Качество составления организационно-технологических схем потоков (разделений труда между исполнителями) следует оценивать с точки зрения использования во времени основных составляющих элементов производства: предметов труда, средств труда и живого труда.
Проверка выполнения указанных требований осуществляется при помощи диаграммы согласования времени организационных операций потока, коэффициента его загрузки, коэффициента использования оборудования и графа организационно-технологических связей операций потока.
При согласовании времени организационных операций различных поточных процессов необходимо учитывать, что условие согласования времени операций потока обеспечивает правильность согласования его операций в отдельности, но не всего процесса в целом. Поэтому рекомендуется по окончании согласования времени организационных операций проверить правильность согласования времени всего потока по коэффициенту согласования (коэффициенту загрузки потока):
где: Т - время изготовления изделия, которое в случае изготовления в потоке нескольких различных изделий берется как среднее:
Nр - расчетное количество рабочих в потоке;
Nф - фактическое количество рабочих в потоке;
t - такт потока.
Поток в целом согласован правильно, если kз =1. Если kз>1, то это значит, что в потоке много перегруженных операций, если kз <1 - в потоке больше недогруженных операций. Допускаются отклонения коэффициента загрузки потока от единицы на 2% в большую или меньшую сторону: k3= 0,98 ÷ 1,02.
Оценка использования оборудования в потоке производится по коэффициенту его использования:

где: SТм - сумма времени на выполнение механизированных работ (берется по технологическим операциям),
SТф - фактическое время на выполнение механизированных организационных операций.
В идеальном случае kи.о.должен быть равен 1.
Оценка использования предметов труда во времени производится по длительности производственного цикла изготовления изделия в потоке.
При формировании организационно-технологической структуры швейного потока (процесса труда) под воздействием производственных условий и условий построения организационных операций происходит перегруппировка первоначальных технологических связей элементов технологического процесса изготовления изделия и возникают дополнительные связи, которые приводят к увеличению затрат времени на изготовление изделия в процессе производства. Преимущества, заложенные в параллельном изготовлении отдельных деталей и узлов изделия, уменьшаются, а при сквозном комплектовании технологических операций в организационные могут быть сведены к нулю (рисунок 2). Это свидетельствует о неиспользованных возможностях технологии изготовления изделия. В процессе анализа необходимо установить причину данного явления.
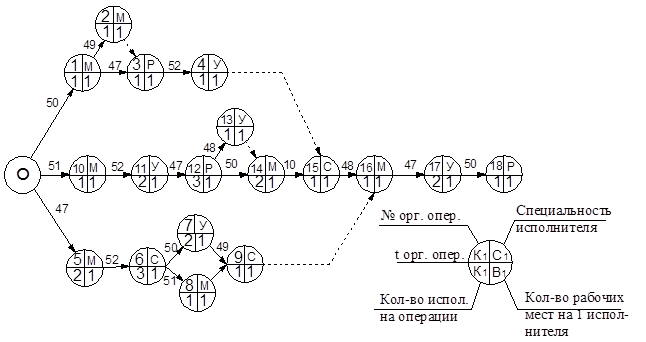
Рисунок 2. Граф организационно-технологических связей организационных операций потока
Дата: 2019-12-10, просмотров: 402.