· Технология Красногорского КПД включает в себя: оборудование, капитал, здания, транспорт, ресурсы, источники информации.
־ Оборудование. Компания располагает высококачественным оборудованием, отвечающим мировым стандартам. Красногорский КПД располагает лабораторией, имеющей Аттестат аккредитации при Госстандарте России и оснащённой самым современным оборудованием.
־ Здания. Как уже говорилось ранее Красногорский КПД владеет производственными цехами. Во всех цехах ведётся строгий контроль за качеством производимой продукции. Особенно тщательно на предприятие следят за разработкой новых продуктов и рецептур.
־ Транспорт. В собственность компании входит достаточно большое количество транспорта для доставки продукции в по объектам Москвы и ближнего Подмосковья.
Технологический процесс изготовления строительных элементов включает следующие операции: подготовка к бетонированию (очистка, сборка, смазка), установка и раскрепление арматурного каркаса и закладных деталей, формование–укладка бетонной смеси, ее распределение по форме и уплотнение, заглаживание верхней открытой поверхности изделия, тепловая обработка и извлечение из формы готового изделия.
В зависимости от метода организации производства, способов формования и тепловой обработки для изготовления железобетонных изделий используются четыре технологические схемы: агрегатно – поточная, полуконвеерная, стендовая и кассетная.
При агрегатно-поточном производстве можно изготовлять изделия широкой номенклатуры размерами по длине до 12 м, по ширине до 3 м, фундаментные балки и блоки, колонны, плиты перекрытий и покрытий, стеновые панели и др.
Агрегатно-поточный способ изготовления конструкций характеризуется расчленением технологического процесса на отдельные операции или их группы; выполнением нескольких разнотипных операций на универсальных агрегатах; наличием свободного ритма в потоке; перемещением изделия от поста к посту; формы и изделия переходят от поста к посту с произвольным интервалом, зависящим от длительности операции на данном рабочем месте, которая может колебаться от нескольких минут (например, смазка форм) до нескольких часов (пост твердения отформованных изделий). Агрегатно-поточный способ отличается также тем, что формы и изделия останавливаются не на всех постах поточной линии, а лишь на тех, которые необходимы для данного случая. Агрегатно-поточный способ организации производства характеризуется возможностью закрепления за одной поточной линией изделий, различных не только по типоразмерам, но и по конструкции. Эта возможность создается наличием на поточной линии универсального оборудования.
Межоперационная передача изделий на таких линиях осуществляется подъемно-транспортными и транспортными средствами. Для ускоренного твердения бетона при агрегатно-поточном способе обычно применяются камеры периодического или непрерывного действия. Небольшой объем каждой секции камеры позволяет затрачивать минимум времени на загрузку и выгрузку изделий, а большое число таких секций создает условия для непрерывной подачи отформованного изделия в камеру твердения. Агрегатно-поточная технология отличается большой гибкостью и маневренностью в использовании технологического и транспортного оборудования, в режиме тепловой обработки, что важно при выпуске изделий большой номенклатуры. В состав технологической линии входят: формовочный агрегат с бетоноукладчиком; установка для заготовки и электрического нагрева или механического натяжения арматуры; формоукладчик; камеры твердения; участки распалубки, остывания изделий, их доводки или отделки, технического контроля; пост чистки и смазки форм; площадки под текущий запас арматуры, закладных деталей, утеплителя, складирования резервных форм, их оснастки и текущего ремонта; стенд для испытания готовых изделий. На агрегатно-поточных линиях изготавливают сваи, ригели, фундаментные блоки, безнапорные трубы, многопустотные панели, однопустотные опоры и сваи, которые формуют на виброплощадке в одиночных формах с пустотообразователями без вибромеханизмов. Многопустотные панели формуют также на постах с использованием пустотообразователей, оснащенных вибромеханизмами. Напорные и безнапорные трубы, пустотелые колонны, стоки, опоры ЛЭП и освещения - на роликовых и роликовых и ременных центрифугах в разъемных и неразъемных формах. На специальном оборудовании для виброгидропрессования формируют напорные трубы. Наружные стеновые панели, экраны лоджий и лестничные марши формуют на ударном столе в стальных и неметаллических формах. Блок комнаты и санитарно-технические кабины - в специальных агрегатах и c помощью вакуумной технологии. При большем расчленении технологического процесса на отдельные элементные процессы с соблюдением единого ритма возможна поточная организация производства. Технологическая линия при этом оснащается необходимыми транспортными средствами. Такую технологию относят к полуконвейерному способу. Этот способ широко используют при формовании на виброплощадке с пригрузочным щитом в одиночных или групповых формах плит перекрытий и покрытий, а также плоских и ребристых панелей, колонн и ригелей. Ниже приводятся примеры изготовления различных железобетонных изделий по агрегатно-поточной технологии.
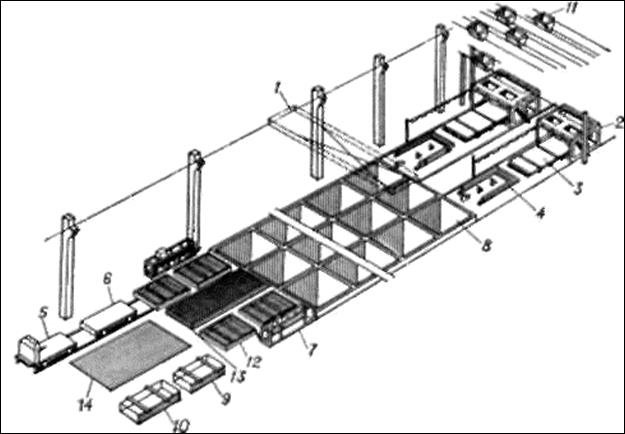
Рис. 1. Технологическая схема агрегатно-поточного производства панелей покрытий 3 х 6 м с двумя формовочными постами:
1 — мостовой кран; 2 — бетоноукладчик; 3 — виброплощадка; 4 — формоукладчик; 5 — самоходная тележка для вывоза готовых изделий; 6 — тележка-прицеп; 7 — установка для электротермического натяжения стержней; 8 — камеры пропаривания; 9 — стенд для контроля и ремонта изделий; 10 — стенд для сборки утеплённых панелей; 11 — раздаточный бункер; 12 — формы; 13 — сварные арматурные сетки; 14 — площадка складирования готовой продукции.
Дата: 2019-12-10, просмотров: 389.