Тормозное излучение получают на R-аппаратах, в ускорителях электронов и от β-источников с мишенью.
Рентгеновские аппараты. Используют R-аппараты обычные с постоянной нагрузкой и импульсные. Обычные R-аппараты выпускают двух типов (рис. 3.9) моноблоки и кабельные. В моноблоках (рис. 3.10) R-трубка и трансформатор смонтированы в едином блок-трансформаторе, залиты трансформаторным маслом или заполнены специальной смесью газов, например, серофтористый газ.
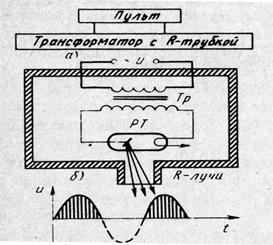
Рис.3.3. Блок-схема, принципиальная схема и график полуволнового выпрямления R-аппарата моноблока
В портативных аппаратах-моноблоках обычно используют R-трубки с неподвижным охлаждаемым водой анодом и полуволновую схему без выпрямителя. Ток на R-трубку подается здесь непосредственно от трансформатора высокого напряжения. R-трубка пропускает ток только в одном направлении в течение первого полупериода, а во втором полупериоде она запирает ток, работая как выпрямитель. Такая система сокращает срок службы трубки, но достигается простота устройства и его большая надежность. Портативные аппараты-моноблоки используют обычно в полевых, монтажных условиях. Примером могут служить отечественные аппараты РУП-60-20-1М, РУП-160-6П, РУП-200-5-1, РУП-120-5-2. Их современная модификации – аппараты серии «Ратмир». Есть и стационарные аппараты-моноблоки, например, РУП400-5-1. Из последних марок – аппараты серии «Интровольт». РУП (или РАП) обозначает: рентгеновская установка (аппарат) промышленная; первая цифра — напряжение в кВ; вторая — ток трубки в мА; третья — номер модели.
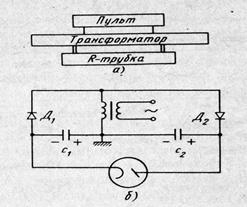
Рис.3.4. Блок-схема кабельного R-аппарата и электросхема удвоения напряжения.
Кабельные аппараты обычно предназначены для стационарных условий работы в цехах, лабораториях (например, РУП-150/300-10, РАП-150-ЗДФ, РАП-220-5П-01), современная серия – «Экстравольт». Применяют R-трубки с обычным и с вынесенным анодом для панорамного просвечивания. Используют полуволновые схемы с выпрямителем (кенотроном) и схемы удваивания напряжения с двумя диодами-выпрямителями и конденсаторами. Использование такой схемы позволяет подать на трубку удвоенное сглаженное выпрямленное напряжение, что повышает выходную мощность установки.
В такой схеме к вторичной обмотке трансформатора подключены две цепи: одна состоит из диода Д1 и конденсатора С1, а другая - из диода Д2 и конденсатора С2. Рентгеновская трубка включена параллельно конденсаторам С1 и С2 . Катод диода Д1 и анод диода Д2 имеют общую точку с одним из выводов вторичной обмотки трансформатора. Благодаря такому включению диодов при отсутствии тока через трубку (на холостом ходу) величина напряжения, до которого зарядится каждый конденсатор, равна амплитудному значению напряжения UT вторичной обмотки трансформатора; амплитуда напряжения, приложенного к трубке U , равна удвоенной амплитуде вторичного напряжения.
При работе рентгеновской трубки конденсаторы С1 и С2 разряжаются практически постоянным током и напряжения на них U С1 и U С2 с течением времени уменьшаются. В момент времени, когда напряжение на конденсаторе (например, С1) оказывается меньше мгновенного значения напряжения на вторичной обмотке трансформатора, открывается соответствующий диод (в данном случае Д1) и конденсатор дозаряжается до напряжения UT . Приложенное к трубке напряжение U пульсирует с удвоенной частотой. Пульсации зависят от тока рентгеновской трубки и емкости конденсаторов.
Размер фокусного пятна трубок обычно от 2Х 2 до 5Х 5 (8) мм. Для контроля малых толщин или неметаллов применяют специальные острофокусные трубки с фокусным пятном до 1 мм2 и пониженным напряжением (менее 20—50 кВ) с выходом R-излучения через бериллиевое окно трубки.
Маркировка рентгеновских трубок содержит комбинацию цифр и букв. Первая цифра означает предельно допустимую мощность трубки в киловаттах. Первая буква соответствует характеру защиты от радиации (Б — безопасная), вторая буква — назначению трубки (П — промышленная, М - медицинская), третья - системе охлаждения (В - водяное, М — масляное). Далее цифры соответствуют номеру модели и напряжению в кВ.
Импульсные R -аппараты. Их удобно использовать в условиях монтажа - в связи с малой (10—30 кг) массой и малыми размерами. Применяют специальные R-трубки с концентрически расположенным холодным катодом и конусным анодом в центре.
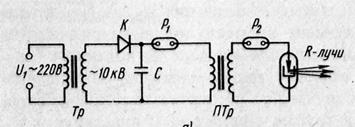
Рис. 3.5. Схема импульсного R -аппарата
В электросхеме (рис. 3.5.) использован разрядник Р1 с конденсатором и дополнительный пик-трансформатор ПТр. Это обеспечивает при времени зарядки до 5 с импульсы напряжением 200-350 кВ в течение 1—5 мкс с частотой вспышек 0,2—15 Гц. Ток R-трубки достигает 200—300 А, но потребляемая мощность не более 20—60 Вт, что позволяет использовать питание от бытовой сети (220 В) и даже от аккумулятора (12 В). С увеличением мощности до 300, 400, 450 Вт время на зарядку конденсатора увеличивается, поэтому частота импульсов уменьшается: f = 20, 10, 5 1/с].
Схема работает следующим образом. С момента t 0 на электродах импульсной R-трубки возрастает напряжение. Ко времени t 1 , когда (U э = U 1), между кромками кольцевого катода и острием анода возникает ток, вызванный автоэлектронной эмиссией; одновременно появляются R-лучи. При t > t 2 анод и катод разогреваются протекающим током, так как электроды трубки здесь не охлаждаемые. Появляются пары металлов, которые ионизируются потоком электронов с катода. В интервале ( t 2 – t 3 ) возникает вакуумный пробой и формируется дуговой разряд с падающей вольт-амперной характеристикой:U э — падает, I а — растет. Пик импульса R-излучения соответствует максимуму U э а затем R-импульс быстро уменьшается, так что t и = 1 - 5 мкс. Импульс питающего напряжения U пт формируется за счет разряда конденсатора С через первичный разрядник Р1 и первичную обмотку пик-трансформатора, во вторичной цепи которого имеется второй разрядник-обостритель Р2.
Контролируемые толщины стали до 15—30 мм. Конструкции импульсных R-аппаратов интенсивно совершенствуют: первая модель ИРА-1Д (импульсный R-аппарат), затем ИРА-2Д, РИНА-2Д ( R-импульсный нано-секундный), МИРА-1Д; 2Д; ЗД; 4Д и их более современные модификации – аппараты серии «АРИНА-3, 5 и 7», аппараты «ПИОН-2МБ» и др. Это малогабаритные модели, отличающиеся увеличением мощности, напряжения и соответственно просвечиваемых толщин стали (10, 20, 30, 60 мм).
Источники гамма - излучения
Гамма-аппараты или γ-дефектоскопы представляют собой устройства для безопасного транспортирования γ-изотопов на объекты и подачи γ-ампул в зону контроля. Применяют универсальные шланговые дефектоскопы и дефектоскопы специального назначения (затворные) для фронтального или панорамного γ-просвечивания (рис. 3.6.).
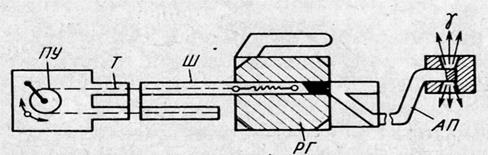
Рис.3.6. Кинематическая схема шлангового гамма-дефектоскопа
Шланговый γ-дефектоскоп обычно состоит: из радиационной головки РГ с защитным блоком; привода управления ПУ, обеспечивающего с помощью троса Г, двигающегося в соединительном шланге Ш, подачу ампулы γ-изотопа А в ампулопровод АП; систем сигнализации о наведении γ-пучка на объект контроля, коллиматоров и диафрагм для получения пучков требуемой формы. Кроме того, в комплект гамма-дефектоскопов входят штативы, транспортно-перезарядные устройства и т.п.
В защитных блоках, радиационных головках и в контейнерах используют: свинец, ρ= 11 г/см3, Ζ = 82;
сплавы ВНМ (вольфрам, никель, медь) ВНМ-3-2 и ВНМ-5-3, ρ= 16 т 18г/см3, Ζ = 74;
обедненный уран, ρ= 18,5 г/см3, Ζ = 92. Защита обеспечивает ослабление γ-лучей до безопасных уровней, чтобы МЭД на расстоянии 1 м от источника была не более 2 • 10 -10 А/кг. Это соответствует ослаблению излучения в 106 —107 раз.
В то же время шланги обеспечивают дистанционный контроль при расстояниях от пульта до ампулы от 5 до 50 м, что также гарантирует безопасность персонала.
РАДИОГРАФИЯ
Основной метод используемый в радиографии — фотометод, при котором изделия просвечивают непосредственно на радиографическую Р-пленку (с усиливающими экранами). Кроме этого применяют метод переноса изображения, когда сначала получают скрытое изображение, а потом его переносят: а) при нейтронной радиографии — на Р-пленку; б) при электрорадиографии — на обычную бумагу.
Радиографические детекторы
Детектирование включает преобразование излучения и регистрацию изображения. Радиографические пленки служат средством регистрации R -,γ-излучения после его прохождения через сварной шов (изделие) и экраны-преобразователи. Различают две группы пленок: безэкранные и экранные. К безэкранным относят (в порядке уменьшения их контрастности и увеличения чувствительности) пленки: РТ-5, РТ-4М, РТ-3, РТ-1. К экранным — пленку РТ-2, а также медицинские пленки (РМ-1, РМ-2, РМ-3), которые предназначены для использования главным образом с флуоресцентными усиливающими экранами. Экранные пленки имеют высокую чувствительность не только к R -, γ-лучам, но также к лучам видимой и ультрафиолетовой части спектра. Р-пленки представляют собой пленки обычно с целлюлозной или полиэтилентерефталатной основой, на которую с обеих сторон нанесены слои фотоэмульсии с гаплоидной солью серебра.
. Обычно R-пленки характеризуют: плотностью почернения, контрастностью, спектральной чувствительностью, разрешающей способностью, зернистостью.
Плотность почернения D— это логарифм отношения световых потоков: яркости L 0 падающего света к яркости L п света, прошедшего через пленку. Оптическая плотность — свойство пленки и не зависит от падающего света. Для прозрачной пленки D = lg 1 = 0. Плотность Вуали.D < 0,2.
Если негатоскоп имеет яркость свечения экрана 100 нит (нт), а R-пленка ослабляет эту яркость в 100 раз, до L п = 1 нт, то D = lg ( L 0 / L п )= lg (100/1)=2.
Оптические плотности R , γ-снимков (обычно от 0 до 4 ед.) измеряют
с помощью денситометров. Используют компарирующий денситометр
ДФО-10, либо прибор ЦЦ-ФЭУ. Последний достаточно сложен в эксплуата
ции из-за необходимости утомительных пересчетов по градуировочным
таблицам.
Удобен денситометр "Полдень" со стрелочным прибором, градуированным непосредственно в единицах оптической плотности D от 0 до 37.
Чувствительность W пл, пленки, измеряемая в соответствии с ТУ на пленки в обратных рентгенах Р-', обратно пропорциональна дозе излучения (Р), необходимой для получения заданной плотности почернения. Обычно W пл оценивают при D= 0,85. Например, если для пленки РТ-1 W пл = 100 P -1, то плотность почернения 0,85 будет получена при экспозиционной дозе ЭД-1/100Р = 2,5 10 -6 Кл/кг. Для малочувствительной пленки РТ-5 W пл,= 5 Р -1, что требует ЭД = 1/5 Р =0,5Х 10-4 Кл/кг. Чувствительность пленки зависит от условий ее изготовления и фотообработки, а также от жесткости излучения. Наилучшая чувствительность при Е = 60 т 80 кэВ.
Контрастность Р-пленки γ D — есть отношение приращения плотности почернения (определяемом по так называемым, характеристическим кривым Р-пленок) к приращению логарифма относительной экспозиции.
Практически контрастность измеряют разностью оптических плотностей D 1 – D 2 =Δ D негатива. Наименьший воспринимаемый глазом контраст Δ D =0,02. Высококонтрастная пленка РТ-5 имеет контрастность у D > 4, но зато экспозиция требуется в 10—15 раз больше, чем для высокочувствительной, но малоконтрастной пленки РТ-1. Максимальную контрастность пленок получают при D=2(1,5 -2,5).
Разрешающую способность Р-пленки определяют по числу раздельно различимых тонких штрихов на длине 1 мм. Высокое "разрешение" дают мелкозернистые пленки, которые в то же время и высококонтрастные: РТ-5, РТ-4М.
Р-пленки принято делить на четыре класса [12]:
1 - особомелкозернистая (ОМЗ) и высококонтрастная (ВК): РТ-5, РТ-5Д
2 — мелкозернистая (МЗ) и высококонтрастная (ВК) РТ-4М; РНТМ;
3 — высокочувствительная к ионизирующему излучению (ВЧИИ): РТ-1,РТ-1Д;
4 — высокочувствительная к любому излучению (ВЧИ) РТ-2 и медицинские РМ-1; РМ-2; РМ-3.
Пленки первых трех классов используют с металлическими экранами или без них. Пленки 4-го класса обладают хорошей чувствительностью и контрастностью при использовании их с флуоресцирующими экранами.
Пленки 1-го класса в 2-3 раза дороже остальных и требуют в несколько раз больших экспозиций. Поэтому пленки РТ-5 и др. применяют там, где необходимы снимки высшего качества с высокой выявляемостью мелких трещиноподобных дефектов. В том же время крупные раковины в толстостенных сварно-литых конструкциях хорошо будут выявлены и на крупнозернистой пленке РТ-2, которая с экранами позволит сократить время экспозиции в несколько десятков раз. Для легких металлов и малых толщин могут быть рекомендованы безэкранные мелкозернистые пленки, наоборот, для тяжелых металлов и больших толщин — экранные пленки.
Усиливающие металлические и флуоресцентные экраны служат в детекторах преобразователями излучения. Их применяют с двумя целями: для сокращения времени просвечивания и для лучшей выявляемости дефектов на Р-пленке. Для металлических экранов используют фольгу тяжелых металлов (Рb, Sn, Сu и др.). Их усиливающее действие определяется вторичными электронами, которые образуются при прохождении через него R , γ-квантов. Кроме того, металлическая фольга отфильтровывает мягкую компоненту R , γ - излучения. Толщина фольги должна быть равна максимальной длине пробега вторичных электронов в экране. Выпускают 15 типоразмеров экранов (ГОСТ 15843—70) в виде свинцовой фольги 0,05—0,5 мм, нанесенной на гибкую пластмассовую подложку.
Действие флуоресцентных (Ф-) экранов определяется фотонами, высвечиваемыми из люминофора при прохождении через него R, γ - излучения. Ф-экраны выполняют в виде пластмассовых или картонных подложек, на которые наносят слой люминофора: ZnS, CdS, BaSO4, PbSO4, CaWO4 и др. Наименьшие экспозиции получают при использовании Ф-экранов, а лучшую выявляемость дефектов при использовании металлических фольг. Усиливающее действие экранов оценивают Ку — коэффициентом усиления, равным отношению экспозиций: "без экрана" и "с экраном". Коэффициент усиления фольг (1—3) меньше, чем Ф-экранов (до 10), но резкость изображения с металлическими экранами лучше. Рекомендуется применять по два флуоресцентных и по два металлических экрана: передний и задний. Задний металлический экран кроме усиливающего действия уменьшает за счет фильтрации влияние рассеянного излучения на Р-пленку. Для особо ответственных изделий используют два комплекта пленок, закладываемых в кассету между экранами. В этом случае дефект самой пленки не будет принят как дефект шва.
Обработка Р-пленок включает проявление, промежуточную промывку, фиксирование, окончательную промывку и сушку. Режимы фотообработки и составы реагентов указаны на упаковках Р-пленок. Поскольку серебро является дефицитным, необходимо обеспечить его утилизацию из фиксажного раствора.
Эталоны чувствительности. В промышленной радиографии их применяют для оценки относительной чувствительности W отн снимка. Используют главным образом эталоны двух типов: канавочные и проволочные (согласно ГОСТ 7512—82). На канавочном эталоне - шесть канавок (рис. 3.7, а).
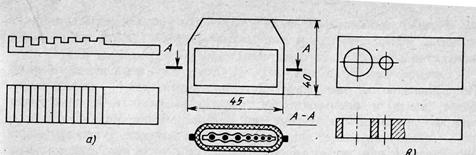
Рис.3.7. Канавочный (а), проволочный (б), и пластинчатый (в) эталоны чувствительности
Три типоразмера эталонов охватывают геометрический ряд размеров канавок от 0,1 до 4 мм, чем может быть обеспечен R ,γ -контроль основных толщин и видов металлоизделий и сварных швов.
Проволочные эталоны (рис. 3.7, б) в комплекте из 4 типоразмеров содержат по семь проволок, укрепленных в пластмассовом прозрачном чехле. Геометрический ряд охватывает диаметры di проволок от 0,05 до 4 мм. Реже применяют пластинчатые эталоны. Их двенадцать номеров с толщинами от 0,1 до 2,5 мм с двумя отверстиями в каждом (рис. 3.7, в).
Материал эталона должен быть аналогичен материалу контролируемого изделия. Эталоны маркируют следующим образом: первая цифра обозначает материал эталона, следующие — его номер (типоразмер). Применяют также маркировку сверлениями (от 1 до 3) и надрезами.
В ряде стран по рекомендациям МИС применяют ступенчатый эталон с четырьмя отверстиями. Выбор типа эталона зависит от характера изделий и условий контроля. Отверстия приближаются по своему изображению к реальным порам, а канавки — к непроварам.
Технология контроля
Технология радиографирования содержит следующие восемь основных операций: выбор источника излучения; выбор пленок и экранов; определение режимов просвечивания; подготовка объекта; его просвечивание; фотообработка снимков, их расшифровка и, наконец, оформление результатов контроля.
Выбор источника излучения обычно зависит от объекта, условий контроля и требуемой экономической эффективности. Объект обусловливает толщину и плотность материала, требования по чувствительности контроля, а также по выяляемости определенного размера и вида дефектов. С условиями контроля связана дефектоскопичность объекта, необходимая производительность контроля и т.п. В отношении чувствительности W отн наилучшим обычно считают мягкое R-излучение, при котором W отн может достигать 0,5 % (но обычно около 2 %).
Для γ-лучей чувствительность понижается по мере увеличения их жесткости. При использовании Tm170 для радиографии стали толщиной 5—10мм W отн = 1 - 2 % Со60 дает высокую чувствительность W отн = 2 % только при толщинах более 40—50 мм, а при малых толщинах 5—15 мм его применять нерационально из-за низкой чувствительности снимков: 4—8 % и более. Бетатрон дает высокую чувствительность W отн = 0,7 - 1 % только при просвечивании больших толщин 100—300 мм .
Приближенная зависимость W отн, %, от основных параметров просвечивания имеет вид.
W отн = Δδ/δ= 2,3Δ DminB 100/ (γ D μδ).
При выборе источника кроме достигаемой чувствительности снимков важна также и выявляемость дефектов, которая в значительной мере зависит от размеров активного пятна источника. Например, при разной жесткости излучения размер фокуса в аппаратах РУП-150/300-10, РТД-1 одинаков (4—5 мм2) и совпадает с размером активного пятна источника Со60. Таким образом, при оптимальных режимах во всех указанных случаях может быть достигнута одинаковая выявляемость дефектов. По остроте фокуса наряду с R-трубками на первом месте стоят бетатроны.
Наивысшая производительность контроля больших толщин может быть достигнута на линейных ускорителях и микротронах, имеющих МЭД до 80 мА/кг на 1 м. В то же время гамма-источники весьма компактны, но требуемое время просвечивания может быть в сотни раз больше, чем на R-трубках и ускорителях.
Схемы и режимы просвечивания. Для контроля сварных соединений разного типа выбирают соответствующую схему просвечивания (рис.3.8.), обеспечивающую оптимальную выявляемость дефектов.
Наилучшие условия имеются при R, γ-контроле стыковых соединений (рис. 3.8.—2, 2), Хуже выявляются дефекты нахлесточных (5, 4), угловых (5, 6) и особенно тавровых (7, 8) соединений, которые просвечивают под углом к плоскости листов. Следует иметь в виду, что трещины, а иногда и непровары (по Наилучшие условия имеются при R, γ-контроле стыковых соединений (рис. 3.8.—2, 2), Хуже выявляются дефекты нахлесточных (5, 4), угловых (5, 6) и
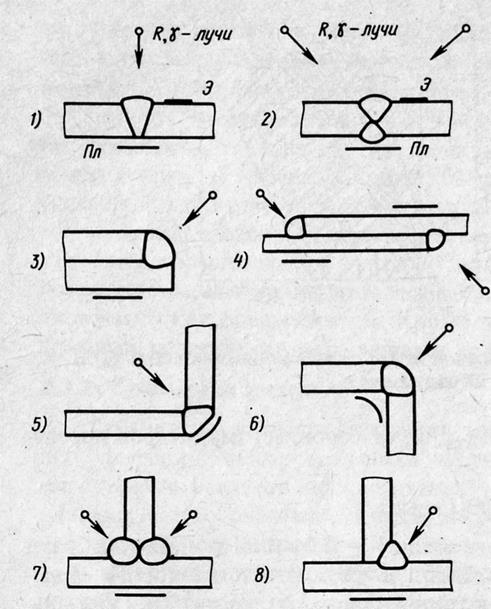
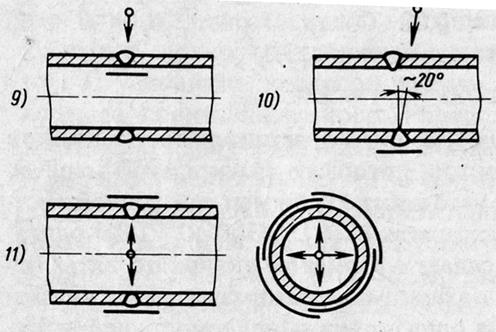
Рис. 3.8. Схемы просвечивания сварных соединений
особенно тавровых (7, 8) соединений, которые просвечивают под углом к плоскости листов. Наилучшие условия имеются при R, γ-контроле стыковых соединений (рис. 3.8.—2, 2), Хуже выявляются дефекты нахлесточных (5, 4), угловых (5, 6) и особенно тавровых (7, 8) соединений, которые просвечивают под углом к плоскости листов. Следует иметь в виду, что трещины, а иногда и непровары (по кромкам) могут быть хорошо выявлены только тогда, когда угол между R, γ-лучами и плоскостью раскрытия трещины не более 10—15°. Таким образом вероятность выявления трещин, лежащих в плоскости поперек R ,γ -лучей, близка к нулю. Заметим, что при УЗ-контроле как раз такие трещины выявляют очень уверенно.
При R , γ -просвечивании кольцевых стыков труб малого диаметра применяют контроль через две стенки (рис. 3.8.—9, 10) со скошенным на 20—25° лучом. Трубы большого диаметра контролируют изнутри, используя аппараты для панорамного просвечивания (рис. 3.8,11).
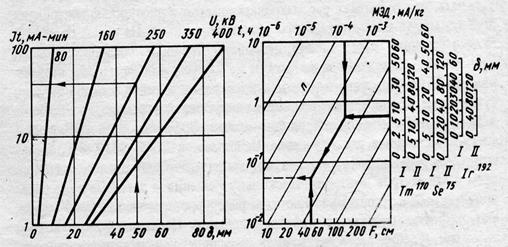
Параметры режима R, γ -просвечивания. Для получения R , γ-снимков высокого качества с хорошей выявляемостью дефектов следует учитывать ряд параметров режима: жесткость и интенсивность излучения, экспозицию, размер фокуса R-трубки или активного пятна γ-источника, влияние рассеянного излучения, характер дефектов в шве, фототехнику — качество пленок, экранов, режимы проявления. Чем выше энергия излучения, тем меньше контраст снимка и хуже чувствительность. Особо мягкое излучение следует использовать при контроле легких сплавов, где разница между плотностями дефектов и металла мала. В то же время, чем мягче R , γ-лучи, тем ниже производительность контроля. Время просвечивания выбирают обычно по номограммам экспозиций. Их составляют с учетом толщины и марки материала объекта, МЭД и энергии излучения, фокусного расстояния F , комбинации пленок и экранов. Для R-аппаратов экспозицию назначают как произведение I t тока трубки на время просвечивания (рис. 3.9).
а) б)
Рис.3.9 Номограмма экспозиций для рентгенографии (а) и номограмма времени гамма-графирования (б)
Если F отличается от заданного, ведут пересчет обратно пропорционально квадрату F . Например, на графике для δ = 50 м выбираем U= 250 кВ, что дает 60 мА/мин. При токе 10мA время 6 мин. Если требуется F= 100 см, то увеличиваем время на 1002 / 752, что дает время t= 10 мин.
Для гамма-изотопов время экспонирования определяют также по номограммам с логарифмическими шкалами. Удобна универсальная номограмма (рис. 3.9 б) с ключом: МЭД, толщина объекта для данного изотопа, из точки пересечения по косой "n" до ее пересечения с линией фокуса. Например, на рисунке показано, что для Ir192 с МЭД = 2,5 10-4 мА/кг на 1 м при контроле листов алюминия толщиной 40 мм имеем для Р = 50 экспозицию I = 0,054 ч.
Увеличение площади фокусного активного пятна ведет к увеличению нерезкости изображения. Различают ит геометрическую и иъ — внутреннюю нерезкость (и нерезкость рассеяния). Общая нерезкость и для канавочных эталонов и ступенчатых дефектов и = V иг3 + и% . Обычно стремятся обеспечить наименьшее активное пятно источника излучения, но это связано с техническими ограничениями. Для уменьшения рассеянного излучения, как уже отмечалось выше, используют свинцовые экраны, в том числе и позади пленки.
Режимы фотообработки, указываемые в нормативно-технической документации, следует тщательно соблюдать. Несущественные, на первый взгляд, отклонения в температуре и времени проявления могут существенно ухудшить выявляемость дефектов. Для фотообработки Р-пленок предпочтительно использовать автоматизированные установки.
Поскольку спектр тормозного излучения сплошной, то разностенность
при рентгеновском контроле с 11= 100 т 300 кВ влияет на качество снимков обычно сильнее, чем при гамма-контроле, где излучение, как правило, более жесткое (Со60 - 1,25 МэВ, Сs137 - 0,66 МэВ, Iг192 - 0,36 МэВ), Следует также отметить, что по мере увеличения толщины просвечиваемого изделия спектральный состав R , γ-излучения меняется, так как мягкая его компонента задерживается, а жесткая — остается.
Контроль соединений сварки с давлением, в том числе точечной, роликовой электросварки и пайки, следует обычно проводить с использованием высококонтрастной и мелкозернистой пленки (типа РТ-5). При этом важно, чтобы соединения экспонировались при расположении вероятных дефектов вдоль направления R , -γ -лучей. Такое требование связано с тем, что дефекты указанных соединений имеют, как правило, малое раскрытие (несплавления, трещины), что затрудняет их выявление.
Расшифровку снимков и оценку качества просвечиваемых соединений ведут обычно на негатоскопах, рассматривая снимки в проходящем свете на матовом стекле. Размеры поля и яркость облучения можно регулировать, что позволяет рассматривать снимки с плотностью почернения до 3 единиц (а вспомогательного малого поля до 5). На снимках обычно можно выявить: поры, шлаки, непровары, трещины, расположенные по направлению, близкому к плоскости R , -γ -лучей, вольфрамовые включения, подрезы, наплывы, неравномерность швов и т.п. В каждой отрасли существуют, как правило, свои нормы допустимой дефектности и правила оценки качества соединений, однако можно сформулировать и некоторые межведомственные рекомендации. Например, в ГОСТ 7512—82 описана методика рентгенографирования, включая выбор материалов эталонов, схем и параметров контроля. Поскольку Р-пленка — детектор с высоким уровнем собственной дефектности, то расшифровщик должен уметь отличать дефекты пленки от дефектов изделия. Неравномерность полива эмульсии ("зебра"), ее пятнистость, царапины, некачественное проявление и другие дефекты снимков приводят иногда к необходимости вторичного экспонирования стыка, поэтому для ответственных изделий используют зарядку кассет сразу двумя комплектами пленок (с экранами).
В общем виде R-снимок должен удовлетворять следующим требованиям:
а) на снимке должен быть виден весь оцениваемый участок шва с
усилением и околошовная зона необходимой ширины;
б) должны быть отчетливо видны маркировочные знаки и эталоны
чувствительности;
в) дефекты пленки (пятна, подтеки, царапины, белый налет и т.п.)
должны отсутствовать или не превышать допустимых по НТД размеров;
г) оптическая плотность снимка должна составлять 1,5 ... 2,5 ед.
Оформление результатов. По совокупности обнаруженных на снимке дефектов участок шва или стык может быть классифицирован как "годный" или "негодный", т. е. по двухбалльной системе. Более предпочтительна трех- или пятибалльная система оценки дефектности снимков, учитывающая размеры и число дефектов разного вида. Например, по ГОСТ 23055—78 установлено семь классов сварных соединений, с толщиной элементов от 1 до 400 мм, по максимальным допустимым размерам дефектов, увеличивающимся от 1-го к 7-му классу.
Применение многобалльной системы оценки швов позволяет осуществлять доплату сварщикам за качественно выполненные стыки.
Форма регистрации дефектов по снимку может быть различной. Для примера приведем запись согласно ГОСТ 23055—82 для стыкового шва типа С5 с длиной участка 300 мм при чувствительности снимка 2 %: шов С5, 300 мм, 2 %; дефекты 5ПЗ; Ц30П5ХЗ; Ш15Х4; ∑20. Эта запись показывает, что в шве обнаружено: пять пор диаметром 3 мм; цепочка пор 30 мм с длиной и шириной пор 5 и 3 мм; шлак длиной 15 мм и шириной 4 мм; наибольшая длина дефектов на участке 100 мм составила суммарно 20 мм.
Другой пример: 2НХ15, Тв20, 2С30Ш 2X7. В шве обнаружено: два непровара в корне шва по 15 мм, трещина вдоль шва 20 мм; два скопления шлаков длиной 30 мм при размере включений 2X7 мм.
Радиационная безопасность
Любое воздействие проникающих ионизирующих излучений на организм связано с нарушениями его функций, поскольку поглощенная тканями энергия вызывает ионизацию молекул вещества, что приводит к разрушению клеток. Биологические изменения при малых поглощенных дозах до 0,5 Гр (50 рад) могут быть обратимыми, а при больших— необратимыми и даже смертельными, например, дозы более 4 Гр (400 рад) при облучении всего тела.
Основная задача защиты от R , -γ -излучений — не допустить генетических и соматических изменений в организме человека. Это обеспечивают соблюдением предельно допустимых доз (ПДД) облучения, регламентированных "Нормами радиационной безопасности" (НРБ—69) и "Основными санитарными правилами" (ОСП—72/80). Например, для всего тела операторов допускается за год не более 0,05 Зв (5 бэр, но < 3 бэр в квартал) внешнего облучения, а для населения в целом не более 0,17 x 10-2 Зв/год, т.е. в 30 раз меньше. Фоновое γ-облучение из космоса в среднем составляет около (0,05-0,2) 10 -2 Зв/год.
Защиту от проникающих излучений осуществляют как у источника, так и в помещениях радиационной лаборатории в целом. Рентгеновские аппараты и ускорители в неработающем состоянии защиты не требуют. В то же время защита гамма-дефектоскопов должна обеспечивать снижение МЭД до 2 • 10- 10 А/кг на 1 м и до 1,17- 10 -9 А/кг (100мР/ч) на расстоянии 100 мм от поверхности защитного блока. Защита R -трубок должна обеспечивать уменьшение уровня излучения примерно в 100 раз за счет наличия свинцовых бленд.
Радиационные лаборатории располагают либо в отдельных зданиях, либо в цехах в технологической цепочке. Для гамма-источников оборудуют специальные хранилища. Рабочие помещения, так же как хранилища, должны иметь защитные стены из баритобетона или другого материала с толщиной, отвечающей нормам безопасности персонала или населения. Кубатура и площадь лаборатории зависят от используемых гамма-источников, их МЭД и энергии излучения. Важно иметь в виду необходимость хорошей вентиляции помещения, поскольку ионизация воздуха, происходящая во время просвечивания, также вредна для человеческого организма.
Операторы-дефектоскописты, работающие с R , -γ -источниками, должны постоянно иметь при себе индивидуальные дозиметры (типа ИФКУ или КИД).
Кроме того, дозиметрические службы предприятий должны систематически контролировать дозы облучения, имеющиеся во всех помещениях РЦЛ, радиационную загрязненность поверхностей, ионизацию воздуха и его загрязненность озоном и т.п.
4. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
Дата: 2018-12-21, просмотров: 476.