Описанные выше в гл. 3, 4, 5 методы основаны на особенностях взаимодействия энергии и объекта контроля. Ослабление, поглощение, отражение потока электромагнитной энергии R, 7-лучей, механической энергии УЗ-колебаний, электромагнитного поля в зоне сварного шва позволяло получить без разрушения изделий информацию о внутренних дефектах. Ниже показано использование проникновения веществ (пенетрантов) для контроля поверхностных и сквозных дефектов сварки.
6.1. КАПИЛЛЯРНЫЙ КОНТРОЛЬ
Физические основы капиллярной дефектоскопии (Кд) базируются на явлениях: 1) капиллярного проникновения, 2) сорбции пенетранта и 3) светоцветового контраста дефекта и окружающей поверхности.
Методы капиллярного контроля классифицируют по особенностям индикаторных следов дефектов как люминесцентную (ЛКд), цветную (ЦКд) и люминесцентно-цветную (ЛЦКд) дефектоскопию. Кроме того, в любом методе Кд различают три способа проявления дефектов.
1.Сорбционный — сухой и мокрый.
2.Растворяющий или диффузионный.
3.Без проявления: а — беспорошковый, б — самопроявляющий
Методика люминесцентного контроля наиболее распространена в сор-
бционном варианте. Технология его следующая (рис. 6.1).

Рис.6.1. Схема основных операций капиллярной дефектоскопии
Пропитка.. Нанесение (а) и снятие (б) жидкости — индикаторного люминесцирующего пенетранта. В простейшем случае это, например, смесь 15% трансформаторного масла и 85% керосина, которая светится под действием ультрафиолетовых (УФ-) лучей. В полости дефектов за счет капиллярных сил всасывается жидкость при смачивании поверхности пенетрантом, при его нанесении распылением или погружением детали. Для улучшения пропитки полостей пенетрантом применяют дополнительно нагрев, ультразвук, повышенное или пониженное давление (воздуха или инертных газов) и т. п. 1-й этап заканчивается снятием пенетранта со всей поверхности, за исключением полостей дефектов, где он остается.
Проявление (в). Его осуществляют, нанося сорбент в виде порошка (сухой способ) или суспензии (мокрый способ). Проявитель (порошок талька или углекислого магния) выдерживают для извлечения следов индикаторного раствора — пенетранта из полостей дефектов.
Осмотр при УФ-облучении (г). Люминесценция индикаторного раствора, поглощенного сорбентом, дает четкую контрастную картину поверхностных дефектов. Для увеличения чувствительности ЛКд применяют диффузионный способ проявления, при котором люминесцирующий раствор диффундирует в слой специального лакового покрытия. В беспорошковом способе деталь для проявления погружают в раствор органических кристаллов люминофора. В самопроявляющемся варианте после пропитки деталь нагревают и сама индикаторная жидкость, выходя из полостей и затвердевая, образует следы дефектных полостей.
Цветной контроль или метод красок проводят примерно по той же технологии. На очищенную предварительно поверхность детали наносят слой подкрашенной проникающей жидкости. Затем следует выдержка, промывка, сушка. Проявление осуществляют порошком или суспензией (например, 300—500 г каолина в 1 л воды или спирта). При просушивании краска ("Судан" и др.) окрашивает каолин в красный цвет. Дефекты хорошо видны при осмотре поверхности шва простым глазом или через лупу, а мелкие — в микроскоп.
Люминесцентио-цветной метод представляет собой сочетание ЛКд и ЦКд е диффузионным вариантом проявления. Для получения наивысшей чувствительности контроля детали осматривают в УФ-свете, а для понижен ной чувствительности — при дневном свете. Для ЛЦд применяют комплек ты специальных дефектоскопических материалов (Аэро-12А и др.).
Материалы и аппаратура. При капиллярной дефектоскопии применя ют обычно стандартные комплекты материалов. Например, по ОСТ 5.9537—72 выпускают семь дефектоскопических комплектов ДК-1—ДК-7 отличаюищхся в основном составом индикаторных жидкостей, от И-1 до И-7. Жидкости й-2, И-5 с люминофорами, а И-1,3,4,6, 7 - с красителям» Очищающую жидкость ОЖ-1 создают на основе эмульгаторов ОП-4, 7, 10 и др. Чувствительность ЛЗ-контроля сильно зависит от свойств дефектоскопических материалов, их сочетания. Разработаны специальные комплекты (ЛЮМ-А) с высокочувствительными люминесцирующими жидкостями, позволяющими выявлять дефекты с раскрытием в десятые доли микрона. Это пенетранты ЛЖ-6А, 12, 20, 20А. Жидкости средней чувствительности ЛЖ-1, 2, 4 позволяют выявлять дефекты раскрытием более 1 мкм Как проявители в комплектах используют, оксид магния, силикагель, каолин, тальк, диоксид титана, их водные и спиртовые суспензии, растворы этилцеллкшозы и др. Ранее разработаны комплекты ЛЮМ-1, 3, 6, шубекол и новые наборы типа ЛЮМ, в которые входят менее токсичные индикаторные жидкости и легко смываемые проявители ПР-4, 5, 6. Переносные комплекты создаются из однотипных баллонов. Аэрозольный комплект КДЦ-ЛЦ выпускают с перезарядным стендом. Дефектоскопические материалы систематически разрабатывают и выпускают на заводах химреактивов. Высокую чувствительность дает белая проявляющая краска и белое лаковое покрытие нитроэмаль "Экстра" для кожи.
Стационарные дефектоскопы и установки (ЛДАЗ, ДЦ-4, КД-20 Л и др.) состоят из участков или блоков пропитки, мойки, сушки, опыления проявителем, осмотра деталей в УФ-лучах. Транспортировка деталей может быть механизирована. Передвижные дефектоскопы (КД-21Л) монтируются обычно на тележках. Переносные дефектоскопы КД-ЗШ и 32Л или переносные комплекты УФ-ламп используют для контроля поверхностей крупногабаритных изделий. Используют ртутно-кварцевые лампы высокого (ПРК) и сверхвысокого (ДРШ) давления.
Чувствительность капиллярного контроля рекомендуется оценивать (по ГОСТ 18442—80) по четырем условным уровням предельных размеров надежно выявляемых (с вероятностью 95%) дефектов (табл. 6.1).
Таблица 6.1 Шкала чувствительности капиллярного контроля
| Уровни чувствительности | Наименьшие размеры выявляемых дефектов | ||
| Ширина, мкм | Глубина, мкм | Длина, мм | |
I До1 До 10 До 0,1
II До 10 До 100 До 1
III До 100 До 1000 До 10
IV Более 100 Более 1000 Более 10
Наиболее целесообразно использовать Кд-контроль в первую очередь для соединений из немагнитных материалов: аустенитные стали, алюминиевые и титановые сплавы, латуни, бронзы и т.п. Для ферромагнитных материалов успешно применяют магнитный или магнитно-люминесцентный контроль. Разработаны специальные магнитно-люминесцентные порошки (люмагпор-1 и -ЗБ) и паста МЛ-1. Применение этих материалов в водных и масляно-керосиновых эмульсиях позволяет обеспечить высокую чувствительность контроля.
6.2. КЛАССИФИКАЦИЯ МЕТОДОВ ТЕЧЕИСКАНИЯ [ 12]
Для выявления сквозных дефектов в сварных изделиях и в соединениях используют более десяти разных методов течеискания. При течеискании применяют для испытания изделий на герметичность контрольное (пробное) вещество в виде газа или жидкости. Используют контрольные газы: воздух, азот, гелий, галоиды, хладон, аммиак, С02> смеси газа и т.п. Контрольные жидкости — это вода (гидроиспытания), керосин и растворы, в том числе специальные пенетранты.
Выбор метода течеискания согласно ГОСТ 18353—79 зависит от класса герметичности, устанавливаемого проектными нормативами в данной отрасли. Обычно это три—пять классов, отличающихся величиной допустимых течей (утечек). Течь обычно характеризуют перетекающим через нее при контроле потоком (2 газа или жидкости. Для сопоставимости результатов величины течей могут быть приведены к потоку воздуха. В системе СИ потоки газа измеряют в м3 • Па/с. Если поток равен 1 м3 • Па/с, 112
это означает, что за 1 с через течь перетекает 1 м3 газа, находящегося при давлении 1 Па = 7,5 • 10 -3 мм рт.ст.~ 10 -5 атм. Поскольку 1 Па= 1 Н/м2, то утечку можно измерять в ваттах (1 Вт = 1 Н • м/с). Если контрольные вещества и давление, при которых они находятся, отличаются от рабочих, то требуется пересчет утечек. Наиболее простыми и широко распространенными в промышленности и строительстве можно считать гидравлический метод и керосиновую пробу. Их чувствительность около 10 -5 - 10-7 Вт. С наивысшей чувствительностью могут быть обнаружены течи масс-спектрометрическим и радиоактивным методами (до 10 -13 Вт).
ГИДРО- И ПНЕВМОИСПЫТАНИЯ
Гидроиспытания
Гидроконтроль герметичности изделий может быть осуществлен тремя способами (согласно ГОСТ 3242-79): гидродавлением, наливом и поливом. Первым способом, как правило, испытывают замкнутые системы (емкости, трубопроводы), работающие под давлением. Для гидравлических систем как контрольное вещество используют обычно рабочую жидкость. Газовые системы также часто контролируют жидкостями, поскольку это менее опасно и более экономично.
Перед испытанием на герметичность изделия подвергают НР-контролю с целью выявления в них внутренних дефектов (трещин, пор и т.п.). Методика контроля. Объект заполняют жидкостью, герметизируют и создают необходимое избыточное давление гидронасосами или гидропрессами. Сначала изделие испытывают на прочность согласно ТУ при давлениях, в 1,5— 2. раза превышающих рабочее. После выдержки под давлением зону швов обстукивают молотком и объект контролируют внешним осмотром, обнаруживая течи и места отпотевания. Применяют также индикацию течей с помощью фильтровальной бумаги, на которой появляются пятна контрольной жидкости. Как правило, необходимо регистрировать величину утечек в системе. После обнаружения течей давление сбрасывают. Предельный диаметр выявляемых дефектов до 0,05 мм. Его определяют размером пятна на фильтровальной бумаге. При выдержках до 10—15 мин пятно быстро растет, а затем его диаметр стабилизируется.
Наливом воды испытывают открытые баки, отсеки судов, цистерны. Выдержка обычно до 24 ч. По изменению уровня воды регистрируют и наличие течей. Контроль поливом воды осуществляют, поливая с расстояния около 3 м одну сторону шва под давлением до 1 МПа (10 ат). Другую сторону осматривают для обнаружения течей. Наливом и поливом воды могут быть выявлены дефекты диаметром до 0,5 мм.
Керосиновая проба
Керосин не полярно-активен, обладает «изкой вязкостью, растворяет Пленки жира и пробки в неплотностях. Поэтому его проникающая способность очень высока, что позволяет выявлять дефекты диаметром до 405 мм при чувствительности к течам до 10-7 Вт. Методика контроля достаточно проста. Перед испытанием соединения простукивают молотком вне зоны термического влияния и тщательно очищают от шлака. На сторону, которая удобна для осмотра, наносят меловую обмазку из расчета ~ 400 г мела или каолина на 1 л воды или незамерзающего растворителя (зимой). Противоположную сторону обильно несколько раз смачивают керосином. В него можно добавлять краску, например, "Судан" красно-лилового цвета. Через 5—10 мин на меловом фоне четко выявляются керосиновые или цветные пятна. Для повышения эффективности контроля применяют после нанесения керосина обдувку, вакуумирование со стороны обмазки, а также вибрацию.
Люмогидравлический метод
Люминесцентный метод, как и керосиновый, основан на использовании капиллярных явлений. Применяют люморастворы на основе керосина и специальные люминесцирующие жидкости - шубекон, ЛЖ-1 (2,4, 5) и др. Для открытых изделий раствор люминесцирующей жидкости наносят на одну сторону соединения, а другую сторону осматривают в темноте, освещая швы УФ-светом. Для увеличения светящихся пятен на осматриваемую поверхность наносят тальк.
Крупногабаритные закрытые изделия заполняют водой, в которую добавляют люминесцирующую жидкость (ТМС-6 или ГС-6). После надлежащей опрессовки на прочность изделие выдерживают под давлением, выявляя дефекты по свечению их следов в УФ-лучах. Чувствительность метода до 10 -5 Вт, а при опрессовке до 10-7 Вт.
Пузырьковый метод
Этот метод основан на регистрации локальных утечек по появлению пузырьков газа. Применяют три варианта пузырькового методы: пневматический, пневмогидравлический и вакуумный.
В пневматическом методе используют воздух, а для индикации утечки применяют пенообразование. Реализуют пневматический метод, либо наполняя замкнутые изделия сжатым воздухом, либо обдувая швы струей сжатого воздуха. На обратную сторону соединений наносят пенообразующее вещество — кистью или из специальных пеногенераторных пистолетов. Пенообразователи для летних условий — это водные растворы мыла (50 г на 1 л воды) с добавками глицерина (5 г) и лакричного корня (50 г). Зимой используют водный раствор хлористого натрия или хлористого кальция.
Чувствительность метода до 10 -6 Вт; обнаруживаемые дефекты диаметром до 0,05 мм. Пневматический контроль требует особого внимания к безопасности испытаний.
Пневмогидравлический метод применяют обычно для замкнутых сосудов небольшого объема. Контрольный газ (воздух, азот) подают под избыточным давлением в сосуд с последующим погружением его в индикаторную жидкость (обычно в воду) (рис. 6.2), где наблюдают образование пузырьков.
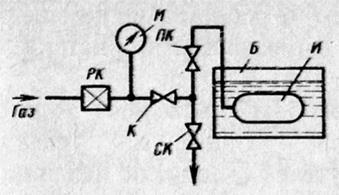
Рис.6.2. Схема пневмогидравлических испытаний: К – клапан; КР, СК, ПК – редукционный, сброса, предохранительнй клапан; М – манометр; Б –бак с индикаторной жидкостью; И - изделие
Чувствительность метода зависит от испытательного давления и при его увеличении в 10 раз от 0,1 до 1 МПа растет примерно от Ю-2 до 2-Ю-6 Вт. Если пространство над индикаторной жидкостью имеет атмосферное давление, то способ называют "аквариум", а при создании вакуума над жидкостью (способ бароаквариума) чувствительность увеличивается в 2—2,5 раза за счет роста размера пузырьков.
Вакуумно-пузырьковый метод (ВПМ) применяют в основном для открытых изделий с односторонним подходом к соединению. Используют переносные вакуумные камеры-присоски (рис. 6.3), накладываемые уплотнителем из губчатой резины на контролируемый участок соединения.
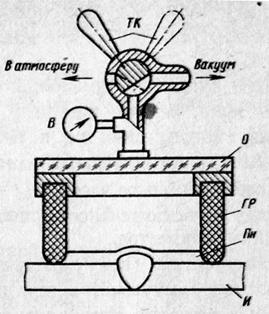
6.3. Схема вакуумно-пузырькового контроля: В – вакуумметр; ТК – трехходовой кран; ГР – губчатая резина – уплотнитель; О – окно из оргстекла; И – контролируемое изделие; Пи - пленка - пенообразователя
Предварительно на шов наносят мыльный водный раствор-пенообразователь. Вакуум-камеру устанавливают на испытуемый участок и создают в ней по вакуумметру разрежение (0,02-0,1) МПа. Образование пузырьков над неплотностями иногда с химическим индикатором наблюдают через смотровое окно из оргстекла. По окончании контроля трехходовым краном в камеру впускают атмосферный воздух и перемещают ее на следующий участок. В ИЭС им. Е.О. Патона разработаны специальные установки для ВПМ-контроля в монтажных условиях разного вида соединений, в том числе продольных и кольцевых стыков многослойных труб (установка ОБ 1898-80). Установки массой около 100 кг смонтированы на тележке. Они снабжены вакуум-насосами (РВН-20; НВР-ЗД, 5Д) и ресиверами, а также освещением от 12 В. Производительность контроля до 70 м/ч (внутренних швов труб диаметром 1420 мм). Ширина обнаруживаемых трещинообразных непроваров до 10 мкм и диаметр d пор до 5 мкм. П.
Манометрический метод
Манометрический метод подразделяют на два основных способа: компрессионный, предусматривающий заполнение контролируемого изделия до давления выше атмосферного, и вакуумный, когда полости изделия вакуумируются. Оба способа основаны на регистрации изменения давления при утечке газа или жидкости из изделия или при натекании газа в него.
При контроле компрессионным способом применяют жидкости — воду, эфир, бензин, ацетон, а также газы — воздух, азот, углекислоту, аммиак, аргон, гелий и т. п. Индикацию утечек ведут по падению давления, регистрируемого манометром в течение определенного времени (обычно несколько часов).
Вакуумный (вакуумметрический) способ основан на регистрации показаний вакуумметра при подаче на течь жидких или газообразных пробных веществ. Изменение показаний вакуумметра может быть обусловлено тремя факторами: различной скоростью натекания воздуха и пробного вещества; различной чувствительностью к воздуху и пробному веществу; быстротой откачки.
Для получения максимальной чувствительности рекомендуется применять такое пробное вещество, при котором все три фактора действовали как бы в одну сторону, вызывая либо увеличение, либо уменьшение показаний вакуумметра. Наиболее полно этому отвечают жидкие пробные вещества — ацетон, бензин, спирт и др.
Чувствительность испытаний зависит от общего уровня достигнутого давления. Весьма грубая в условиях низкого вакуума, она может быть очень высокой при глубоком вакууме (до 10 -7 Вт).
Газоаналитические методы
Галогенный метод
Промышленность выпускает галогенные течеискатели двух типов - вакуумно-атмосферный с двумя преобразователями и с сетевым питанием ГТИ-6 (рис. 6.6) и атмосферный с автономным питанием БГТИ-7.
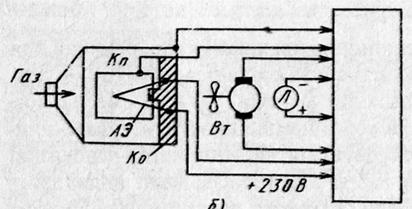
Рис.6.4.Схема чувствительного элемента галогенного течеискателя ГТИ-6: АЭ – анод-эммитер (+230В), Кп – коллектор платиновый, Вт – вентилятор, Ко – керамическое основание
Действие галогенных течеискателей основано на явлении резкого увеличения эмиссии положительных ионов с платинового анода, нагретого до 800-900 °С, в присутствии галогенов. Эффект наблюдается как при атмосферном давлении, так и в вакууме.
Чувствительный элемент атмосферного и вакуумного преобразователей идентичен. Он представляет собой платиновый диод прямого накала, -монтированный на керамическом основании.
Керамический штырь, на котором намотана проволока платиноавго подогретого анода, содержит примеси щелочных металлов (К, Nа). Они при нагреве испаряются и обеспечивают исходный поток эмиссии положительных ионов с анода.
При атмосферных испытаниях обычно используют схему заполнения изделия галогеносодержащим газом: чистым или в смеси с воздухом. В испытуемый сосуд (изделие) подают под давлением хладон (фреон) или воздух в смеси с хладоном (10: 1) (реже ССL4, SF и др.). Смесь, проходя через несплошность, попадает к щупу течеискателя — в межэлектродный промежуток чувствительного элемента преобразователя. Это вызывает резкое увеличение анодного тока, что регистрируется прибором, а также звуковым и световым индикаторами.
По окончании испытаний пробное вещество необходимо удалить из изделия отсосом или продувом с выводом выхлопа за пределы цеха.
При использовании в качестве пробного вещества чистого хладона возможен его сбор с помощью компрессора для повторного использования (см. рис. 6.7). Во избежание повышения фонового сигнала течеискателя в помещении следует предусмотреть эффективную приточно-вытяжную вентиляцию.
Чувствительность течеискателя ГТИ-6 к потоку хладона 1-10 -7 Вт, но соответствует утечке хладона 0,2 г/год.
Для определения работоспособности течеискателя и оценки величин обнаруживаемых течей в процессе испытаний течеискатель градуируют по встроенной калибровочной течи Галот-1. Ее действие основано на равновесном истечении галогеносодержащего вещества через диафрагму, размер которой однозначно определяет величину потока хладона.
С применением галогенного течеискателя ГТИ-6 возможно проведение вакуумных испытаний. При этом вакуумный преобразователь устанавливают в испытуемом объекте, который откачивают вакуумным насосом (предпочтительно до давления < 10~2 Па). Возможные места несплошности (сварные швы, разъемные соединения и т. д.) обдуваются тонкой струей пробного вещества. Его проникновение в вакуумную систему вызывает повышение анодного тока в чувствительном элементе, что регистрируется стрелочным прибором и звуковым индикатором течеискателя.
6.5.2. Катарометрический метод
Метод основан на измерении электрического сопротивления нагретой проволоки, изменяющегося в присутствии пробного газа. В двух каналах датчика, перемещаемого вдоль контролируемой поверхности, располагаются две платиновые нити, включенные в два плеча мостовой электросхемы. Мост балансируют, пропуская через оба канала датчика чистый воздух. Концы каналов разнесены, поэтому при утечке газа он попадает только в один из них — в длинный. В другой (короткий) канал продолжает поступать воздух. Из-за различия в теплопроводности пробного газа и воздуха изменяются условия охлаждения одной из нитей, а следовательно, и ее сопротивление. Появляется напряжение разбаланса, которое регистрируют. .
Чувствительность метода зависит от выбранного пробного газа, в частности от его относительной теплопроводности по отношению к воздуху. Для гелия и водорода она составляет при 0 °С соответственно около б и 7 единиц, а для С02 и азота — только около 0,6 единиц. Например, чувствительность метода по гелию или хладону может достигать 10 -6 Вт.
Испытания проводят по схеме, аналогичной схеме галогенного контроля, причем течеискатели могут быть снабжены кабелем (до 10 м) к Датчику. Питание от сети (ТП 710 1) или батарейное (ТП 710 1М).
Катарометрический метод удобен для индикации утечек многих газов или паров летучих жидкостей.
6.5.3. Масс-спектрометрический метод [ 8]
Масс-спектрометрические, обычно гелиевые, течеискатели наиболее чувствительные аппараты контроля герметичности. Газ, прошедший через течи, попадает в масс-спектрометрическую камеру (рис. 6.5), находящуюся в магнитном поле; напряженность Н около 1,4-104 А/м. В камере помещены катод,-
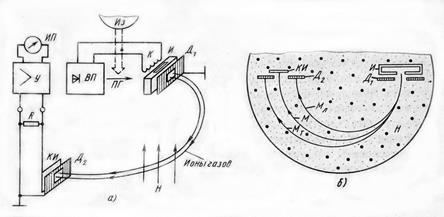
Рис. 6.5. Схема (а) и принцип действия (б) масс-спектрометрического течеискателя:
Из - изделие; ПГ -пробный газ (гелий) ; ВП - выпрямитель; К - катод ионизатора; Л,, 1>2 — выходная и входная диафрагмы; КИ - коллектор ионов; ИП - индикаторный прибор; У- усилитель; М, МЪМЛ - траектории ионов гелия (М), тяжелых (Мт) и легких (Мп) ионов; Я- линии напряженности магнитного поля; И- излучатель
ионизатор, входная и выходная диафрагмы, коллектор ионов. Ионы, образующие ионные пучки, под действием магнитного поля движутся по круговым траекториям. Их радиусы зависят от массы М и заряда Е ионов. Выходная диафрагма рассчитана так, чтобы выделять именно ионы пробного газа (Не, Н, Аг). Гелий предпочтителен,
так как при его использовании чувствительность наивысшая. Молекулы гелия имеют малый размер (~0,2 нм), а концентрация его в атмосфере наименьшая (5-10-4 %), что облегчает выявление микронесплошностей. Используют гелиевые течеискатели марок ПТИ-7А, ПТИ-10. В них смонтированы кроме самого масс-спектрометрического анализатора вакуумная и радиотехническая системы. Определяют суммарное натекание и локальную герметичность. Само контролируемое изделие может быть либо под избыточным давлением, либо под вакуумом.
Различают: а) способ щупа и его разновидности при накоплении вытекающего через течи гелия в чехлах или камерах при атмосферном давлении; б) способ вакуумной камеры — при размещении в ней изделий заполненных гелием.
Если изделие удобно испытывать при его вакуумировании (под вакуумом), то применяют способ обдува гелием, способ гелиевой камеры или чехла. При любом способе разность давлений внутри и снаружи изделия обеспечивает проникновение гелия через течи.
Наибольшая чувствительность достигается при способе накопления и размещения изделия в гелиевой или вакуумной камере (до 10 -13 Вт). При этом определяют и суммарную негерметичность изделия. Менее чувствителен способ гелиевого щупа (до 10 -9 Вт), но он часто более производителен и экономичен, им обеспечивается локализация течей. Негерметичность можно также локализировать когда откачиваемое изделие по поверхности обдувают тонкой струей гелия. Важен контроль и обеспечение герметичности "последнего" сварного шва в изделии. Для этого изделие герметизируют в атмосфере гелия, а его сварку ведут либо в потоке гелия, либо с выдержкой в атмосфере гелия.
Перед испытаниями и по их окончании течеискатель градуируют по встроенной калибровочной, течи типа Гелит. Ее действие основано на стабильном диффузионном потоке гелия из замкнутого баллона через кварцевую мембрану.
Заключение
СПИСОК ЛИТЕРАТУРЫ
1. Алешин Н.П., Щербинский В.Г. Радиационная и ультразвуковая дефектоскопия. М.: Высшая школа, 1979. 54 с.
2. Быстров Ю.А., Иванов С.А. Ускорительная техника и рентгеновские приборы. М.: Высшая школа, 1983, 288 с.
3. Волченко В.Н. Вероятность и достоверность оценки качества металлоконструкции. М.: Металлургия, 1979. 88 с.
4. Гурвич А.К., Ермолов И.Н. Ультразвуковая дефектоскопия сварных швов. Киев: Техника, 1972. 368 с.
5. Денисов Л.С. Повышение качества сварки в строительстве. М.: Стройиздат, 1982. 161 с.
6. Контроль качества сварки / В.Н. Волченко, А.К. Гурвич, А.Н. Майоров и др.; Под ред. В.Н. Волченко. М.: Машиностроение, 1975. 328 с.
7. Контроль качества сварных соединений трубопроводов для нефти и газа / Р.Р. Хакимьянов, М.Х. Хусанов, И.Е. Нейфельд и др. М.: Недра, 1981.248 с.
8. Кузьмин В.В., Левина Л.Е., Творогов И.В. Вакуумметрическая аппаратура. Энергоатомиздат. 1984. 240 с.
9. Математическая статистика / Под ред. А.М. Длина. Учебник для техникумов. М.: Высшая школа, 1975. 398 с.
10. Рентгенотехника. Справочник / Под ред. В.В. Клюева. М.: Машиностроение, 1980, кн. 1, 432с; кн. 2. 384 с.
11. Румянцев С.В. Радиационная дефектоскопия. М.: Атомиздат, 1974. 512 с.
12. Румянцев С.В., Штань А.С, Гольцев В.А. Справочник по радиационным методам неразрушающего контроля. М.: Энергоиздат, 1982. 327 с.
13. Сварка в машиностроении. Справочник / Под ред. Ю.Н. Зорина. М. Машиностроение, 1979, т. 4, 512 с.
14.Стеклов О.И. Прочность сварных конструкций в агрессивных средах. М.: Машиностроение, 1976. 200 с.
15. Сварка. Резка. Контроль. Справочник (под ред. Н.П. Алешина, Г.Г. Чернышева)Т.2. гл 16 Неразрушающие методы контроля. М.: Машиностроении, 2004 г., 405 с.
16. Щербинский В.Г., Алешин Н.П. Ультразвуковой контроль сварных соединений. М.: МГТУ им. Н.Э. Баумана, 2000 г. 496 с.
Приложение
Дата: 2018-12-21, просмотров: 440.