Большой инструментальный микроскоп модели БМИ-I предназначен для измерения линейных и угловых размеров деталей, основных параметров наружных резьб, а также шаблонов, фасонных резцов, вырубных штампов и т.п.
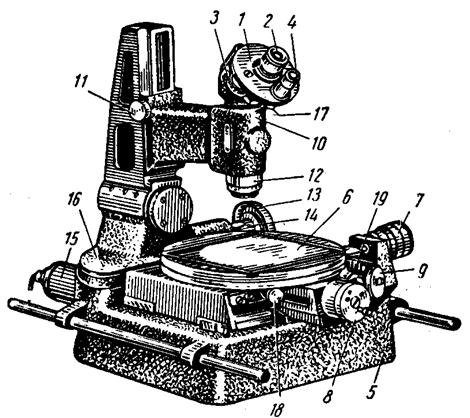
Микроскоп БМИ имеет литое чугунное основание 5, на котором на шариковых направляющих установлен стол 6, перемещающийся в двух взаимно перпендикулярных направлениях с помощью микрометрических винтов 7,8, имеющих цену деления отсчетных устройств 0,005мм и диапазон измерения 0 – 25 мм (рис.5).
Устанавливая на специальную подставку плоскопараллельные концевые меры длины можно увеличитвать диапазон измерения в продольном направлении до 150мм, и, (проделывая аналогичные операции) в поперечном направлении – до 50мм.
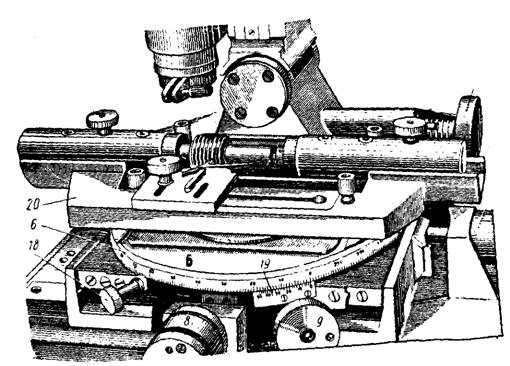
Стол микроскопа можно повернуть на любой угол с помощью маховичка 9, предварительно ослабив стопор 18. Для отсчета угла поворота стола служат шкала 19 с 360 делениями и ценой деления 1 градус, нанесенная на его ободе, и шкала нониуса 19 с величиной отсчета 3'.
Вращая маховичок 13, можно наклонять стойку микроскопа вокруг оси, на углы до 12,5° в правую и левую стороны для установки ее на угол подъема измеряемой резьбы. Ось наклона стойки лежит в одной плоскости с осью центров бабки, в эти центра устанавливают своими центровыми отверстиями измеряемое резьбовое изделие.
Револьверная головка 1 применяется для различных линейных и угловых измерений, в том числе основных параметров наружных резьб. Головка имеет два окуляра: окуляр визирного микроскопа2 и окуляр угломерного отсчетного микроскопа4. Каждый окуляр имеет 10-кратное увеличение.
В поле зрения окуляра 2 видна сетка с перекрестием (центральным крестом) и ряд параллельных штриховых линий. Эти линии, проведенные на расстояниях 0,9мм и 2,7мм от центральной штриховой линии, используют для измерения элементов профиля резьбы с помощью специальных измерительных ножей. Под углом 30° к штриховым линиям проведены сплошные линии.
В поле зрения окуляра видна градусная шкала по которой отсчитывают углы поворота сетки с перекрестием. Освещается шкала светом, отраженным от зеркальца 17 (источником света является лампочка 10, крепящаяся на кронштейне). Градусную шкалу вместе сеткой с перекрестием поворачивают с помощью маховичка 3.
 УИМ-21 микроскоп
УИМ-21 микроскоп
Универсальные измерительные микроскопы отличаются от инструментальных большим диапазоном измерений и повышенной точностью. Цена деления спиральных нониусов 1 мкм.
Проектор.
Проекторы являются оптическими измерительными приборами, позволяющими проектировать на специальный экран увеличенный контур проверяемого изделия. Погрешности размеров изделия определяют различными способами непосредственным сличением спроектированного контура изделия с контуром, вычерченным на экране в соответствующем масштабе измерением отклонений контура изделия от вычерченного на экране с помощью микрометрических винтов или индикаторов, связанных с предметным столом проектора сличением контура изделия с двойным контуром", вычерченным по предельным размерам изделия.
При измерениях на проекторе ,в зависимости от конфигурации измеряемой детали, пользуются следующими способами ее освещения: - проходящим снизу светом; - отраженным светом. Проектор имеет 10×; 20×;50×; увеличения.
 Проектор БП
Проектор БП
Пневматический длиномер.
Пневматические приборы– применяются для измерения сравнительным методом размеров точных изделий, главным образом диаметров отверстий в серийном и массовом производстве.
Длинномер пневматический модель 320, совместно с измерительной оснасткой предназначен для измерения линейных размеров путем преобразования изменения расхода воздуха, связанного с измеряемым параметром, в перемещение поплавка относительно шкалы прибора.
Измерения с помощью пневматических длиномеров могут быть выполнены как контактным, так и бесконтактным способом. Длиномеры совместно с измерительной оснасткой позволяют измерять практически любые линейные параметры детали (размер, овальность, конусность, огранку и т. д.), взаимное расположение поверхностей (отклонение от перпендикулярности, соосности и т. д.), а также определять сумму или разность размеров. При оснащении длиномера специальной измерительной оснасткой можно измерять как наружные, так и внутренние размеры деталей, а также измерять нелинейные размеры, например, площадь сечения малых отверстий, начиная от 0,1 мм.
Блок фильтра со стабилизатором давления воздуха предназначен для окончательной очистки воздуха от механических примесей, регулирования и поддержания постоянного давления воздуха, поступающего в пневматические устройства.
Длиномер пневматический состоит из конической трубки, расходящейся вверх, внутри которой перемещается поплавок-индикатор. Измеряемый поток воздуха проходит через трубку снизу вверх и поднимает поплавок. Чем выше поплавок, тем больше площадь вокруг него, через которую может течь поток. Таким образом, каждому положению поплавка соответствует определённый расход — определение этого соответствия называется градуировка (калибровка). Для отечественных длиномеров градуировка производится на заводе изготовителе по воздуху при норм. условиях

Щупы.
Щупы– представляют собой пластины с параллельными измерительными плоскостями, предназначенные для проверки величины зазоров между поверхностями. Выпускают разные наборы щупов, в каждой из которых входят щупы различной толщины.

Радиусомеры.
Наборы радиусных шаблонов - предназначены для оценки радиусов выпуклых и вогнутых поверхностей. В каждом наборе скомплектованы пластины для контроля, как наружного, так и внутреннего радиусов.


Фаска.
Фа́ска — поверхность, образованная скосом торцевой кромки материала. Используется в технологических, технических, а также в декоративных целях. Измерить можно фаскомерами, на микроскопах.
Фаски часто используются в различных конструктивных элементах для упрощения последующего монтажа и уменьшения опасности ранения острыми кромками деталей. Так, например в машиностроении, фаска крепёжного отверстия часто представляет собой коническую поверхность, срезающую кромку, образованную торцевой поверхностью и собственно цилиндрической поверхностью отверстия. Угол скоса фаски выбирается исходя из конструктивных целей, но зачастую устанавливается равным 45°. При посадке с натягом рекомендуемый угол скоса на валу и втулке равен 10°.
Выбор средств измерения.
Предел допускаемой погрешности измерения в % от допуска на изготовление по ГОСТ 8.050-73.
| 30% для IX -X рядов (1 – 2 кл.) (6 – 7 кв.) |
| 25% для XI - XII (2а – 3кл.) (8- 9 кв.) |
| 20% для XIII - XIV (Ш3 – 3а кл.) ( 10 кв.) |
Для выбора средств измерения нужно пользоваться РТМ 1.4.331-84
или ОСТ 1.00.375-80.
Согласно ОСТ 1.00.375-80 средства измерения выбираются по формуле
Δ £ 0,33×D
0,33×D – предел допускаемой погрешности измерения.
D – допуск измеряемой величины.
Δ - основная абсолютная погрешность средства измерения (СИ), указанная в аттестате на средства измерения.
Например: Измерить Ø10А3+0,03
D = 0.03мм


По аттестату поверки на нутромер находим абсолютную погрешность средства измерения, равную 0,004мм.

Условие выдержано, следовательно, этим нутромером можно контролировать данный размер.
Дата: 2018-12-21, просмотров: 873.