Методы капитального ремонта: индивидуальный, узловой и поточный.
Индивидуальный – называют такую форму организации ремонтного производства при которой все работы по ремонту машин выполняет одна бригада которая состоит из высококвалифицированных специалистов, на одном рабочем месте так называемом универсальном посту.
Узловой – называют такую форму организации ремонтного производства при котором весь комплекс ремонтных работ делится на части, каждая из которых представляет вполне законченный цикл агрегата или узла. Применяется на заводах и ремонтных мастерских, где ремонтируются однотипные и одно марочные машины.
Поточный – называют такую форму организации производства при котором технологический процесс разборки и сборки машины или агрегатов подразделяется на ряд операций строго согласованных по времени. Такой метод ремонта обеспечивает высокую производительность труда широкую специализацию рабочих. Поточный метод применяется при ремонте одно марочных машин с большой производственной программой.
Был выбран индивидуальный метод ремонта т,к. в производстве не большой парк, и много разномарочных машин.
Составить и описать схему технологического процесса ремонта машины
Дорожные машины, поступающие в капитальный ремонт, подвергаются мойке, после мойки машины разбираются, после разборки машины на узлы и агрегаты, узлы и агрегаты отправляются в моечное отделение, после мойки узлы и агрегаты разбираются на детали. Далее детали отдают на сортировку, их рассортировывают на годные, требующие ремонта и негодные. Годные детали поступают на склад, а негодные в утиль. Детали, требующие ремонта, поступают в цеха по восстановлению деталей, а после на склад. Со склада детали поступают на сборку, где их подбирают по размерам, комплектуют группы, которые направляются в слесарно-подготовительное отделение, а затем в сборочный цех. После окончания сборки агрегаты и узлы проходят испытания и окраску, а затем через склад поступают в отделение общей сборки. После сборки машины обкатывают, проверяют её работоспособность.
|
| Дорожные машины, поступившие в капитальный ремонт |
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Мойка |
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Разборка |
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
| Годные детали |
| Детали требующие ремонта |
| Негодные детали |
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Утилизация |
| |||||
| Склад |
| Цех по ремонту |
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Слесарно-подготовительное |
|
|
|
|
|
|
|
| ||
| отделение |
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
| Сборочный цех |
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
| Испытательный цех |
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
| Цех покраски |
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
| Отделение общей сборки |
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
| Обкатка машины |
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Схема 1 – Технологический процесс ремонта машины.
Устройство ремонтируемого узла и принцип его работы
Мультипликатор бульдозера ДЗ-116В. Мультипликатор предназначен для увеличения числа оборотов шестеренчатого насоса. Увеличение числа оборотов необходимо для увеличения скорости подачи масла в гидроцилиндры подъема-опускания отвала, для увеличения скорости подъема-опускания отвала бульдозера.
Привод мультипликатора осуществляется от муфты. Вал муфты соединен с ведущим валом мультипликатора с помощью шлицевого соединения, также с помощью шлицевого соединения соединены ведомый вал мультипликатора и вал шестеренчатого насоса. Вращение передается на цилиндрическую шестерню, закрепленную на ведущем валу с помощью шпонки. Ведущая цилиндрическая шестерня входит в зацепление с меньшей по диаметру ведомой цилиндрической шестерней, которая в свою очередь закреплена на ведомом валу с помощью шпонки. За счет разницы диаметров шестерен происходит увеличение числа оборотов.
В случае необходимости мультипликатор может быть демонтирован единым блоком.
Схема технологического процесса разборки (сборки) узла
Схема технологического процесса разборки, (сборки) узла приведена на чертеже 2802002 ДП 000000
Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования
После разборки машин и агрегатов, детали подвергаются чистке, обезжириванию и мойке. Загрязнения дорожных машин работающих в дорожных условиях можно разделить на следующие виды:
Отложения не жирового происхождения, маслянисто грязевые отложения, остатки смазочных материалов, углеродистые отложения, накипь, коррозия, технологические отложения в процессе ремонта, отложения цементного раствора и бетона.
Углеродистые отложения представляют собой продукты термо окисления смазочных материалов и топлива, они образуются на деталях ДВС и в зависимости от степени окисления разделяются на: нагары, лаковые пленки, осадки битума и асфальтобетонной смеси.
Технологические отложения в процессе ремонта образуются во время ремонта, обкатки – это осадки притирочных паст или шлифовальных кругов.
В процессе ремонта распространение получили: физико-химический и механические способы мойки и очистки деталей.
Физико-химический способ мойки (струйный и в ваннах) заключается в том что загрязнения удаляют с поверхностей деталей водными растворами различных препаратов или специальными растворителями при определенных режимах. Основные режимы это высокая температура химического раствора 80-95єС, поток или струя раствора под давлением и эффективные моющие средства. В качестве моющих жидкостей применяются водные щелочные растворы при температуре 80-85єС. Недостаток этих растворов высокое коррозионное действие, поэтому применяются для мойки черных металлов. Препараты МЛ-52, МС-8 используют для выварки в ваннах деталей от прочных углеродистых отложений, температура этих растворов 70-80єС продолжительность 20 мин. Концентрация водного раствора 20-30 гр. на литр.
На рисунке 2 показана схема установки ОМ – 3181 для механической очистки деталей косточковой или капроновой крошкой: воздух подается под давлением 0,5 – 0,6 МПа через вентиль 12 к смесителю 1 и через вентиль 11 – в бункер 13. Засасывая из бункера 13 косточковую или капроновую крошку, воздух подает ее по трубопроводу 2 к соплу 6. Очищаемые детали загружают через дверцу 4 на вращающийся стол 5. Наблюдают за ходом очистки через окно 8. Камеру закрывают крышкой 7. Продукты очистки удаляют циклоном 10 по патрубку 9 и оседают в циклоне. В процессе очистки клапан 3 закрыт. По окончании очистки партия деталей скопившееся крошка через клапан 3 ссыпается обратно в бункер. После очистки детали промывают водой.
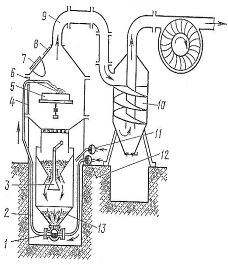
Рисунок 2 – Моечная машина.
Дата: 2019-12-10, просмотров: 441.