Способ вымачивания заключается в том, что шпон погружают в холодные растворы на время, необходимое для диффундирования раствора в шпон.
Способ пропитки в горячих и холодных ваннах состоит в том, что пропитываемую древесину выдерживают в начале в горячем, а затем в холодном растворе смолы в отдельных ваннах или заливают свежим холодным раствором в ту же ванну. Этот способ дает лучшие результаты, так как при погружении древесины в горячий раствор воздух увеличивается в объеме и вытесняется из древесины; при последующем охлаждении древесины воздух, оставшийся в древесине, сжимается, создается вакуум, и раствор интенсивно впитывается в древесину.
Способ полного поглощения применяется для глубокой пропитки шпона, и заключается в том, что перед пропиткой древесина подвергается воздействию вакуума, а в последующем – пропитке раствором под давлением.
Способ ограниченного поглощения заключается в том, что при пропитке под давлением воздух, находящийся в древесине, сжимается, а раствор нагнетается в древесину. Если после давления создать вакуум, то воздух в древесине, расширяясь, выжимает избыток раствора из древесины и древесина как бы смазывается раствором.
Наиболее приемлемым, простым является способ вымачивания шпона.
Количество поглощаемого при пропитке шпона раствора смолы зависит от толщины шпона, времени пропитки и температуры раствора. Основная масса раствора поглощается древесиной за 4-5 часов. Шпон поглощает 100-108 % смолы.
Применяемые смолы и подготовка пропиточных растворов
В производстве ДСП применяют фенол- или крезолформальдегидные смолы преимущественно следующих марок: СБС-1 – спирторастворимая ФФ смола; СКС-1 – спирторастворимая крезолформальдегидная смола; СП-1, ФК-40 – водорастворимые ФФ смолы.
Подготовка пропиточных растворов зависит от способа нанесения смолы на шпон. Пропитывают шпон в растворах спирторастворимой смолы концентрацией 28-36% в холодном состоянии, и в растворах смол концентрацией 50-55% при подогреве смолы до температуры 60-65°С.
Основные технологические показатели раствора смолы –концентрация и вязкость. Концентрацию раствора выбирают в зависимости от вязкости смолы при существующей во время пропитки температуры цеха.
Например, смола СБС-1 при температуре 15 – 20ºC имеет концентрацию 28 – 36%, вязкость по Энглеру 1,8 – 4 Э.
Чем выше вязкость раствора и ниже температура в ванне, тем ниже должна быть концентрация. Температура раствора должна быть не ниже15ºC.
Пропитка шпона
Пропитка шпона осуществляется в ваннах, заполненных раствором смол, при этом для соответствующих марок пластиков нормируются: продолжительность пропитки 60 – 120 – 180 мин; температура пропиточного раствора 15 - 25ºC; продолжительность стекания избытка раствора 30 – 40 мин; содержание сухой смолы в шпоне 17 – 24 %. Для шпона, подвергающегося перед пропиткой в растворе лака пропитке в масле, обычно используют масло индустриальное общего назначения, веретенное или трансформаторное.
Пропитанный в масле шпон пропитывают в растворе смолы, как и белый шпон, но только с тем отличием, что после стекания смолы вновь погружают в ванну с раствором смолы до полного его покрытия и затем дополнительно выдерживают над ванной 10 мин.
Продолжительность пропитки в смоле 60 мин плюс время на окунание после стекания. Для пропитки используются специальные контейнеры рамочной конструкции, в которые укладываются пачки шпона по 15 – 20 листов в пачке, между пачками прокладывают сетку.
Плотность загрузки шпона в кассеты выбирают такой, чтобы пропиточный раствор достаточно быстро и свободно проникал между листами шпона, не оставляя не покрытых смолой участков.
Контейнер со шпоном при холодной пропитке погружают в сухую ванну, которую потом заполняют раствором.
Пропитка продолжается 60 – 180 мин для разбавленных холодных растворов и 10 мин для горячих концентрированных растворов. Затем контейнер выгружают из ванны и подвешивают над ней на 30 мин для стекания избытка раствора.
При пропитке шпона в автоклавах создается разряжение 450 – 600 мм рт. ст. и в таком состоянии выдерживают шпон 15 мин, затем в автоклав подают раствор под давлением 4 – 8 атм., пропитка шпона длится 90 мин и имеет более высокое качество по сравнению с вымачиванием.
При изготовлении пластика, пропитываемого предварительно в масле, например ДСП-Бм, пропитку в масле с температурой не менее 20ºC выполняют, пропуская листы со скоростью 30 – 45 м/мин через вальцы диаметром 200 – 250 мм с гладкой поверхностью. После пропитки шпон выдерживают в вертикальном положении 10 – 15 мин, а затем укладывают в стопы. Расход масла к массе пропитанного шпона 30 – 40%. Для определения содержания масла в шпоне через каждые 50 листов пропускают два контрольных полноформатных листа, которые до и после пропитки взвешивают полистно.
Содержание масла в шпоне Q (%) определяют по формуле
 , (60)
, (60)
где q – масса шпона до пропитки маслом, г;
q 1 – масса шпона после пропитки маслом, г.
Сушка шпона
На продолжительность сушки влияют; содержание смолы в шпоне, параметры воздуха (температура, скорость, относительная влажность), толщина шпона, а также конечная влажность. Процесс сушки шпона, пропитанного раствором смолы, делится на два периода: первый, протекающий с постоянной скоростью – удаление свободного растворителя смолы и второй, протекающий с замедленной скоростью – удаление связанного растворителя и влаги. Содержание смолы в пропитанном и высушенном шпоне должно быть 16-24%.
Увеличение температуры с 60 до 90ºС сокращает срок сушки пропитанного шпона в 11 раз, причем температура воздуха влияет в основном на второй период сушки. Пропитанный шпон сушат до влажности 36% и продолжительность сушки зависит от конечной влажности шпона.
В первый период сушки температура сушки должна быть ниже температуры кипения растворителя (для спирта 78ºС, для воды 100ºС) во избежание появления на поверхности шпона пузырьков из-за интенсивного удаления влаги.
Во втором периоде сушка осуществляется в конвейерных сушилках и температура с 70-75ºС может быть повышена до 90ºC.
Пропитанный шпон обычно сушат в конвейерных сушилках непрерывного действия, можно сушить и в камерных сушилках периодического действия с укладкой на вагонетки с прокладками между листами шпона.
Конвейерную сушку проводят по следующему режиму: толщина шпона 0,55 мм, число листов шпона между рамками 2 или 1 или толщина шпона 0,75 мм, число листов шпона между рамками 1; температура воздуха начальная не более 90ºC; относительная влажность воздуха 5 – 15%; продолжительность сушки 22 – 25 мин.
Камерную сушку выполняют в сушилках, состоящих из двух отделений, по режимам, даваемым по каждому отделению и несколько дифференцированным по маркам пластиков.
Влажность пропитанного шпона и шпона с нанесенной на него бакелитовой смолой должна соответствовать следующим нормам: для пропитанного шпона пластиков ДСП-А, ДСП-Б, ДСП-В и ДСП-Г – 3 – 6%; то же для ДСП-Б-м, ДСП-В-м – 2,5 – 5%; для шпона с нанесенным вальцами лаком для ДСП-В-м и ДСП-Г-м – 5 - 8%; для шпона ДСП-Б-э и ДСП-В-э – 2 – 4%. После сушки для выравнивания влажности шпон выдерживают в пачках не менее 24 ч.
Пропитку и сушку шпона можно выполнять в агрегатах, где в раздельные процессы вносят элементы непрерывной технологии и следовательно, некоторые изменения в параметрах технологического процесса и порядке их контроля, но принципиальная сущность технологии и порядок контроля сохраняются.
Сортируют и хранят пропитанный шпон с учетом качества пропитки, дефектов в шпоне, размеров кусков, температуры и влажности складских помещений (они должны быть сухими и отапливаемыми). При повышении влажности шпона из-за нарушений условий хранения допускается его подсушка.
Контролю подлежит правильность сортировки, продолжительность выдержки в стопах и влажность шпона (в случаях длительного хранения).
Сборка пакетов
В зависимости от назначения ДСП пакеты собирают по двум схемам: схема для коротких листов, размеры которых равны установленным размерам шпона и для длинных листов, размеры которых больше установленных размеров листов шпона.
Для тонколистовых ДСП толщиной менее 3 мм марок ДСП-А, ДСП-Б-м, ДСП-В и СДСП предусмотрена сборка только в виде коротких пакетов.
При сборке пакетов применяют способ сборки долевых листов шпона внахлестку торцовыми кромками. Схемы сборки длинных пакетов допускают в любом поперечном сечении только одну нахлестку, поперечные листы шпона собирают в стык или в нахлестку 3 – 5 мм. Пакеты, собранные непрерывным способом, разрезают на части по длине плиты пресса с помощью циркульной пилы с зажимом пакета по обе стороны во избежание сдвига листов.
Число слоев шпона в пакете определяют расчетом по формуле
 , (61)
, (61)
где N – количество слоев шпона;
Si – толщина плиты, мм;
S – толщина шпона, мм;
К – коэффициент упрессовки шпона 0,45 – 0,48.
Сборку пакетов выполняют на чистых металлических прокладках, смазанных тонким слоем олеиновой кислоты или минерального масла, обезвоженного путем кипячения в течение 10 – 15 минут. Для каждой марки ДСП установлена своя схема сборки:
Пакеты марки ДСП-А собирают только по схеме для коротких листов и только из полноформатных листов шпона по двум схемам сборки:
а) при сборке пакетов для марки ДСП-А листы шпона укладывают в пакет так, чтобы волокна древесины во всех слоях имели параллельное направление. Через каждые 10 полноформатных листов шпона укладывают 1 лист короче на 150 мм. С каждой торцевой стороны укороченного листа укладывают полоску шпона шириной 75 мм, таким образом, чтобы направление волокон древесины укороченного листа было перпендикулярно основному листу.
б) при сборке пакетов ДСП-А чередуют слои шпона с параллельным направлением волокон со слоями, уложенными под углом 20-25 °. Листы шпона укладывают так, чтобы через каждые 5 листов с параллельным направлением волокон укладывался один лист, имеющий направление волокон под углом 20-25°, причем такие листы укладывают, чередуя направление угла наклона волокон древесины. Если в 6-м слое направление волокон слева направо, то в 12-м слое, наоборот.
Пакеты для марки ДСП-Б можно набирать по схемам как для коротких так и для длинных листов. Рубашки (лицевые листы) набирают только из полноформатных листов шпона. В средних слоях допускается применение неполноформатных листов, кусков шпона шириной не менее 250 мм с прирезанными или прирубленными продольными кромками, куски шпона укладывают так, чтобы слой пакета, собранный из кусков шпона, чередовался не менее чем с двумя слоями, собранными из полноформатных листов. При этом в одном слое допускается только один стык, а места стыка кусков не должны совпадать по толщине пакета.
При сборке для ДСП-Б шпон укладывают так, чтобы каждые 10-20 слоев с параллельным направлением волокон чередовались с одним листом, направление волокон которого было бы перпендикулярно направлению волокон в смежных листах. Продольные листы укладывают в нахлестку, поперечные в стык.
Пакеты ДСП-В толщиной 1 – 2,5 мм собирают только по схеме коротких листов и только из полноформатных листов. Остальные толщины собирают как по схеме для коротких, так и для длинных листов, при этом рубашки и подрубашечные слои шпона собирают только из полноформатных листов, а в остальных допускают куски шириной не менее 250 мм.
Сборка пакетов ДСП-Г может выполняться по двум схемам.
По первой схеме пластик получается в виде многогранника. Диаметр окружности, вписанной в него, составляет 600 – 1000 мм. При второй схеме получается пластик прямоугольной формы, размеры его соответствуют размерам плит пресса.
По первой схеме пакеты собирают из заготовок шпона в виде квадрата, сторона которого равна диаметру окружности, вписанной в него, с припуском на обработку 20 – 30 мм. Пакеты собирают со смещением волокон в смежных слоях на угол 45º, при этом в верхнем лицевом слое направление волокон должно совпадать с направлением волокон в нижнем слое.
По второй схеме пакеты ДСП-Г собирают прямоугольной формы непрерывной лентой на сборочном транспортере. Заготовки в каждом слое укладывают в стык. Схема сборки непрерывной лентой указана на рис.88
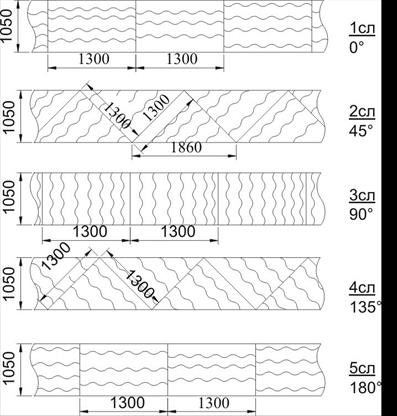
Рис. 88.Схема сборки пакетов ДСП-Г-45° непрерывной лентой.
Прессование
Прессование ДСП осуществляется в гидравлических прессах. Собранные пакеты, уложенные между металлическими прокладками, загружают обычно механическим способом в пресс. В каждый этаж пресса загружают пакеты одной толщины.
Во избежание преждевременной полимеризации смолы в верхних слоях пакеты загружают при температуре плит пресса не более 40 ° C.
После загрузки плиты пресса смыкаются и давление доводится до 15-16мН/м2 с одновременным нагревом плит пресса до 145-150 ° С. Продолжительность подъема давления и температуры не должна превышать 30 мин. После достижения необходимых значений давления и температуры начинается отсчет времени выдержки прессования. При толщине до 25 мм – 5 мин на 1 мм, выше 25 мм – 4 мин на 1 мм толщины готовой плиты.
За 10 мин до окончания выдержки прекращают подачу пара и выпускают пар из пресса в течение 10-20 мин. Дают воздушное охлаждение плит пресса. По истечение времени воздушного охлаждения в плиты пресса подают воду для охлаждения плит пресса до 40-45°C, снижая тем самым термические напряжения как в плитах пресса, так и в прессуемом материале. Продолжительность охлаждения составляет не менее 40 мин при прессовании ДСП до 25 мм и 50 мин более 25 мм. После достижения в плитах пресса температуры 40-45°С продолжают охлаждение водой из расчета 1 мин на 1 мм готовой плиты. После чего снижают давление, размыкают плиты пресса и выгружают пластик. Режимы прессования указаны в табл. 36.
Таблица 36
Дата: 2019-02-02, просмотров: 455.