[1] стр. 62–71, [3] стр. 55 – 89, [2] стр. 34 – 45
Детали, обрабатываемые на станках с ЧПУ, можно рассматривать как геометрические объекты. Программа обработки детали задаёт (описывает) траекторию движения центра (Р) инструмента. Например, для концевой фрезы со сферическим торцом это центр полусферы; для концевой цилиндрической фрезы, сверла, зенкера, развёртки — центр основания; для резцов — центр дуги окружности при вершине и т. д. (рис. 1.21). Если принять, что радиус инструмента при обработке детали по контуру остаётся постоянным, то траектория центра инструмента является эквидистантой к контуру детали (рис. 1.21, а — е). Однако это встречается не всегда. Траектория движения центра инструмента может существенно отличаться от линий контура детали (рис. 1.21, ж — л), так как в противном случае эквидистантное перемещение инструмента или перемещение инструмента точно по контуру привело бы к погрешности обработки. Это надо учитывать при программировании.
 Движение по эквидистанте относится только для рабочих ходов. Перемещения центра инструмента могут быть ещё подготовительными и вспомогательными. Характер этих движений зависит от положения исходной точки, от расположения приспособления и т. п.
Движение по эквидистанте относится только для рабочих ходов. Перемещения центра инструмента могут быть ещё подготовительными и вспомогательными. Характер этих движений зависит от положения исходной точки, от расположения приспособления и т. п.
Траектория центра инструмента может совпадать с контуром детали, может быть эквидистантой к контуру, а может изменять положение относительно контура по определённому закону. Для полной обработки детали траектория движения центра инструмента должна быть непрерывной. Разработать её как единое целое сразу достаточно трудно, поэтому траекторию представляют состоящей из отдельных участков, последовательно переходящих друг в друга, причём эти участки могут быть или участками контура детали, или участками эквидистанты.
В общем случае участки траектории центра инструмента и траекторию в целом представляют графически, исходя из зафиксированного определённым образом положения контура обрабатываемой детали (рис. 1.22).
Отдельные участки контура детали и эквидистанты называются геометрическими элементами. К ним относятся отрезки прямых, дуги окружностей, кривые второго и высших порядков. Точки пересечения элементов или перехода одного элемента в другой являются геометрическими опорными (узловыми) точками. Они определяют положение элементов контура (эквидистанты) в пространстве. Это положение, а также величина и направление движения инструмента, задаются в системе координат с определённой заданной нулевой точкой. Например, от нуля станка или от нуля детали.
В станках с ЧПУ представление детали и траектории её обработки используют различные системы координат. Наиболее употребительны прямоугольные (декартовы), цилиндрические и сферические системы координат (рис. 1.23).
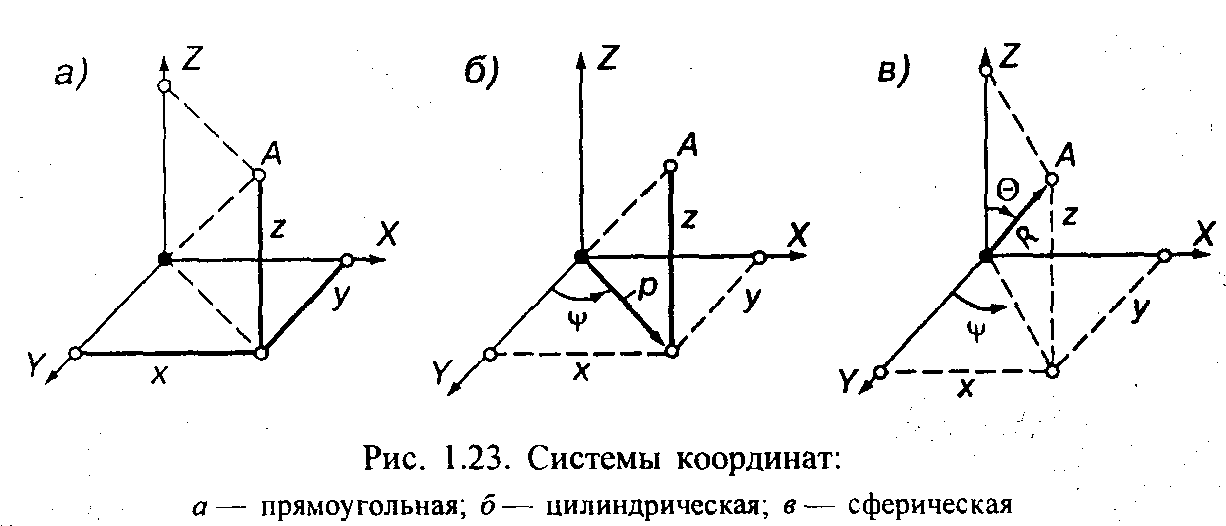
В прямоугольной системе (а) положение точки А определяют взятые с определённым знаком расстояния х, у и z от этой точки до трёх взаимно перпендикулярных координатных плоскостей. Точка пересечения координатных плоскостей называется началом координат, а координаты х, у, z — соответственно абсциссой, ординатой и аппликатой.
В цилиндрической системе (б) координат положение точки А в пространстве задаётся полярными координатами: радиусом ρ и центральным углом φ, а также аппликатой Z — расстоянием от точки до основной плоскости.
В сферической системе (в) координат точка А задаётся длиной радиус-вектора R, долготой ψ и полярным углом Θ. Переход из одной системы координат в другую осуществляется путём несложного пересчёта.
| Прямоугольная | Цилиндрическая | Сферическая |
| x = | ρ ∙ Sinφ = | R ∙ Sin Θ∙ Sin ψ |
| y = | ρ ∙ Cosφ = | R ∙ Sin Θ∙ Cos ψ |
| z = | z = | R ∙ Cos Θ |
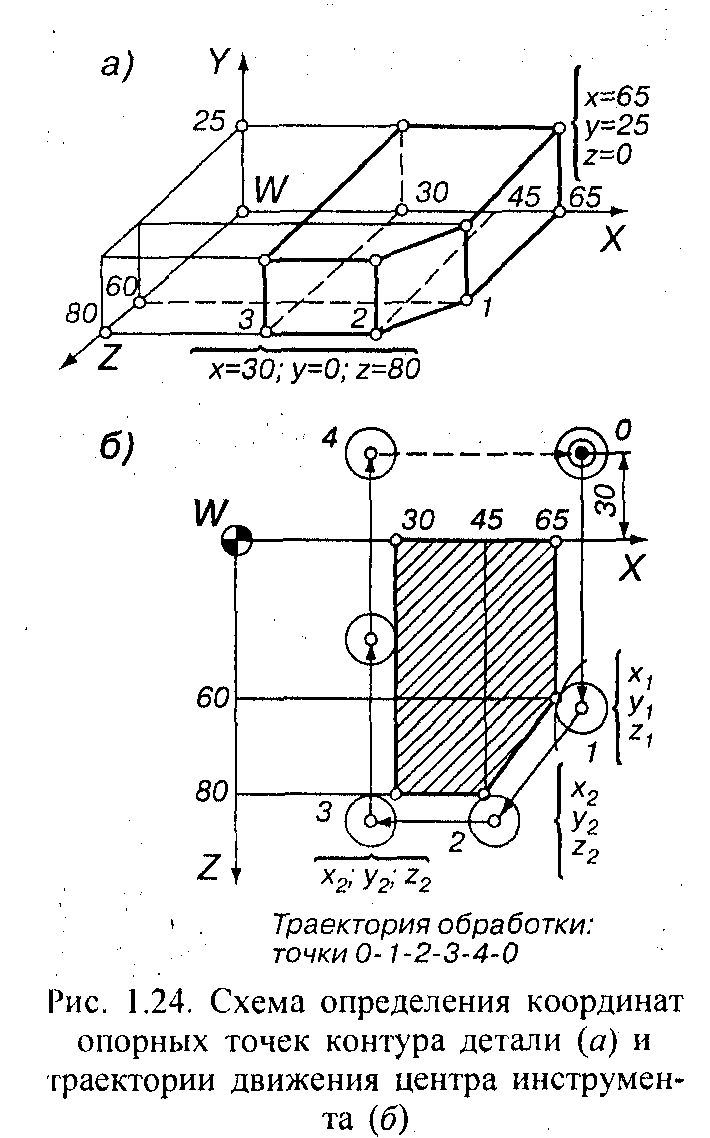 Таким образом, контур детали и траектория перемещения центра инструмента относительно этого контура могут быть представлены геометрическими элементами с опорными точками, заданными координатами или в пространстве (а), или на плоскости (б) (рис. 1.24). На траектории движения центра инструмента могут быть назначены также технологические опорные точки, например, т.__, т. е. точки, где изменяются какие-то технологические параметры, например, подача инструмента, точки временного останова с указанием времени останова и т. д. (рис. 1.22).
Таким образом, контур детали и траектория перемещения центра инструмента относительно этого контура могут быть представлены геометрическими элементами с опорными точками, заданными координатами или в пространстве (а), или на плоскости (б) (рис. 1.24). На траектории движения центра инструмента могут быть назначены также технологические опорные точки, например, т.__, т. е. точки, где изменяются какие-то технологические параметры, например, подача инструмента, точки временного останова с указанием времени останова и т. д. (рис. 1.22).
При обработке детали инструмент может перемещаться или в одной плоскости — плоская обработка, при которой используются две управляемые координаты, или иметь сложное перемещение в пространстве — объёмная обработка. Однако чаще всего объёмные поверхности обрабатывают строчками, каждая из которых является плоской кривой.
Опорные точки позволяют представить траекторию как определённую последовательность точек, проходимых центром инструмента (рис. 1.22) при обработке детали. Положение каждой опорной точки может быть определено их координатами. Сочетание этих координат и будет представлять основную часть программы работы станка, выраженную в числовом виде (рис. 1.24).
При обработке детали двигаясь по элементам траекторий (прямым, дугам, кривым) в промежутках между опорными точками инструмент в определённых случаях может перемещаться по траектории, несколько отличающейся от заданной, что может привести к погрешности обработки контура. Однако можно задать такое число опорных точек, при котором отклонение фактической траектории от требуемой будет в пределах заданной точности.
Таким образом, определение траектории обработки связано с получением координат опорных точек. Эти координаты могут быть выражены абсолютными размерами (а) относительно нулевой точки станка или детали (функция G90) или задаваться в виде приращений (б) в направлении движения инструмента от одной опорной точки к другой (функция G91). Это зависит от способа задания размеров детали (рис. 1.27).
а)
| 0дет | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ИТ(0дет) | |
| X | 0 | 20 | 20 | 70 | 70 | 120 | 120 | 70 | 0 | 0 |
| Y | 0 | 0 | 15 | 15 | 0 | 0 | 45 | 85 | 85 | 0 |
б)
| 0дет | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ИТ(0дет) | |
| X | 0 | +20 | 0 | +50 | 0 | +50 | 0 | -50 | -70 | 0 |
| Y | 0 | 0 | +15 | 0 | -15 | 0 | +45 | +40 | 0 | -85 |
(Следующие определения дать на странице 22)
АППРОКСИМАЦИЯ – это замена одной функциональной зависимости другой, например, дуги окружности – хордами или касательными и т.д. [3] стр. 84–89
ИНТЕРПОЛЯЦИЯ [1] стр. 69–71
Задание приращений по двум осям координат, однако, ещё не определит заданного прямолинейного движения инструмента между точками. При постоянной скорости подачи по осям вследствие неравенства координат заданной точки (ΔХ\≠ΔY,) время движения по оси X не будет равно времени движения по оси Y т.е. траектория будет искажённой. Решение этой проблемы в современных УЧПУ производится с помощью специального вычислительного устройства – интерполятора (линейного и (или) кругового). Он поддерживает такое соотношение скоростей, чтобы двигаться по заданной траектории.
Расчёт координат опорных точек на контуре детали производят с помощью уравнений, описывающих геометрические элементы контура детали, и соотношений в треугольниках. Точность вычислений обычно ограничивается дискретностью задания перемещений, определяемой конкретной схемой УЧПУ и используемым станком.
Наиболее часто в процессе программирования контурной обработки решаются задачи определения координат опорных точек, лежащих на прямых, окружностях и пересечениях этих элементов. Например
Прямые линии описываются уравнением у = k х + b , где k — угловой коэффициент, равный тангенсу угла наклона прямой к оси абсцисс – α1; b — начальная ордината, равная ординате точки пересечения, прямой с осью ординат (рис. 1.29).
Например, при начальной ординате b = 15 мм и угле α1 =35° уравнение прямой (Пр01) будет иметь вид
у = kx + b = х tg 35° + 15 = 0,7x + 15.
Пользуясь этим уравнением, нетрудно для любой точки прямой определить одну координату по заданной другой.
Например, при известной абсциссе х1 = 30 мм ордината точки Тк01 будет
у1=0,7∙30+ 15 = 36 мм.
Уравнение прямой можно составить и по другим данным:
— по известным координатам одной точки (xT и yT ) и углу наклона прямой
y = k ( x – xT )+ yT
– по известным координатам двух заданных точек (x 1 , y 1 и x 2 , y 2)
Координаты (xT , yT) точки пересечения двух прямых определяются решением системы уравнений, описывающих эти прямые:

Уравнение окружности радиусом R с центром 0 (координаты x 0 , y0) имеет вид
При совместном решении уравнений прямых и окружностей можно определить координаты точек их пересечения или касания [2 стр. 277-278].
Тема 1.5. Расчёт элементов траектории инструмента. [1 стр. 73-77]
В большинстве случаев траектория центра инструмента представляет собой линию, эквидистантную обрабатываемому контуру. Поэтому координаты опорных точек на эквидистанте представляют, как приращение координат опорных точек контура детали. Эквидистанта – линия, равноудалённая от контура детали на расстояние, равное радиусу инструмента Rи. Она строится справа или слева от него в зависимости от расположения инструмента относительно заготовки. Например, эквидистантой к дуге окружности 1 — 2 является дуга концентричной ей окружности 11- 21 или 12-22 с тем же центральным углом (рис. 1.30, а), а к отрезку прямой 1 — 2 — отрезки, параллельные данному (рис. 1.30, б).
 Метод соединения элементов эквидистанты выбирают в зависимости от угла α, образованного соседними элементами контура. (рис. 1.30, в). При α>180° элементы эквидистанты соединяются дугами окружностей радиусом R и, центры которых находятся в общих точках элементов контура. При α ≤180° общей точкой элементов эквидистанты является точка пересечения этих элементов.
Метод соединения элементов эквидистанты выбирают в зависимости от угла α, образованного соседними элементами контура. (рис. 1.30, в). При α>180° элементы эквидистанты соединяются дугами окружностей радиусом R и, центры которых находятся в общих точках элементов контура. При α ≤180° общей точкой элементов эквидистанты является точка пересечения этих элементов.
При обработке острых углов контура возможно появление «зарезов». В этом случае элементы траектории центра инструмента сопрягают отрезками прямых, продолжающих участки эквидистанты. Т.е. при обходе углов α> 300° необходимо сделать дополнительные построения. Обход острого угла (см. рис. 1.30, г) целесообразно исполнять не по дуге окружности, а продлением верхней линии эквидистанты до пересечения с нижней линией.
При вычислении опорных точек эквидистанты различают три типовых случая сопряжения дугой (радиусом Rи) участков эквидистанты: прямая — прямая, прямая — окружность и окружность — окружность (см. рис. 1.30, в). Типовые схемы соединений см. [2 стр. 277-278].
АППРОКСИМАЦИЯ и ИНТЕРПОЛЯЦИЯ см. стр. 20
Тема 1.6. Структура УП и её формат. [1 стр. 77-101]
Управляющая программа (УП) (ГОСТ 20523-80) - это совокупность команд на языке программирования соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки. Основой для большинства языков программирования служит международный код ISO-7bit.
Структура УП. УП записывают отдельными кадрами, которые содержат команды, состоящие из одного или нескольких слов в виде буквенного адреса (Ex.– N, X, Y, F, S и т.д.) и числового значения. Количество адресов и их размер определяется форматом УП принятым для конкретного УЧПУ. В зависимости от конкретного устройства ЧПУ кадры могут отделяться друг от друга символами «ПС» (перевод строки, УЧПУ 2С42-65) или «LF» (стандартно для кода ISO-7bit) или «;» (или разделение сформируется самостоятельно при занесении УП в память УЧПУ). Кадры УП в большинстве случаев нумеруют (адресом N и целым десятичным числом). Главный кадр, с которого начинается отработка УП, обозначают символом «:». Начало УП обозначают символом «%» (для перфоленты – «%%») после которого можно записать обозначение программы Ex.– % 012 LF. Внутри УП может быть информация, не воспринимаемая станком, но необходимая Ex.– оператору. Её записывают между «(_)» скобок. при этом внутри скобок не должно быть символов «ПС», «LF», «;», «%», «:». Если перед адресом N или «:» записать символ «/», то при отработке УП этот кадр может быть пропущен при работе в режиме пропуск кадра.
В конце УП обязательно должны быть команды М02 или М30 (Конец программы).
ГОСТ 20999-83 даёт следующие определения значениям буквенных символов (см. таблицу)
| Функция | Адрес | Смысл | Максимальное значение |
| Номер программы | O | Номер программы | 1-12 |
| Номер кадра | N | Номер кадра | 1-9999 |
| Подготовительная функция | G | Определение вида движения рабочего органа | 0-94 |
| Размерные слова | X, Y, Z | Команда на перемещение по осям координат X, Y, Z | 9999,999 мм |
| U, V, W | вторичные перемещение по осям координат параллельным X, Y, Z | 9999,999 мм | |
| P, Q, R | третичные перемещение по осям координат параллельным X, Y, Z | 9999,999 мм | |
| A, B, C | угловые перемещение соответственно вокруг осей X, Y, Z | 9999,999 град |
|
| ||||
| Скорость подачи Feed | F | Задание скорости подачи | 0-15000 мм/мин(град/мин) | |
| Скорость шпинделя Speed | S | Задание числа оборотов шпинделя об/мин или скорости резания м/мин | 0-9999 об/мин | |
Номер инструмента Tool | Т | Задание номера инструмента | 0-99 | |
| Вспомогательная функция | М | Указание на двухпозиционное управление (ВКЛ-ВЫКЛ.) в станке | 0-99 | |
| Номер смещения инструмента
| Н, D | Задание номера смещения, (H – по длине, D – по диаметру) | 0-99 | |
| Пауза | Е | Задание паузы | 0,1-6553,5 сек | |
| Номер подпрограммы | Р | Задание номера подпрограммы | 0-99 | |
| Число повторений | L | Число повторений подпрограммы, число повторений постоянного цикла | 1-65535 | |
|
| P, Q, R | Параметры постоянных циклов | ||
Приведённые в таблице буквенные символы являются не обязательными, а только рекомендуемыми для языков программирования. Если символы A, B, C, D, E, P, Q, R, U, V и W не используются для управления станком по прямому назначению, то они могут применяться для программирования каких-то специальных функций, присущих данной системе ЧПУ. Кроме того, производители УЧПУ могут использовать и другие символы или комбинации для записи необходимых кодов, как правило это сокращения английских слов: Ex.– в УЧПУ NC-201 команда RPT от слова repeat (повторять)
С использованием этих слов можно составить один кадр, причём порядок записи слов в кадре может быть произвольным или соответствует формату конкретного УЧПУ.
Например,
N____G____X_____Y_____F_____S_____M_____
Для удобства работы международный стандарт рекомендует следующий порядок расположения слов в кадре: N..., G..., X..., Y..., Z..., U…, V…, W…, P…, Q…, R…, A…, B…, C…, I..., J..., K..., …, LF.
Если задаётся скорость подачи по одной определённой оси координат, то слово, обозначающее скорость подачи – F, должно следовать непосредственно за словом, задающим перемещение по данной оси. Если задаётся скорость подачи одновременно по двум и более осям координат, то слово, обозначающее скорость подачи, должно следовать непосредственно за последним словом, задающим перемещение по данным осям.
С целью уменьшения объёма текста управляющей программы в каждом кадре записывается только новая информация по отношению к предыдущему кадру, при этом неизменяемая часть информации из предыдущего кадра воспринимается системой ЧПУ по умолчанию как действующая.
Формат кадра УП
– характеризует принятую для данного УЧПУ последовательность расположения слов в кадре, их максимальное количество и структуру каждого слова.
Пример записи формата:
% : / DS N 04 З G 2 X +053 Y +053 Z ± 042 F 031 S 04 T 05 М2*
Данный формат указывает, что данное УЧПУ воспринимает символы начала программы (%), главного кадра (:), пропуска кадра (/) и явную десятичную запятую ( DS ). Цифра 0 в адресах команд говорит о том, что ведущие нули при записи кадров УП во всех словах (кроме слов с адресами G и М) разрешается опускать.
Ex.– В приведённом формате N04 — четырёхзначный номер кадра. Это означает, что всего в программе можно привести кадры с номерами от N1 до N9999. Если бы в формате было указано N3 (без нуля перед цифрой 3), то во всех кадрах, где необходимо, обязательно было бы написание нулей как значащих цифр: например, N001, N002, ... N099.
Следующий элемент записи G2 — двузначная подготовительная функция. Указывается адресом G и двумя значащими цифрами, первая из которых относится к разряду десятков, вторая — к разрядам единиц. Цифра, которая указана в формате перед буквой G (в данном примере цифра 3), обозначает, что в кадре можно записать одновременно несколько (в данном примере три) подготовительных функций (но только, из разных групп). Так как после буквы G нет нуля, то его нельзя опускать при записи и надо писать G00, G01 и т.д. Если бы в формате было записано 3 G02, то запись кодов подготовительной функции могла бы быть такой: G0, G1, G4 и т.д.
Элемент записи в формате X + 053 означает перемещение по оси X со знаком «плюс» или «минус». Числовое значение размерного перемещения указывают после знака, при этом знак «плюс» можно опускать. На целую часть значащего числа отводится пять разрядов, на дробную (после запятой) — три разряда. В рассматриваемом формате обязательно указание точки (запятой) для разделения целой и дробной частей (об этом говорит символ DS). Кроме того, могут не указываться первые нули в числе до запятой и последние в числе после запятой. Например, перемещение по оси X на величину 01280,500 мм в положительном направлении можно записать X 1280.5 (с указанием точки без знака «плюс» и без крайних нулей). При записи той же величины в отрицательном направлении необходимо записать: X –1280.5. Если бы в форматекадра было указано, например, X± 33 и в начале формата не было бы символа DS, это означало бы, что после адреса X необходимо обязательно писать знак + или — (т. е. «плюс» опускать нельзя), а значащие цифры следует указывать полностью (три) как до условной запятой, так и после неё. Так, если в кадре УП записано X + 053280, то это соответствует размерной величине 53,28 мм.
Элемент Y + 053 — перемещение по оси Y (здесь справедливо все сказанное о перемещении по оси X ).
Элемент Z ± 042 — перемещение по оси Z со знаком «плюс» или «минус». При записи необходимо обязательно указывать как знак «плюс», так и знак «минус», можно опускать передние и последние (в дробном разряде) нули. На размерную информацию отводится четыре десятичных разряда до запятой и два после запятой, т. е. максимальное число, которое может быть записано по оси Z , составляет 9999.99 мм (четыре значащие цифры до запятой и две после запятой). Например, перемещение в положительном направлении по оси Z на величину 2000 мм должно быть записано в виде Z + 2000., на 200 мм — в виде Z + 200., на 20 мм в виде Z + 20., на 2 мм — в виде Z + 2., на 0,2 мм в виде Z +.2, на 0,02 — в виде Z + 02. Перемещение в отрицательном направлении на величину 50,00 мм запишется в виде Z – 50., на 5,00 мм в виде Z — 5., на 0,50 мм в виде Z —.5, на 0,05 мм в виде Z — .05.
Элемент F031 — функция подачи, при этом подача указывается методом прямого обозначения. Значащие цифры: три слева от десятичной запятой и одна справа; нули после запятой и впереди можно опускать. Если бы в формате было указано, например, F2, то это предполагало бы указание подачи двумя кодовыми числами.
Следующие элементы записи: S04 — четырёхзначная функция главного движения; Т05 — функция инструмента; М2 — двузначная вспомогательная функция.
Звёздочка (*), завершающая запись формата, означает, что в конце каждого кадра УП обязательно указание символа конец кадра, например, LF или (;).
Дата: 2018-11-18, просмотров: 3530.