Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов с целью получения заданных свойств за счет изменения внутреннего строения и структуры. Цель термообработки – придание сплавам таких свойств, которые требуются в процессе эксплуатации изделий. В результатетермообработки получают лучшее сочетание механических свойств. Иногда термообработка является промежуточной операцией, снижающей твердость стали и улучшающей ее обрабатываемость резанием.
Основные виды термической обработки – отжиг, закалка, отпуск и старение.
Отжиг – термическая обработка, в результате которой металлы или сплавы приобретают структуру, близкую к равновесной. Отжиг вызывает разупрочнение металлов, сопровождающееся повышение пластичности и снятием остаточных напряжений. Температура нагрева при отжиге зависит от состава сплава и конкретной разновидности отжига. Скорость охлаждения с температуры отжига не велика.
Закалка – термическая обработка, в результате которой в сплавах образуется неравновесная структура. Неравновесные структуры в сплаве можно получить только в том случае, когда в сплавах имеются превращения в твердом состоянии: переменная растворимость, распад высокотемпературного твердого раствора по эвтектоидной реакции и т.п. Для получения неравновесной структуры сплав нагревают выше температуры фазового превращения в твердом состоянии, после чего быстро охлаждают, чтобы предотвратить равновесное превращение при охлаждении. Закалка может вызвать упрочнение сплава, как в случае закалки стали, а может и не изменить свойства, если закалка фиксирует высокотемпературный твердый раствор. В этом случае упрочнение сплава происходит при последующих операциях термообработки.
Отпуск – термическая обработка, в результате которой в предварительно закаленном сплаве происходит фазовое превращение, приближающее его структуру к равновесной. После отпуска происходит распад пересыщенного твердого раствора, сформировавшегося при закалке. Сочетание закалки с отпуском приводит к получению более высокого уровня механических свойств по сравнению с отожженным состоянием. Производят отпуск сплавов, испытывающих при закалке полиморфное превращение, – сталей, двухфазных алюминиевых бронз, титановых сплавов.
Старение – термическая обработка, в результате которой из пересыщенного твердого раствора выделяются мелкодисперсные частицы второй фазы, формирующие равновесную структуру. Старение закаленного сплава приводит к повышению прочности, без значительного снижения пластичности. Старение возможно в сплавах, не претерпевающих при закалке полиморфное превращение, – сплавы на основе алюминия, аустенитные стали, никелевые сплавы.
Рассмотрим превращения, происходящие в структуре сплавов, и изменение их свойств при термической обработке на примереуглеродистой стали (отжиг, закалка, отпуск) и дуралюмина (отжиг, закалка, старение).
Превращения при нагреве стали. Нагрев стали при термообработке в большинстве случаев имеет целью перевод ее структуры в аустенит. Для получения однородного аустенита необходимо нагреть сплав до критической температуры выше линий GS диаграммы состояния Fe-Fe3C (точки критических температур, называемые Ас3) и SE (точки критических температур, называемые Асm). Для завершения превращения в стали при перекристаллизации ее в аустенит необходим перегрев выше критических температур на 30-50 °С и выдержка при этой температуре нужное время. При дальнейшем нагреве выше критических точек Ас3 и Асm происходит рост аустенитных зерен. Рост зерна аустенита при нагреве стали оказывает большое влияние на строение стали после термообработки. Обычно чем крупнее зерно аустенита, из которого формируется равновесная структура, тем ниже предел прочности, ударная вязкость и выше склонность к образованию трещин, поэтому при термообработке всегда стремятся к получению мелкого зерна.
Превращения в стали при охлаждении (превращения аустенита). Аустенит устойчив только при температурах выше линии GSE. При охлаждении ниже этой линии он становится неустойчивым и начинает распадаться. При медленном охлаждении стали образуются структуры, соответствующие диаграмме Fe-Fe3C. Вначале происходит выделение феррита (в доэвтектоидных сталях) или вторичного цементита (в заэвтектоидных сталях). При достижении критической точки Ас1 (линия эвтектоидного превращения PSK) содержание углерода в аустените достигает 0,8 %, и происходит превращение аустенита в перлит. Это превращение заключается в распаде аустенита на феррит, почти не содержащий углерода, и цементит, содержащий 6,67 % С. Поэтому превращение сопровождается диффузией, перераспределением углерода. Диффузионные процессы происходят в течение некоторого времени, причем скорость диффузии резко падает с понижением температуры. Обычно изучают изотермическое превращение аустенита (происходящее при выдержке при постоянной температуре) для эвтектоидной стали. Влияние температуры на скорость и характер превращения представляют в виде диаграммы изотермического превращения аустенита (рис. 4.18).
Рис. 4.18. Диаграмма изотермического превращения аустенита эвтектоидной стали
Диаграмма строится в координатах температура – логарифм времени. Выше температуры 727°С на диаграмме находится область устойчивого аустенита. Ниже этой температуры аустенит является неустойчивым и превращается в другие структуры. Первая С-образная кривая на диаграмме соответствует началу превращения аустенита, а вторая – его завершению. При небольшом переохлаждении – приблизительно до 550 °С – происходит упомянутое выше диффузионное перлитное превращение (рис. 4.19).
Рис. 4.19. Схема роста перлитных колоний (Ф – феррит, Ц – цементит)
В зависимости от степени переохлаждения образуются структуры, называемые перлит, сорбит и тростит. Это структуры одного типа – механические смеси феррита и цементита, имеющие пластинчатое строение. Отличаются они лишь степенью дисперсности, т.е. толщиной пластинок феррита и цементита. Наиболее крупнодисперсная структура – перлит, наиболее мелкодисперсная — тростит. По мере увеличения степени дисперсности структур изменяются и механические свойства стали – возрастают твердость и прочность и уменьшаются пластичность и вязкость. Твердость перлита составляет 180-250 НВ, сорбита – 250-350 НВ и тростита – 350-450 НВ.
При переохлаждении аустенита приблизительно ниже 240 °С скорость диффузии падает почти до нуля и происходит бездиффузионное мартенситное превращение. Образуется мартенсит — пересыщенный твердый раствор внедрения углерода в α-железе. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пересыщенности углеродом решетка мартенсита сильно искажается, вытягиваясь и приобретая вместо кубической тетрагональную форму. Отношение параметров такой решетки с/а больше единицы (рис. 4.20).
Рис. 4.20. Элементарная ячейка мартенсита
Благодаря этому, мартенсит имеет высокую твердость (до HRC 65) и хрупкость.
Горизонтальная линия Мн диаграммы соответствует началу превращения аустенита в мартенсит, а линия Мк – завершению этого процесса. Мартенситное превращение происходит с очень высокой скоростью, так как оно является бездиффузионным и его скорость определяется скоростью полиморфного превращения γ-железа в α-железо (рис. 4.21).
Рис. 4.21. Схема образования мартенситных пластин в одном
аустенитном зерне
Положение точек начала и завершения мартенситного превращения зависит от содержания углерода. С увеличением количества углерода температуры Мн и Мк снижаются. Для эвтектоидной стали они составляют 240°С и –50 °С соответственно. Если эвтектоидную сталь охладить до комнатной температуры, то кроме мартенсита в ней будет присутствовать некоторое количество остаточного аустенита.
В диапазоне температур от мартенситного до перлитного превращения происходит промежуточное превращение, и образуется структура, называемая бейнит. Промежуточное превращение сочетает черты диффузионного перлитного и бездиффузионного мартенситного превращений. Бейнит представляет собой структуру, состоящую из твердого раствора углерода в α-железе, менее пересыщенного углеродом, чем мартенсит, и мелких частиц цементита.
Отжиг стали. Отжиг заключается в нагреве заготовок или изделий до определенной температуры, выдержке их при данной температуре с последующим медленным охлаждением (со скоростью около 100-200 °С в час для углеродистых сталей и 30-100 °С в час для легированных сталей). При этом заготовки или изделия получают устойчивую структуру без остаточных напряжений. Цели отжига – снятие внутренних напряжений, устранение структурной и химической неоднородности, снижение твердости и улучшение обрабатываемости, подготовка к последующей операции термообработки. Отжиг бывает полный, неполный, диффузионный, рекристаллизационный, низкий, изотермический и нормализационный. Диффузионный, рекристаллизационный и низкий виды отжига относятся к отжигу первого рода, а остальные виды – к отжигу второго рода. Температуры нагрева стали для отжига второго рода связаны с положением линий диаграммы Fe-Fe3C (критических точек). Низкая скорость охлаждения обычно достигается при остывании стали вместе с печью (рис. 4.22).
Рис. 4.22. Области нагрева стали при отжиге: 1 – диффузионном;
2 – рекристаллизационном; 3 – для снятия напряжений; 4 – полном;
5 – неполном; 6 – нормализационном
Полный отжиг применяется для доэвтектоидных сталей. Нагрев стали для полного отжига осуществляется на 30-50 °С выше точки Ас3. При этом происходит полная перекристаллизация стали и уменьшение величины зерна. Исходная структура из крупных зерен феррита и перлита при нагреве превращается в аустенитную, а затем при медленном охлаждении в структуру из мелких зерен феррита и перлита. Повышение температуры нагрева привело бы к росту зерна. При полном отжиге снижается твердость и прочность стали, а пластичность повышается.
При неполном отжиге нагрев производится выше точки Ас1, но ниже Ас3. Он производится, если исходная структура не очень крупнозерниста или не надо изменить расположение ферритной (в доэвтектоидных сталях) или цементитной (в заэвтектоидных сталях) составляющей. При этом происходит лишь частичная перекристаллизация – только перлитной составляющей стали. Для доэвтектоидных сталей неполный отжиг применяют ограниченно, лишь для улучшения обрабатываемости резанием.
Диффузионный отжиг (гомогенизация) заключается в нагреве стали до 1000-1100 °С, выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении. В результате диффузионного отжига происходит выравнивание неоднородности стали по химическому составу. Столь высокая температура необходима для ускорения диффузионных процессов. Благодаря высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая может быть устранена последующим полным отжигом.
Рекристаллизационный отжиг предназначен для снятия наклепа и внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Нагрев необходимо осуществлять выше температуры рекристаллизации, которая для железа составляет 450 °С. Обычно для повышения скорости рекристаллизационных процессов применяют значительно более высокие температуры, которые, однако, должны быть ниже критической точки Aс1. Поэтому температура нагрева для рекристаллизационного отжига стали составляет 650-700 °С. В результате рекристаллизационного отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Низкий отжиг применяется в тех случаях, когда структура стали удовлетворительна, и необходимо только снять внутренние напряжения, возникающие при кристаллизации или после механической обработки. В этом случае сталь нагревают значительно ниже точки Ас1 (200-600 °С).
Нормализация или нормализационный отжиг состоит из нагрева стали на 30-50 °С выше точки Ас3 для доэвтектоидных и Асm для заэвтектоидных сталей (рис. 4.16), выдержки при этой температуре и последующего охлаждения на воздухе. Более быстрое охлаждение по сравнению с обычным отжигом приводит к более мелкодисперсной структуре. Нормализация – более дешевая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки. Для низкоуглеродистых сталей (до 0,3 % С) разница в свойствах между нормализованным и отожженным состоянием практически отсутствует, и эти стали лучше подвергать нормализации. При большем содержании углерода нормализованная стать обладает большей твердостью и меньшей вязкостью, чем отожженная. Иногда нормализацию считают самостоятельной разновидностью термической обработки, а не видом отжига.
Закалка стали. Закалка заключается в нагреве стали до температур, превышающих температуру фазовых превращений, выдержке при этойтемпературе и последующем быстром охлаждении. Цель закалки – повышение твердости и прочности стали. При этом снижается вязкость и пластичность.

Рис. 4.23. Структура мартенсита закаленной стали 45
Обычно в результате закалки образуется мартенситная структура (рис. 4.23). Поэтому охлаждать сталь следует с такой скоростью, чтобы кривая охлаждения не пересекала С-образные кривые диаграммы изотермического превращения аустенита (рис. 4.18). Наименьшая скорость закалки, при которой образуется мартенсит, называется критической скоростью закатки. Для достижения высокой скорости охлаждения закаливаемые детали из углеродистой стали погружают в воду. Легированные стали охлажлают в минеральном масле, так как у них критическая скорость закалки значительно ниже.
Температура нагрева при закалке стали зависит от ее химического состава. В доэвтектоидных сталях нагрев производится на 30-50 °С выше точек Aс3 (рис. 4.24). При этом образуется аустенит, который при последующем охлаждении со скоростью выше критической превращается в мартенсит. Такую закалку называют полной. Для закалки заэвтектоидной стали наилучшей температурой является нагрев на 30-50 °С выше Ас1. Такую закалку называют неполной. В этом случае в стали сохраняется цементит и при нагреве, и при охлаждении, а это способствует повышению твердости, так как твердость цементита больше, чем твердость мартенсита. Нагрев заэвтектоидной стали до температуры выше точек Асm (полная закалка) является излишним, так как твердость при этом меньше, чем при закалке выше А с1. Кроме того, при охлаждении после нагрева до более высоких температур могут возникнуть большие внутренние напряжения.
Рис. 4.24. Области нагрева стали при закалке
Способность стали закаливаться на мартенсит называется закаливаемостью. Она характеризуется значением твердости, приобретаемой сталью после закалки, и зависит от содержания углерода (рис. 4.25). Стали с низким содержанием углерода (до 0,3 %) практически не закаливаются, и закалка для них не применяется.
Рис. 4.25. Изменение твердости мартенсита с увеличением количества углерода в стали
По способу охлаждения различают виды закалки: в одной среде, в двух средах (прерывистая), ступенчатая и изотермическая. Закалка в одной среде проще и применяется чаще для изделий несложной формы. Недостаток закалки в одной среде – возникновение значительных внутренних напряжений. При прерывистой закалке изделие охлаждают сначала в одной среде (например, в воде до 300-400 °С), а затем в масле или на воздухе.При этом внутренние напряжения меньше, но возникают затруднения при определении времени выдержки в первом охладителе. Ступенчатую закалку производят путем быстрого охлаждения в соляной ванне, температура которой немного выше 240-250 °С (что соответствует началу мартенситного превращения), затем дают выдержку при данной температуре и окончательно охлаждают на воздухе. Короткая остановка при охлаждении способствует выравниванию температуры по всему сечению детали, что уменьшает напряжения, возникающие в процессе закалки. Ступенчатую закалку применяют для деталей из углеродистой стали небольшого сечения.
При изотермической закалке, как и при ступенчатой, детали охлаждают в среде, нагретой выше температуры начала мартенситного превращения, однако выдержка при этой температуре продолжительная – до полного распада аустенита. Получается структура не мартенсита, а близкого по твердости, но более пластичного бейнита. Дальнейшее охлаждение производят на воздухе. Преимущества изотермической закалки заключаются в большей вязкости, отсутствии трещин, минимальном короблении. Изотермическую закалку применяют для изделий сложной формы.
Отпуск стали – это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определенной температуры (ниже точки Ас1), выдержке и охлаждении. Цель отпуска – получение более равновесной по сравнению с мартенситом структуры, снятие внутренних напряжений, повышение вязкости и пластичности (рис. 4.26).
Рис. 4.26. Изменение механических свойств закаленной стали 40 при отпуске
Основной процесс, происходящий при отпуске, – распад мартенсита, т.е. выделение углерода из пересыщенного твердого раствора в виде карбида железа.
Температуру отпуска обычно выбирают в зависимости от требуемой твердости. В этом случае изделие закаливают на максимальную твердость, а затем отпуском твердость снижают до требуемой.

Рис. 4.25. Режущий инструмент после неполной закалки с низким отпуском
Различают низкий, средний и высокий отпуск. Низкий отпуск проводится при температуре 150-200 °С. Образуется структура мартенсит отпуска. Мартенсит отпуска отличается от мартенсита закалки наличием мелкодисперсных частиц карбидов и меньшей степенью тетрагональности кристаллической решетки. В результате снимаются внутренние напряжения, происходит некоторое увеличение пластичности и вязкости без заметного снижения твердости и износостойкости. Низкому отпуску подвергают режущий и мерительный инструмент (рис. 4.25), а также машиностроительные детали, которые должны обладать высокой твердостью и износостойкостью.
При среднем отпуске производится нагрев до 350-450 °С. При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшении сопротивляемости действию ударных нагрузок.Структура сталипредставляет собой тростит отпуска, который имеет зернистое, а не пластинчатое строение. Применяется для пружин, рессор, ударного инструмента (рис. 4.26).

Рис. 4.26. Пружины и другие изделия с повышенной упругостью после закалки и среднего отпуска
Высокий отпуск проводится при 550-650°С. В результате твердость и прочность снижаются значительно, но сильно возрастают вязкость и пластичность и получается оптимальное для конструкционных сталей сочетание механических свойств. Структура стали – сорбит отпуска с зернистым строением цементита. Применяется для деталей, подвергающихся действию высоких нагрузок (рис. 4.27).

Рис. 4.27. Детали машин после закалки и высокого отпуска
Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей.
Термообработка дуралюмина. Широкое применение в технике получили деформируемые алюминиевые сплавы – дуралюмины. Это сплавы с содержанием 3-5 % меди в алюминии. Поэтому для описания процессов термообработки дуралюмина, рассмотрим диаграмму состояния системы алюминий-медь (рис. 4.28).
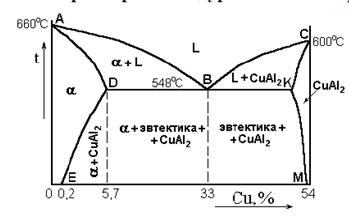
Рис. 4.28. Диаграмма состояния системы алюминий-медь
Это диаграмма с ограниченной растворимостью компонентов в твердом состоянии. Растворимость меди в алюминии достигает 5,7 % при 548 °С. С понижением температуры растворимость меди быстро уменьшается до 0,2 % при 20 °С. В области, ограниченной линиями ADE, существует твердый раствор меди в алюминии – α. В области, ограниченной линиями CKM, существует химическое соединение – СuAl2. Линия DE на диаграмме показывает предельную растворимость меди в твердом растворе α в зависимости от температуры. С понижением температуры растворимость меди уменьшается с 5,7 % до 0,2 %. Поэтому при охлаждении доэвтектических сплавов ниже EDB из твердого раствора α выделяются избыточные атомы меди с образованием частиц СuАl2.
Отжиг дуралюмина заключается в нагреве сплава до 550 °С, выдержке и охлаждении вместе с печью. В отожженном – равновесном –состоянии структура дуралюмина состоит из зерен твердого раствора меди в алюминии и частиц соединения СuАl2. При этом частицы СuАl2 крупные (рис. 4.29а). Такая структура обеспечивает сплаву хорошую пластичность (δ = 18-20 %) при относительно невысоких значениях прочности (σв = 200-220 МПа) и твердости.
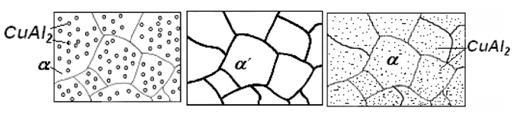
а) б) в)
Рис. 4.29. Схемы строения дуралюмина: а – в отожженном состоянии;
б – после закалки; в – после старения
Если отожженный дуралюмин вновь нагреть до температуры однофазного состояния – 550°С, то при этом частицы СuАl2 диссоциируют и растворяются в твердом растворе α. Когда этот процесс завершится, структура станет однофазной, и вся медь растворится в твердом растворе. Если затем сплав быстро охладить в воду – произвести закалку, то медь не успеет выделиться из твердого раствора и сохранится в нем после охлаждения. В результате такой обработки сформируется пересыщенный твердый раствор меди в алюминии – α′ (рис. 4.29б).
В результате закалки формируется твердый раствор замещения, и упрочнение происходит, в основном, за счет искажений кристаллической решетки, обусловленных разными размерами атомов алюминия и меди. Торможение дислокаций за счет этих искажений невелико. Поэтому после закалки значительного упрочнения дуралюмина не происходит – его прочность составляет σв = 250-270 МПа, однако пластичность возрастает до δ = 20-24 %, что позволяет пластически деформировать сплав в этом состоянии.
Для более эффективного упрочнения алюминиевых сплавов их необходимо после закалки подвергать старению. В процессе старения происходят следующие изменения в структуре закаленного сплава. Поскольку пересыщенный твердый раствор α′ в закаленном сплаве – структура неравновесная и неустойчивая, при последующей выдержке сплава в течение определенного времени в этом твердом растворе происходит диффузионное перераспределение атомов меди. В результате в отдельных участках сплава образуются обогащенные медью зоны. Постепенно в этих зонах при возрастании концентрации меди формируются очень мелкие (дисперсные) частицы СuАl2. Размер частиц составляет не больнее 30 нм (рис. 4.29в).
Формирование в структуре сплава зон с высокой концентрацией меди и дисперсных частиц химического соединения СuАl2 включает механизм дисперсионного упрочнения и приводит к значительному повышению значений прочности (σв = 400-650 МПа) и твердости, при незначительном снижении пластичности (δ = 10-18 %).
Старение может бытьестественным – длительная выдержка (4-6 суток) при комнатной температуре или искусственным – более короткая выдержка (несколько часов или несколько десятков минут в
зависимости от марки сплава) при повышенной температуре (100-180 °С). При увеличении температуры и продолжительности искусственного старения дисперсные частицы начинают интенсивно коагулировать и укрупняться. При этом расстояние между ними увеличивается, что облегчает прохождение дислокаций между частицами и приводит к снижению прочности сплава. Поэтому для каждого сплава необходимо выбирать оптимальный режим старения, который должен обеспечивать сохранение в структуре дисперсной упрочняющей фазы СuАl2.
Дата: 2018-11-18, просмотров: 1428.