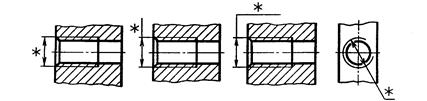
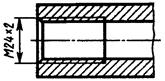
На чертеже резьбы изображают сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями — по внутреннему диаметру (рис. 69 — 73).

а
б
Рис. 69. Условное изображение цилиндрической резьбы на стержне (а) и в отверстии (б) и способы нанесения стандартного обозначения резьбы на изображении. Знак звездочка «*» — место нанесения стандартного обозначения цилиндрической метрической «М», трапецеидальной «Tr» и упорной «S» резьб
а б
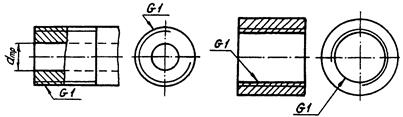
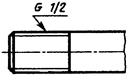
Рис. 70. Условное изображение и условное обозначение стандартной трубной цилиндрической резьбы «G» на стержне (трубе) (а) и в отверстии (муфта) (б). На полке линии-выноски указывают размер в дюймах сквозного (проходного) внутреннего диаметра трубы «dmp»
 а
а
|  б
б
|
 в
в
|
 г
г
|
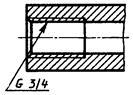
Рис. 71. Условное изображение и обозначение конической (а, б) и трубной цилиндрической (в, г) резьб на стержне (а) и в отверстии (б, в, г). Знак звездочки «*» — место нанесения стандартного условного обозначения резьбы
На изображениях на плоскости проекций, параллельных оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину изображения резьбы. На видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутой в любом месте (см. рис. 69 — 73).
В отверстии резьбы изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями — по наружному диаметру резьбы (см. рис. 69 — 73).
На разрезах, параллельных оси симметрии вращения резьбы в отверстии, сплошную тонкую линию по наружному диаметру резьбы проводят на всю длину резьбы. На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия резьбы, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутой в любом месте (см. рис. 69 — 73).
 а
а
|  б
б
|
 в
в
|  г
г
|
 д
д
|  е
е
|
 ж
ж
|  з
з
|
 и
и
|  к
к
|
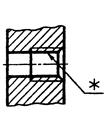
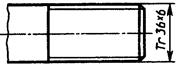
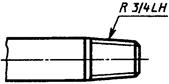
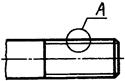
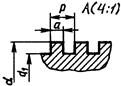
Рис. 72. Обозначение стандартной резьбы на условном изображении резьбы на стержне (а, в, д, ж) и в отверстии (б, г, е, з): метрической «М» (а, б); трубной «G» (в, г); трапецеидальной «Tr» (д); упорной «S» (е); конической дюймовой левой на стержне R3/4LH (ж); конической дюймовой правой в отверстии Rc1 (з); нестандартной резьбы на стержне (и) с выносным элементом (к): d — диаметр резьбы по выступам, d1 — диаметр резьбы по впадинам, р — шаг резьбы, а — величина длины выступа
а б

в г д
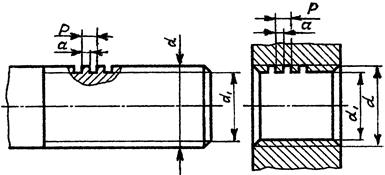
Рис. 73. Изображение нестандартной правой (а, б, д) и левой (в, г) резьб и нанесение размеров на профиле нестандартной резьбы на стержне (а, в, д) и в отверстии (б, г). Профиль нестандартной резьбы на стержне (а, в, д) показан при применении местного разреза (а, в) или выносного элемента (д), в отверстии (б, г) профиль показан на разрезе: d — диаметр резьбы по выступам; d1 — диаметр резьбы по впадинам; р — шаг резьбы; а — величина длины выступа
Каждый тип резьбы имеет свой профиль резьбы и соответственно условное буквенное обозначение (см. рис. 72): M — метрическая (профиль — треугольник с углом 60°); G — трубная цилиндрическая (профиль — треугольник с углом 55°); Tr —трапецеидальная (профиль — равнобокая трапеция с углом 30°); S — упорная (профиль — неравнобокая трапеция на одной стороне с углом 30°, на другой стороне с углом 3°); K — коническая дюймовая (профиль — треугольник с углом 55°); R — трубная коническая (профиль — треугольник с углом 55°) (см. рис. 72).
Профили стандартных резьб (метрической M, трубной G, трапецеидальной Tr, упорной S, конической дюймовой K и трубной конической R и др.) не показывают на изображении детали с резьбой на чертеже (см. рис. 69 — 72). На изображении нестандартных резьб (с нестандартным профилем — прямоугольная, квадратная, круглая) показывают профиль резьбы на изображении детали (местный разрез, см. рис. 73) или дают отдельное изображение как выносной элемент с указанием параметров профиля нестандартной резьбы (см. рис. 72, 73) с нанесением необходимых размеров профиля резьбы, с указанием числа заходов (для многозаходной) резьбы, направления резьбы и др. с добавлением слова — резьба (см. рис. 72, 73) [6 — 9, 13 — 15].
Обозначения резьб на чертеже относят к наибольшему, наружному диаметру резьбы как на стержне, так и в отверстии (см. рис. 69 — 73), кроме конических резьб и трубной цилиндрической резьбы (см. рис. 69 — 73, прил. П.2 и П.3) [2, 3, 6 — 9, 13 — 15].
На условном графическом изображении резьбы элементов детали наносят условное обозначение типа и параметров резьбы (см. рис. 69 — 73). В это условное обозначение резьбы входят буквенные и числовые обозначения по соответствующим стандартам (см. прил. П.2 и П.3) [6 — 19, 13 — 15].
Метрическая резьба является основным типом крепежной резьбы треугольного профиля с углом профиля 60°.
Все стандартные диаметры метрической резьбы разделены на 1, 2 и 3-й ряды. Стандарт (см. прил. П.3, ГОСТ 8724—81) рекомендуют при выборе метрических резьб предпочитать первый ряд второму, второй ряд — третьему. Метрическая резьба, следовательно, подразделяется на резьбы с крупным и мелким шагом (см. прил. П.3) [6, 9, 13 — 15].
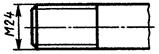
Для правой метрической цилиндрической резьбы с крупным шагом обозначение резьбы состоит из следующих знаков: буквенного обозначения M, величины номинального диаметра резьбы, шага резьбы P, выраженные в миллиметрах и разделенные знаком «´»:
М8´1,25; M24´3
(см. рис. 72). Крупный шаг в обозначении метрической резьбы может быть опущен, т.е. обозначение метрической резьбы с крупным шагом состоит из буквы M, величины номинального наибольшего диаметра резьбы: M8; M24 (см. рис. 72).
Условное обозначение правой резьбы с мелким шагом состоит из буквы M, величины наибольшего номинального диаметра резьбы, знака «´» и величины шага:
M8´1; M24´2
(см. рис. 72).
Условное обозначение левой резьбы должно дополняться буквами LH:
M8´1-LH; M24´2 – LH.
Многозаходная резьба должна обозначаться буквой М, величиной номинального наибольшего диаметра резьбы, знаком «´», буквами Ph, значением хода резьбы, буквой P и значением шага. Пример условного обозначения двухзаходной правой резьбы с номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм:
М16´Ph3P1,5.
Тоже для левой резьбы:
M16´Ph3P1,5 – LH.
Для большей ясности в скобках текстом может быть указано число заходов резьбы:
M16´Ph3P1,5 (два захода).
Условное обозначение цилиндрической однозаходной трапецеидальной резьбы состоит из букв «Tr», величины номинального наибольшего диаметра, знака «´» и шага резьбы:
Tr20´2, Tr36´6
(см. рис. 72).
Условное обозначение цилиндрической многозаходной правой трапецеидальной резьбы состоит из букв «Tr», величины номинального наибольшего диаметра, знака «´», числового значения хода и в скобках из буквы «Р» для шага и числового значения шага:
Tr20´4(P2).
Тоже для левой трапецеидальной резьбы с добавлением знака «LH»:
Tr60´24(P8) – LH.
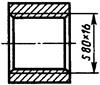
Условное обозначение цилиндрической однозаходной правой упорной резьбы состоит из буквы «S», величины номинального наибольшего диаметра, знака «´» и шага резьбы:
S70´10, S80´16
(см. рис. 72).
Условное обозначение цилиндрической многозаходной правой упорной резьбы состоит из буквы «S», величины номинального наибольшего диаметра, знака «´», числового значения хода и в скобках из буквы «Р» для шага и числового значения шага:
S32´12(P6).
Тоже для левой упорной резьбы с добавлением знака «LH»:
S32´12(P6) – LH.
Условное обозначение трубной цилиндрической и конической резьб наносят на полке линии-выноски от изображения резьбовой поверхности, поскольку ни один из размеров в обозначении не соответствует размерам резьбы на изображении (см. рис. 70 — 72) [8, 9].
Трубная цилиндрическая резьба « G » обозначается условно в дюймах (1 ² = 25,4 мм), без указания знака дюйм « ² », так как размер трубной резьбы, выраженный в дюймах «G1», относится к внутреннему диаметру трубы  и не соответствует размерам резьбы на изображении (как в отверстии, так и на внешней поверхности трубы, см. рис. 70, 71).
и не соответствует размерам резьбы на изображении (как в отверстии, так и на внешней поверхности трубы, см. рис. 70, 71).
Условное обозначение метрической конической правой резьбы должно состоять из букв «МК»; величины номинального диаметра «Æ» в основной плоскости резьбы (рис. 74); знака «´», шага и номера стандарта (см. рис. 71):
МК20´1,5 ГОСТ 25229—82.
Для левой конической метрической резьбы добавляется знак «LH»:
МК20´1,5 – LH ГОСТ 25229—82.
| Рис. 74. Условное изображение конической резьбы на стержне с указанием размера диаметра на основной плоскости резьбы | 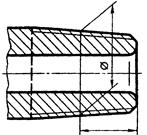
|
Основную плоскость конической резьбы на стержне, при необходимости, указывают тонкой сплошной линией (см. рис. 74).
При изображении наружной (на стержне) и внутренней (в отверстии) цилиндрической и конической резьб на чертеже или эскизе детали показывают технологические элементы на изображении резьбы и их параметры, которые связаны с технологией образования резьбы, с выходом инструмента при выполнении полного профиля резьбы детали: сбег, недорез, фаска, проточка (рис. 75 — 80, см. прил. П.3) [6 — 15].
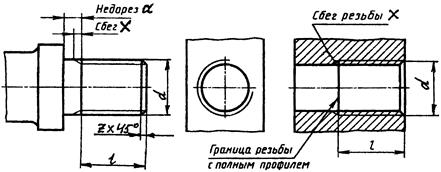
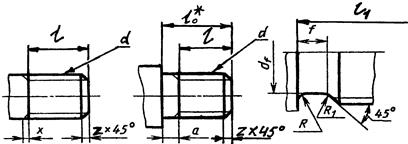
Рис. 75. Изображение стандартной цилиндрической резьбы на стержне (а) и в отверстии (б) и технологических элементов резьбы — сбег «´», недорез «а», фаска «Z´45°»: d — номинальный наибольший диаметр цилиндрической резьбы с обозначением типа резьбы; x — длина сбега резьбы; a — длина недореза резьбы; l — длина резьбы с полным профилем
Форма и величина размеров сбегов, недорезов, фасок, проточек стандартизованы (см. прил. П.3) [9].
а б
в г
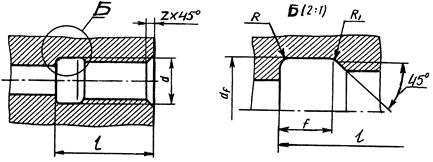
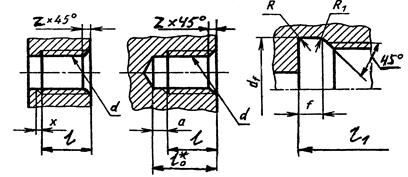
Рис. 76. Изображение стандартной цилиндрической резьбы на стержне (а, б) и в отверстии (в, г) с проточкой с изображением формы проточки на выносном элементе и простановкой размеров: d — номинальный наибольший диаметр резьбы с обозначением типа резьбы; l — длина резьбы детали с проточкой; df — диаметр цилиндрической части проточки; f1 — длина цилиндрической части проточки; R и R1 — радиусы скругления на концах длины цилиндрической части проточки f1 для плавного перехода к другим поверхностям; Z´45° — стандартная фаска
Технологические элементы резьбы (сбег, недорез, фаска, проточка) находят при определении профиля резьбы на детале, при измерении диаметра и шага резьбы и выявленные размеры параметров элементов уточняют в соответствующих стандартах на резьбу (см. прил. П.2 и П.3) [6 — 15]. Размеры наружных (на стержне) и внутренних (в отверстии) проточек резьбы стандартизированы (см. прил. П.3) [9].
а б в
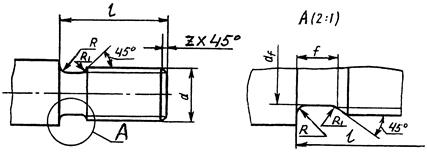
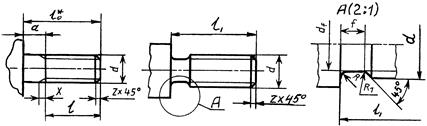
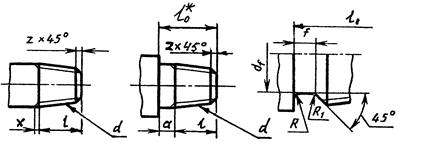
Рис. 77. Изображение стандартной метрической цилиндрической резьбы на стержне со сбегом резьбы (а), с проточкой (б) с изображением формы проточки на выносном элементе (в) и простановкой размеров: d — номинальный наибольший диаметр цилиндрической резьбы с обозначением типа резьбы; l — длина резьбы детали с полным профилем; l1 — длина резьбы детали с проточкой; x — длина сбега резьбы; a — длина недореза резьбы; df — диаметр цилиндрической части проточки; f — длина цилиндрической части проточки; R и R1 — радиусы скругления плавного перехода проточки к другим поверхностям; фаска Z´45°;  — длина резьбы с недорезом (размер для справок)
— длина резьбы с недорезом (размер для справок)
Сбегом («´» на рисунках) называют участок резьбы, не имеющий полного профиля резьбы (см. рис. 75 — 80) [6 — 15]. Сбег резьбы возникает при завершении изготовления резьбы (образовании полного профиля) при выходе резьбообразующего инструмента на цилиндрическую поверхность. Сбег резьбы (при необходимости) изображают сплошными тонкими линиями.
За сбегом резьбы при нарезании резьбы в упор может оставаться участок элемента детали без резьбы, называемый недоводом резьбы (см. рис. 75 — 80). В результате образования сбега резьбы и наличия недовода возникает участок без резьбы — недорез резьбы («а» на рисунках). Недорез имеет место при выполнении резьбы в упор (см. рис. 75 — 80).
Фаски конической формы (образующая составляет с осью резьбы, как правило, угол 45°) выполняют на конце стержня и в начале отверстия с целью ликвидации острых кромок профиля резьбы на конце, для упрощения нарезания резьбы и удобства соединения между собой деталей с резьбой.
а б в
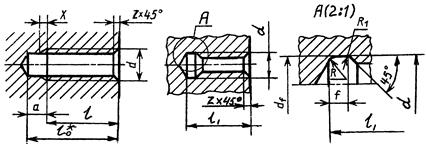
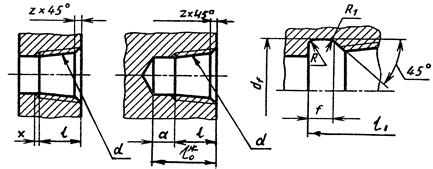
Рис. 78. Изображение стандартной метрической цилиндрической резьбы в отверстии со сбегом резьбы (а), с проточкой (б) с изображением формы проточки на выносном элементе (в) и простановкой размеров: d — номинальный наибольший диаметр цилиндрической резьбы с обозначением типа резьбы; l — длина резьбы детали с полным профилем; l1 — длина резьбы детали с проточкой; x — длина недореза резьбы; df — диаметр цилиндрической части проточки; f — длина цилиндрической части проточки; R и R1 — радиусы скругления на концах длины цилиндрической части проточки f для плавного перехода к другим поверхностям; фаска Z´45°; — длина резьбы с недорезом (размер для справок)
а б
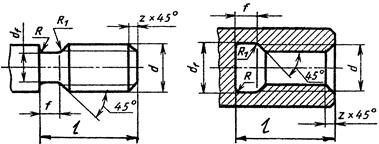
Рис. 79. Изображение стандартной цилиндрической трапецеидальной «Tr» или упорной «S» резьбы на стержне (а) или в отверстии (б), стандартных фасок Z´45° и проточек и простановка размеров на изображении проточки: d — номинальный наибольший диаметр цилиндрической резьбы с обозначением типа резьбы («Tr» или «S»): l — длина резьбы детали с проточкой; df — диаметр цилиндрической части проточки; f — длина цилиндрической части проточки; R и R1 — радиусы скругления плавного перехода проточки к другим поверхностям
а б в
г д е
Рис. 80. Условное изображение и условное обозначение стандартной трубной цилиндрической резьбы на стержне (а, б, в) и в отверстии (г, д, е), сбегов, недорезов, фасок и проточек и простановка размеров на изображении проточки: d — номинальный наибольший диаметр проходного отверстия трубы (на просвет) в дюймах с обозначением типа резьбы; l — длина резьбы детали с полным профилем; l1 — длина резьбы детали с проточкой; x — длина сбега резьбы; a — длина недореза резьбы; df — диаметр цилиндрической части проточки; f — длина цилиндрической части проточки; R и R1 — радиусы скругления плавного перехода проточки к другим поверхностям; Z´45° — стандартная фаска на стержне или в отверстии; — длина резьбы с недорезом (размер для справок)
Фаски на стержне и в отверстиях детали с резьбой имеют форму усеченного конуса с углом при вершине 90° и длиной «Z» (см. рис. 69, 71 — 80), т.е. обозначение стандартной фаски Z´45° на стержне и в отверстии означает длину конической поверхности «Z» фаски вдоль оси резьбы с образующей под углом 45° к оси резьбы.
Фаски изображают только на изображении детали с резьбой на плоскости проекций, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы (см. рис. 69, 71 — 80). На изображении детали с резьбой на плоскости проекций, перпендикулярной к оси резьбы, фаску не изображают (см. рис. 69, 71 — 80).
Фаски на метрической наружной и внутренней резьбе имеют угол при вершине конуса 90° и заданную длину конуса «Z» (см. рис. 76 — 78).
Для метрической наружной (на стержне) и внутренней (в отверстии) резьбы определяющим параметром формы и размера фасок служит шаг резьбы «Р» (см. рис. 76 — 78).
При изображении формы и размеров сбегов, недорезов и проточек метрической наружной (на стержне) и внутренней (в отверстии) резьбы определяющим параметром является шаг резьбы «Р» (см. ГОСТ 10549—80*, прил. П.3, рис. 76 — 78).
При изображении формы и простановке размеров фасок и проточек на трапецеидальной и упорной резьбе определяющим параметром служит шаг резьбы «Р» (см. рис. 79, ГОСТ 10549—80*, прил. П.3) [9].
При изображении формы и простановке размеров сбегов, недорезов, проточек и фасок на трубной цилиндрической резьбе определяющим параметром является число шагов (ниток) резьбы на длине одного дюйма — 25,4 мм (см. рис. 80, ГОСТ 10549—80*, прил. П.3) [9].
При изображении формы и простановке размеров сбегов, недорезов, фасок и проточек для трубной конической резьбы, конической дюймовой резьбы определяющим параметром является число шагов (ниток) резьбы на длине дюйма — 25,4 мм (рис. 81, см. ГОСТ 10549—80*, прил. П.3) [9].
Проточку (кольцевую канавку) длиной «f» на изображении детали делают на конце резьбы для выхода режущего инструмента и получения полного профиля резьбы на всей длине стержня или отверстия (см. рис. 76 — 81). На изображении резьбы детали на чертеже или эскизе проточку изображают упрощенно и дополняют изображение резьбы детальным изображением проточки на выносном элементе в увеличенном масштабе (см. рис. 72, 73, 76 — 81).
а б в
г д е
Рис. 81. Условное изображение и условное обозначение стандартной трубной конической и конической дюймовой резьб на стержне (а, б, в) и в отверстии (г, д, е), сбегов, недорезов, фасок и проточек и простановка размеров на изображении проточки: d — номинальный размер диаметра конической резьбы в дюймах в основной плоскости (см. рис. 74) с обозначением типа резьбы; l — длина резьбы детали с полным профилем; l1 — длина резьбы детали с проточкой; x — длина сбега резьбы; a — длина недореза резьбы; df — диаметр цилиндрической части проточки; f — длина цилиндрической части проточки; R и R1 — радиусы скругления плавного перехода проточки к другим поверхностям; Z´45° — стандартная фаска на стержне или в отверстии; — длина резьбы с недорезом (размер для справок)
Выносной элемент — дополнительное отдельное увеличенное изображение какой-либо части предмета на чертеже или эскизе, требующей графического и других пояснений в отношении формы, простановки размеров и иных данных [2, 5, 6].
Выносной элемент содержит, как правило, подробности изображения формы, количества размеров и прочее, не указанные на соответствующем изображении, и может отличаться от него по содержанию (например, изображение предмета может быть видом, а выносной элемент — разрезом).
При применении выносного элемента соответствующее отмечают на виде, разрезе, сечении замкнутой сплошной тонкой линией, окружностью, овалом и т.п. с обозначением заглавной буквой выносного элемента на полке линии-выноски (см. рис. 72, 73). У выносного элемента указывают эту букву и стандартный масштаб (на чертеже по типу А (5:1) (см. рис. 72, 73, 76 — 81) или (для эскиза) А (Увеличено) (см. рис. 110 — 113). Выносной элемент располагают возможно ближе к соответствующему месту на изображении предмета.
Надписи на чертежах
Надписи, таблицы, текстовая часть, технические требования на чертежах и эскизах, выполняемые при нанесении размеров, используются для упрощения простановки однотипных размеров и упорядочения объемных, пространственных записей (ГОСТ 2.307—68, ГОСТ 2.310—73, ГОСТ 2.316—68*, см. прил. П.2). Надписи, таблицы, текстовая часть, технические требования включают в чертеж в тех случаях, когда содержащиеся в них данные невозможно или нецелесообразно выразить графически или условными обозначениями.
1. Если радиусы поверхностей скругления, сгибов и т.п. на изображении всей детали одинаковы или какой-либо радиус поверхности скругления является преобладающим, на изображении детали на чертеже или эскизе показывают каждое графическое изображение поверхности скругления, но непосредственно размеры радиусов скругления на изображении не наносят. Но в технических требованиях чертежа или эскиза над основной надписью делают запись типа: «Неуказанные радиусы скругления R = 3¸4 мм»; «Неуказанные линейные радиусы скругления R = 3¸5 мм» (для изделий, получаемых литьем, см. ГОСТ 2.307—68, прил. П.2).
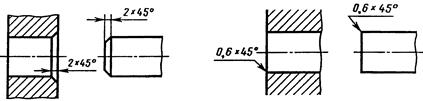
2. Размеры конических фасок на изображении детали (на стержне или в отверстии) наносят по общим рассмотренным ранее правилам (см. рис. 64). На изображении стандартных фасок с образующими, расположенными под углом 45° к оси симметрии вращения, размерную линию угла не вводят, а размеры стандартной фаски наносят в виде условного обозначения: указание длины фаски (конической поверхности) вдоль оси Z, знака «´» и величины угла наклона образующей конуса к оси (рис. 82, а).
Если размер фаски на изображении детали в масштабе чертежа менее 1 мм, то фаска на изображении детали не изображается, а размер ее на изображении детали указывают на полке линии-выноски от грани (рис. 82, б).
а б
Рис. 82. Два способа нанесения размера на изображении стандартной фаски
с образующей конуса под углом 45° к оси симметрии детали вращения
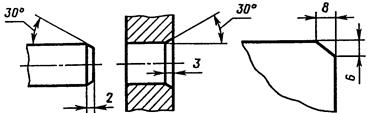
Размеры фасок под другими углами, отличными от 45°, указывают линейными и угловыми размерами (рис. 83, а, б) или двумя линейными размерами (рис. 83, в).
Фаски применяются для притупления острых углов деталей, облегчения процесса сборки деталей с помощью резьбы.
Фаски выполняют на кромках поверхностей вращения (см. рис. 82, 83, а, б) и на ребрах гранных изделий (см. рис. 83, в).
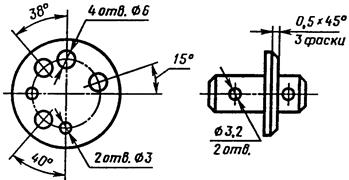
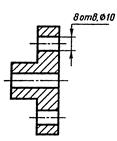
3. Размеры нескольких одинаковых элементов изделия наносят один раз с указанием на полке линии-выноски или под ней количества элементов (рис. 84).
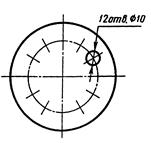
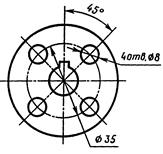
4. При нанесении размеров элементов изделия, равномерно расположенных по окружности изделия (например, отверстий), вместо угловых размеров, определяющих взаимное положение элементов, указывают их количество (рис. 85).
а б в
Рис. 83. Два способа нанесения размеров на изображении фаски с углами, отличными от 45°, по общим правилам — нанесение на изображении фаски углового и линейного размера (а, б) или двух линейных размеров (в)
а б
Рис. 84. Два способа указания количества элементов на изображении изделия на чертеже: а — количество элементов указано на полке перед знаком обозначения элемента и его величины; б — количество элементов указано под полкой с обозначением элемента и его величины
5. При нанесении размеров нескольких равных размерных интервалов рекомендуется вместо размерных цепей наносить размер между соседними элементами и размер между кратными элементами в виде произведения количества промежутков между элементами на размер промежутка (см. рис. 31).
| 
| 
|
| а | б | в |
Рис. 85. Нанесение размеров элементов,
равномерно расположенных по окружности
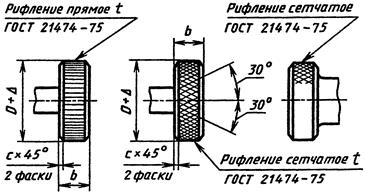
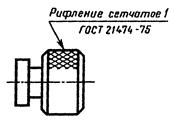
6. На некоторых поверхностях цилиндрической части детали выполняют рифление, чтобы деталь не проскальзывала в руке при повороте, т.е. создают на поверхности детали выступы, рифли и впадины различной формы.
Рифление на изображении части детали на чертеже или эскизе обозначают надписью на полке линии-выноски с указанием вида рифления, его шага и номера стандарта (рис. 86).
а б в
Рис. 86. Условное изображение и обозначение вида рифления на видимой части рифленой цилиндрической поверхности: D — величина диаметра исходной заготовки; t — величина шага рифления; D — величина увеличения диаметра заготовки D в результате рифления (D » (0,25¸0,5)t)
Условное изображение вида рифления наносят в пределах всего контура видимой части рифленой поверхности (см. рис. 86, а, б) или на части рифленой поверхности (см. рис. 86, в).
7. На чертежах или эскизах некоторых деталей целесообразно применение таблиц, которые содержат размерные числа, технические требования, либо значения параметров конструктивных элементов, условные обозначения. При большом количестве однотипных элементов изделия, неравномерно расположенных на поверхности (например, со значительным количеством отверстий), целесообразно указывать их размеры в сводной таблице, при этом применяется координатный способ нанесения отверстий с обозначением их арабскими цифрами (см. рис. 8).
На чертежах или эскизах деталей со стандартными изображениями — зубчатые колеса, рейки, червяки и т.д. применяют таблицы со значениями конструктивных элементов [7, 8, 13 — 15].
8. Кроме изображения изделия с размерами и предельными отклонениями, таблиц, чертежи (эскизы) детали могут содержать: надписи с обозначением изображений, а также надписи, относящиеся к отдельным элементам изделия; текстовую часть, состоящую из технических требований или технических характеристик (см. ГОСТ 2.316—68*, прил. П.2).
Текст на поле чертежа, таблицы, надписи с обозначением изображений, а также надписи на полках линий-выносок, связанные непосредственно с изображением элементов изделия, располагают параллельно основной надписи чертежа или эскиза.
Содержание текста и надписей должно быть кратким и точным. В надписях не должно быть сокращений слов, за исключением общепринятых, а также установленных в стандартах (см. ГОСТ 2.316—68*, прил. П.2).
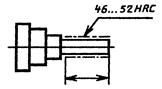
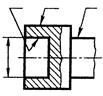
Около изображений детали на чертеже или эскизе на полках линий-выносок наносят только краткие надписи (рис. 86, 87), относящиеся непосредственно к изображению предмета, например условное обозначение трубной и нестандартной резьбы (см. рис. 70 —72, 80, 81), фасок (см. рис. 82, 83), указания о количестве конструктивных элементов (отверстий, см. рис. 84, 85, канавок), если они не внесены в таблицу, указания лицевой стороны (см. рис. 87, а), направления прокатки, волокон и т.п., рифления (см. рис. 86, 87, б), термической обработки поверхности (см. рис. 87, б), покрытия и др.
Линию-выноску, пересекающую контур изображения и не отводимую от какой-либо линии, заканчивают точкой (см. рис. 87, а).
Линию-выноску, отводимую от линий видимого и невидимого контура, а также от линий, обозначающих поверхности, заканчивают стрелкой (см. рис. 87, б, в).
На конце линии-выноски, отводимой от всех других линий, не должно быть ни стрелки, ни точки (см. рис. 87, г).

а б

в г
Рис. 87. Нанесение надписей на полках линий-выносок
от элемента изображения изделия на чертеже
Линии выноски должны не пересекаться между собой, быть непараллельными линиям штриховки и не пересекать, по возможности, размерные линии и элементы изображения, к которым не относятся помещенная на полке надпись (рис. 88).
Допускается выполнять линии-выноски с одним изломом, а также проводить от одной полки две и более линии-выноски (см. рис. 88).
Надписи, относящиеся непосредственно к изображению, могут содержать не более двух строк, располагаемых над полкой линии-выноски и под ней.
а б
Рис. 88. Способы нанесения полок и линий-выносок от изображений
поверхностей детали для выполнения надписей на чертеже
Текстовую часть, помещенную на поле чертежа, располагают над основной надписью. Между текстовой частью и основной надписью не допускается помещать изображения, таблицы и т.п.
9. Технические требования на чертеже излагают, группируя вместе однородные и близкие по своему характеру требования (см. рис. 4, ГОСТ 2.316*, прил. П.2), по возможности в следующей последовательности:
а) требования, предъявляемые к материалу, заготовке, термической обработке и к свойствам материала готовой детали (электрические, магнитные, диэлектрические, твердость и т.п.);
б) размеры, предельные отклонения размеров, формы и взаимного расположения поверхностей, массы и т.п.;
в) требования к качеству поверхностей, указания об их отделке, покрытии и др.
Пункты технических требований имеют сквозную нумерацию. Каждый пункт технических требований записывают с новой строки.
Заголовок «Технические требования» не пишут.
На учебных чертежах, выполняемых студентами в курсе «Инженерная графика», в технических требованиях над основной надписью возможно применение в основном следующих надписей: знак «*» — размеры для справок. Этим знаком отмечают размерное число справа вверху, которое является справочным размером (см. рис. 32). Если все размеры на изображении изделия — справочные, то их знаком «*» не отмечают, а в технических требованиях чертежа над основной надписью записывают: «Размеры для справок». Справочные размеры на чертеже не подлежат выполнению, но справочные размеры наносят для удобства пользования чертежом. Возможно применение надписей типа: «Неуказанные радиусы скругления R = 3¸4 мм»; «Неуказанные литейные радиусы скругления R = 3¸4 мм», «Острые кромки притупить фаской 3´3» (см. рис. 83, в) и т.д.
Г л а в а 6
Нанесение размеров
На чертеже детали
В процессе изучения курса «Инженерная графика» студенты практически выполняют эскизы деталей сборочной единицы с натуры и рабочие чертежи деталей на основе чертежа общего вида или сборочного чертежа индивидуального производства. Определение чертежа детали, его содержание и требования к выполнению в соответствии со стандартами ЕСКД подробно рассмотрены ранее (гл. 2).
Чертежи выполняют в определенном стандартном масштабе, как правило, на чертежной бумаге с применением чертежных инструментов.
При выполнении конструкторских документов изделия с натуры часто составляют эскизы.
Эскиз — графический конструкторский документ, выполненный от руки, без применения чертежных инструментов, в глазомерном произвольном масштабе, но с соблюдением относительной пропорциональности элементов изображения детали.
Эскизы выполняют, как правило, на бумаге в клеточку по всем правилам, установленным стандартом ГОСТ 2.109—73.
Выполнение эскизов с натуры детали называется эскизированием.
Правила выполнения эскизных конструкторских документов установлены ГОСТ 2.125—68.
Эскизы составляют при проектировании новых изделий, когда необходимо быстро и точно выразить техническую конструкторскую мысль, изображение изделия, при ремонтных работах и модернизации экспериментальных установок, для разового использования при производстве макетов, стендов и т.д. Эскизы являются основой делового общения исследователя и конструктора, руководителя и исполнителя проекта изделия.
Содержание чертежа изделия, выполненного с помощью чертежного инструмента, и эскиза изделия, выполненного от руки, идентично, различие лишь в способе выполнения, поэтому составление эскиза изделия с натуры или рабочего чертежа детали выполняют одинаково, идентично в следующей последовательности.
Дата: 2018-11-18, просмотров: 1676.