Ассортимент и качество кожаной обуви зависят от качества производственных процессов, особенностей технологии и качества используемых материалов.
Для производства верха кожаной обуви используются такие материалы, как:
- натуральные кожи;
- искусственные и синтетические кожи. Значительно дешевле натуральной кожи, однако характеризуются более низкими физико-механическими (прочность на разрыв) и гигиеническими показателями (воздухо- и паропроницаемость). В зависимости от вида основы различают искусственные обувные материалы на тканевой (Т), трикотажной (ТК) и нетканой основе (НТ). Для лицевого покрытия обуви используют каучук, латекс (эластоискожа), поливинилхлоридную смолу (винилискожа), нитроцеллюлозная смола (нитроискожа), полиамидная смола (амидоискожа) или полиэфируретановая смола (уретаноискожа). Основными видами эластоискожи являются кирза обувная и ворсит; винилискожи -шарголин, винилискожа лаковая и винилискожа замшевая; нитроискожи - подкладочные амидсискожи; уретаноискожи - СК-2, СК-8, сиитетическая замша. По внешнему виду уретаноискожа очень близка к натуральной и характеризуется гигроскопичностью до 6%;
- ткани (преимущественно трикотаж и фетр) используются в основном для деталей верха летней обуви, а также для некоторых видов комбинированной обуви;
- искусственный и натуральный мех.
Натуральные кожи, используемые для верха обуви, делятся на юфтевые, хромовые и замшевые.
Таблица 1 Натуральные кожи, используемые для верха обуви.
| Признаки классификации | Юфтевые кожи | Хромовые кожи | Замша |
| Способ обработки | В основном комбинированное дубление | Жировое дубление и шлифование по лицевой и бархатной поверхности | |
| Вид сырья, из которого вырабатываются | Яловичная, конская и свиная юфть | Шкуры крупного рогатого скота - опек, выросток, полукожник, бычок, яловка, спилок, верблюд, нубук, лаковая и высокоэластичная кожа Шкуры лошадей - жеребок, выметка Шкуры коз - шевро и козлина хромовая, лак-шевро, велюр Шкуры овец - шеврет Шкуры свиней - свиные хромовые кожи | Шкуры оленей, опойка, шкуры коз |
| Назначение | •Юфть обувная — содержит до 30% жира и используется для тяжелой зимней обуви, сапог Юфть сандальная -содержит до 18% жира и применяется для производства легкой летней обуви (сандалии и сандалеты) | Для наружных и внутренних (подкладки) деталей обуви | В комбинации с лаковыми кожами |
| По отделке | С естественной и нешлифованной поверхностью, нарезными, отделкой "велюр', "нубук", "антик", "флорантик", а также облагороженные |
Для изготовления низа кожаной обуви применяются:
- натуральные кожи - в производстве подошв, стелек и рантов обуви. Натуральные кожи для низа обуви вырабатываются из шкур крупного рогатого скота (яловка, бычина), взрослых лошадей и свиней;
- непористые и пористые резины. Непористые резины применяются в производстве подошв, каблуков и набоек обуви. Имеют высокую износостоикость, по тем не менее жестки и тяжелы. Сырьем для изготовления непористой резины служат синтетические каучуки, наполнители, красители и вулканизаторы. Пористые резины изготовляются помимо указанных ранее материалов на основе порообразователей, что и обусловливает особенность их структуры. В отличие от непористои резины они легкие, гибкие, легко прикрепляются и имеют высокую износо-стойкость, однако при длительной носке выделяют вредное вещество.
Производство обуви
Детали низа прикрепляют к верху обуви с помощью клея, ниток, гвоздей, винтов, шпилек. Методы крепления влияют на свойства обуви - износостойкость, легкость, гибкость, удобство и носке, теплозащитность и др.
Методы крепления подразделяют на:
- химические - клеевой, горячей вулканизации и литьевой;
- ниточные - рантовый, рантово-пришивной, сандальный, выворотной, бортовой, прошивной и мокасиновый;
- комбинированные - рантово-клеевой, сандально-клеевой и строчечно-горячей вулканизации.
Химические методы крепления
При химических методах крепления подошву с верхом обуви соединяют с помощью клея.
Клеевой метод заключается в прикреплении подошвы к затяжной кромке заготовки с помощью клея. Обувь выдерживается на колодках под специальными прессами.
Обувь клеевого метода отличается легкостью, водо - и износостойкостью, но из-за клеевой пленки уступает по гигиеническим свойствам обуви ниточным методам крепления.
Метод горячей вулканизации дает прочное и монолитное соединение резиновой подошвы с верхом. Сырая резиновая смесь формуется в специальной пресс-форме, имеющей контур и профиль подошвы. Отформованный низ вулканизируется и прикрепляется к заготовке, затянутой на стельку. Вулканизация происходит при соответствующей температуре и под давлением. На подошве заметны следы от пресс-формы.
Литьевой метод. При литьевом методе подошва обуви формуется в пресс-форме из пластмасс, термоэластопластов; таким способом изготавливается обувь с верхом из хромовых кож, а также цельноформованная обувь пляжного и спортивного назначения.
Ниточные методы крепления
Обувь ниточных методов крепления имеет высокие потребительские свойства, красивый внешний вид, но из-за пониженной водостойкости низа и ухудшения износостойкости ниточной крепления во влажных условиях предназначена для носки в весенне-летний период.
Рантовой метод (рисунок 1).
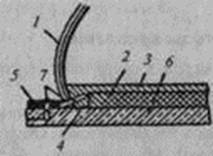
Рисунок 1. Рантовой метод крепления: 1 - заготовка верха обуви; 2 - простилка; 3 - стелька; 4 - губа стельки; 5 - рант; 6 - подошва; 7 - ниточные швы
Обувь рантового метода отличается высокими эксплуатационными свойствами, прочностью, эластичностью, гибкостью, гигроскопичностью, имеет хорошие теплозащитные свойства. Рант совместно с затяжной кромкой заготовки сначала сшивают с губой стельки, а затем пришивают подошву к ранту двухниточным швом. Шов, проходящий через рант, затяжную кромку заготовки и губу стельки, эластичен и защищен от износа подошвой и стелькой.
Недостаток этого метода - трудоемкость и большой расход высококачественных подошвенных и стелечных материалов.
Рантово-прошивной метод (рисунок 2) отличается от рантового отсутствием губы у стельки. Рант, кромка заготовки и стелька прошиваются нитками насквозь. Ниточный шов на стельке испытывает действие пота и трения, поэтому по эксплуатационным свойствам этот метод уступает рантовому. Этот метод применяют редко.
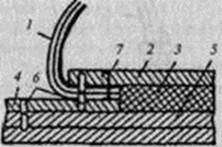
Рисунок 2. Рантово-прошивной метод: 1 - заготовка; 2 - стелька; 3 - простилка; 4 - рант; 5 - подошва; 6 - ниточные швы; 7 - затяжной текс
Сандальный метод (рисунок 3). Затяжную кромку заготовки отгибают наружу, наложенный со стороны верха рант сшивается с кромкой заготовки и с подошвой по всему периметру. В сандальной обуви нет стельки и нет подкладки. Обувь легкая, гибкая, но имеет низкую износостойкость.
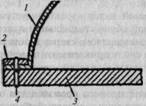
Рисунок 3. Сандальный метод: 1 - заготовка; 2 - рант; 3 - подошва; 4 - ниточный шов
Выворотным методом изготавливают спортивную обувь, чувяки. Подошву с заготовкой скрепляют в вывернутом состоянии, а затем выворачивают лицевой стороной кверху.
Бортовой метод (рисунок 4). Кожаную подошву формируют для образования борта. Кожаной лентой скрепляют полученный борт подошвы с кромкой заготовки. Обувь бортового метода легкая, удобная. Подошва может быть кожаной или полимерной.
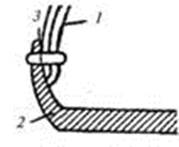
Рисунок 4. Бортовой метод: 1 - заготовка; 2 - подошва; 3 - кожаная лента для крепления
Комбинированные методы крепления подошв
В комбинированных методах сочетаются два метода, обычно ниточный с клеевым.
Рантово-клеевой. В этом методе к одному слою подошвы приклеивается второй.
Строчечно-клеевой метод характеризуется наличием между верхом и подошвой обуви специальной платформы, обтянутой мягким обувным материалом; сверху к обтяжке пристрачивают: материал верха, а снизу приклеивают подошву.
Применяют сандально-клеевой, строчечно-литьевой, клеепрошивной и другие методы.
Технологический процесс производства обуви завершается отделкой. После отделочных операций обувь приобретает товарный вид. Обувь маркируют, упаковывают и отправляют на склад готовой продукции.
Дата: 2019-12-22, просмотров: 384.