Под организационно-технологической структурой потока понимают членение его на самостоятельные технологически-специализированные (ТСУ) и подетально-специализированные участки (ПСУ), организационно-технологические модули (ОТМ) с заранее определенным размещением рабочих мест и видами транспортных средств для перемещения полуфабриката. Формирование организационно-технологической структуры потока окончательно определяет тип потока, условия его функционирования и способ размещения рабочих мест.
Необходимость членения потока на ТСУ вызвана существующими нормами их обслуживания. Решение вопроса о выделении ТСУ осуществляется на основе информации о границах заготовительных, сборочных и отделочных операций потока. Установив границы возможных делений потока по технологическому признаку, подсчитывают количество исполнителей на указанных участках обработки изделия и сопоставляют его с нормами управляемости, приведенными выше, определяя при этом необходимость выделения ТСУ (секции).
Если количество исполнителей в ТСУ превышает допустимые пределы норм управляемости, то ТСУ делится на 2, 3,... и т.д. специализированных участка. Если количество исполнителей в предполагаемом для выделения ТСУ менее нижнего предела норм управляемости, то рассматривается вопрос объединения данной группы операций со смежной группой операций на графе ОТС. Например, образование заготовительно-монтажной секции или монтажно-отделочной.
Формирование подетально-специализированных участков потока (ПСУ) производится при наличии параллельной обработки изделия на упорядоченном графе организационно-технологических связей операций потока. Для этого, по графу ОТС (рисунок 2) подсчитываются длительности всех путей от нулевой вершины до конечной, с расположением их в порядке убывания численных значений длин путей.
Все предполагаемые к выделению в самостоятельный участок операции должны быть проверены по общему количеству исполнителей. Нижняя граница существования ПСУ по количеству исполнителей составляет три человека. Для вариантов структур графа, в которых количество исполнителей менее трех человек, решается вопрос о присоединении этих операций к уже выделяемым участкам по максимальной связности с ними.
Разница в численных значениях исполнителей на смежных операциях потока при размещении оборудования на площади цеха в некоторых случаях приводит к образованию планировочных разрывов внутри выделяемого ПСУ, чем нарушается непрерывность хода технологического процесса. При этом образуется так называемый планировочный модуль (ПМ), под которым понимается совокупность рабочих мест, где непрерывность перемещения полуфабриката обеспечивается возможностью сочленения оборудования в пределах допускаемых для ручной передачи (одного шага рабочего места). Для графа ОТС связей операций потока – это организационно-технологический модуль (ОТМ) – группа исполнителей с непрерывной передачей полуфабриката.
Для установления существования ОТМ внутри выделенных ПСУ и ТСУ можно использовать матрицу возможной непрерывной передачи полуфабриката способом соответствующей расстановки оборудования. Матрица состоит из двух частей: для прямолинейного и для группового размещения рабочих мест (приложение).
11. Выбор транспортных средств для перемещения полуфабриката в потоке и проектирование планировочного решения цеха
Выбор транспортных средств для перемещения полуфабриката в потоке обусловлен сложностью организационно-технологических связей операций потока, возможностью сочленения оборудования для обеспечения непрерывной, самими исполнителями, передачи полуфабриката в пределах их рабочей зоны. Данный выбор целесообразно осуществлять после разработки структуры потока и определения порядка размещения рабочих мест. В этом случае известна траектория движения полуфабриката, которая и определяет возможности использования тех или иных транспортных устройств.
Среди других факторов, влияющих на процесс выбора транспортных устройств для потока, можно отметить: количество обеспечиваемых ими связей, кратность исполнителей и оборудования на организационных операциях потока, приспособленность тех или иных транспортеров к перемещению определенного вида продукции. Подробно их действие описано в учебной литературе.
Установив структурные отношения элементов потока и определив возможность их обеспечения транспортными средствами, приступают к проектированию планировочного решения потока и цеха. Основной целью при размещении рабочих мест в потоке и потоков на площади цеха является обеспечение максимальной непрерывности в осуществлении передачи между ними полуфабриката и минимизации занимаемой оборудованием площади цеха.
Непрерывность перемещения полуфабриката в потоке может быть обеспечена не только непрерывным действием тех или иных транспортных средств, но и определенным размещением оборудования в потоке, системой питания его полуфабрикатами. Основным при выполнении указанного условия является такое взаимное расположение рабочих мест, при котором сам исполнитель без посторонней помощи и сложных транспортных устройств может осуществить передачу полуфабриката следующему исполнителю.
Задачу размещения оборудования в выделенных ранее модулях потока целесообразно решать с помощью специально разработанного в МГУДТ классификатора рациональных сочетаний рабочих мест, составленного на основе анализа структуры организационно-технологических связей в графе ОТС.
Для дальнейшего решения задачи необходимо дополнить планировку средствами (транспортными, либо просто столами) для запуска и выпуска продукции с модуля, после чего планировка описывается правильной геометрической фигурой с указанием на ее границах точек привязки модуля к другим модулям (точки входа и выхода полуфабриката). Размещение планировочных модулей на площади цеха осуществляется с учетом точек привязки потока к общему грузопотоку предприятия. Для этого при решении задачи вводятся два элемента: нулевой, характеризующий стол запуска изделий в поток, и конечный, определяющий место выпуска продукции с потока. Местоположение указанных элементов устанавливается с учетом способов размещения потоков в цехе (рисунок 3).
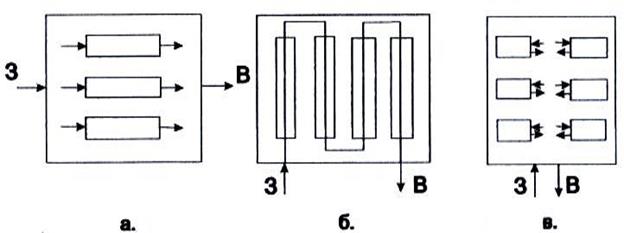
Рисунок 3. Способы размещения потоков в швейном цехе
На отведенную под планировку потока площадь на плане цеха первым размещается рабочее место запускальщицы. Затем на минимально допустимом расстоянии от него (0-1,5 м) располагается первый модуль процесса, операции которого принадлежат критическому пути графа. Для его ориентации точка входа полуфабриката на первое рабочее место модуля должна быть максимально приближена к рабочему месту запускальщицы. На расстоянии не менее 1,5 м от точки выхода полуфабриката с первого модуля размещается следующий участок, связанный с первым по графу ОТС. Далее процедура размещения последовательно связанных друг с другом участков аналогична описанному.
Для участков потока, имеющих параллельную обработку деталей или узлов изделия, размещение производиться с максимальным приближением их к точкам привязки согласно связям операций. Однако при этом может случиться, что существующие ограничения, как непересечение колонн на плане цеха, проходов, других участков и т.п., не позволяют разместить участок с параллельной обработкой на минимальном расстоянии от точек привязки. В этом случае ищется компромиссное решение на размещение данного участка и ранее размещенного, не позволяющего первому избежать непересечение с запретными зонами. Наилучшим результатом компромисса будет являться минимальная сумма связей обоих участков с другими и выполнение условий непересечения запретных зон (рисунок 4).
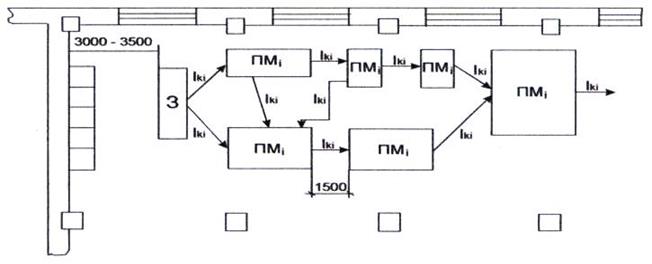
Рисунок 4. Компоновка планировочных модулей на плане цеха
При формировании планировочного решения потока (при размещении модулей) следует стремиться, чтобы его площадь была близка к прямоугольной, т.к. любые отклонения от этого ведут к её недоиспользованию. Если этого достичь не удается на одном потоке, то рассматривается вопрос совместного размещения модулей двух и более потоков.
Оценкой использования площади цеха под размещаемое оборудование является норма площади на 1 человека. Фактическая ее величина не должна превышать допускаемой нормативной величины (Н = 6 м2/чел - для шахматного размещения рабочих мест, Ндоп=4,5-5,5 м2/чел для прямолинейного размещения рабочих мест с ленточными и др. транспортерами в зависимости от вида изделия).
При расчете фактической нормы площади на 1 человека площадь исчисляется с учетом проходов и зон для сбора полуфабрикатов и готовой продукции.
Дата: 2019-12-10, просмотров: 437.