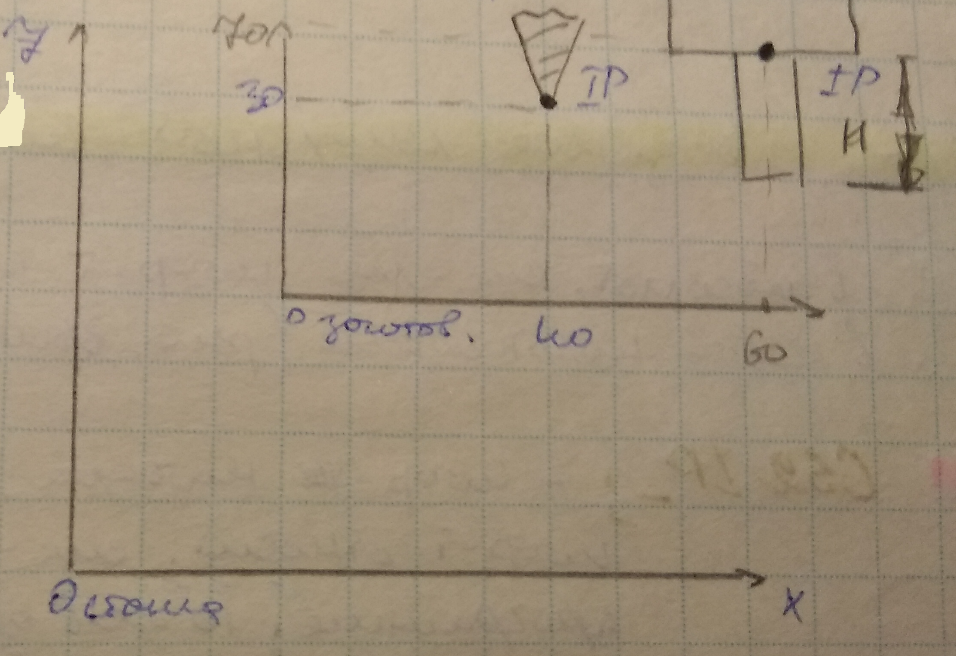
Рисунок 13
Перемещение по команде G92 нет! В данную точку мы вышли в предыдущих кадрах программы.
Если же определять координаты не вершин инструмента, а базовые точки держателя инструмента, (например торец шпинделя) то для перемещения инструмента в заданное положение надо откорректировать разность между базисной точкой и вершины инструмента, за счет ввода коррекции инструмента (G43 – G44)
11. G54 – G59 – задание системы координат заготовки.
Позволяет выбрать одну из шести предварительно установленных и занесённых в память УЧПУ систем координат заготовок N1 – N6.
Обычно принято, что при включении станка активизируется система координат N1 (G54). Данные функции применяются при использовании столов – спутников, а также многолистных приспособлений.
Формат записи:
 ; где IP – координаты точки в выбранной системы координат заготовки. При выполнении команд G54 – G59 происходит перемещение в заданную точку но в новой системе координат.
; где IP – координаты точки в выбранной системы координат заготовки. При выполнении команд G54 – G59 происходит перемещение в заданную точку но в новой системе координат.
Рисунок 14
Например:
G90 G55 G00 Х60 Y40



Примечание:
1) Перед задание систем координат (G54 – G59; G52, G92, G53) надо отменить коррекцию на длину инструмента (G43 – G44), коррекцию но радиус инструмента (G40), смещение инструмента (G45 – G48) иначе могут быть ошибки программирования, кроме того надо вернутся в абсолютной системе задания координат (G90).
2) Если при использовании G54 – G59 применяем функцию G92, то это приведет к следующем координатам во всех 6-ти координатах системах заготовки, по этому, обычно эти функции не применяют
3) Кроме 6-ти стандартных систем координат заготовки (G54 – G59) можно использовать 48 дополнительных (т.е. в каждой системе заготовки еще 48 дополнительных).
Формат записи.
 ,где Р – код дополнительной системы координат заготовки; n – число, от 1 до 48
,где Р – код дополнительной системы координат заготовки; n – число, от 1 до 48
Например:

Дополнительная система координат будет действовать, пока не укажет новую систему координат
12. G 52 – задание локальной системы координат.
Также работает в абсолютном режиме и позволяет сместить выбранную систему заготовки G54 – G59 в новое положение
Формат записи:
G52IP_; где IP – координата начала отсчета локальной системы относительной системы заготовки т.е. задается смещение «0» в программе, перемещений в этом кадре нет!
Дальнейший отсчет в других кадрах будет от этой точки. Для отмены данной функции G52, надо ввести нулевые значения начала отсчета G52IPØ, т.е. совместить локальную систему с системой координат заготовки.
Таким образом в станке можно использовать до 300 систем координат заготовки.
Дата: 2018-11-18, просмотров: 944.