В дальнейшем покажем, что все критические величины влияния, но особенно время и стоимость, можно уплотнить до одной целевой величины: «Время рынка».
Под временем рынка понимают время от решения проектировать и изготавливать изделие до его появления на рынке.
На рис. представлены результаты исследований влияния различных стратегий на прибыль предприятий.
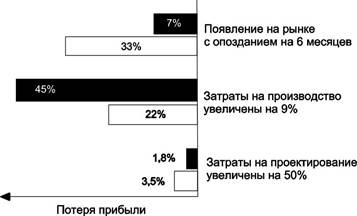
Светлые полосы на рисунке подтверждают возрастающее влияние фактора «Время рынка» на прибыль предприятия при «продолжительности жизни» изделия до 5 лет по сравнению с 10 годами (темные полосы).
Как видно из рисунка, превышение запланированной бюджетной стоимости проектирования на 50% снижает запланированную прибыль только на 3,5 %, а превышение на 9% стоимости изготовления ведут к 22% потери прибыли. Превышение времени проектирования на 6 месяцев и соответствующее запоздание поступления изделия на рынок уменьшают запланированную прибыль на треть.
При длительной «жизни» изделия (темные полосы) «Время рынка» не имеет существенного значения, а на передний план выступает стоимость изготовления. При этом уменьшается значение стоимости проектирования изделий. График также ясно показывает, почему стратегия экономии, особенно экономия стоимости изготовления больше не ведет к успеху, хотя в 80-е гг. такая стратегия еще могла достичь улучшения результата.
Т.о, можно сделать вывод, что стратегия предприятия играет центральную роль при оценке влияний различных факторов.
Ясно, что «Время рынка» является ключевым фактором для успеха изделия. Фактор «Время» стал ведущей величиной для руководства предприятия. Это доминанта, типичная для сегодняшних изделий, время – деньги имеет не только абсолютное, но и относительное значение. Необходимо не только найти правильное решение внутри короткого времени проектирования, но еще более важно – найти это решение как можно скорее. Это дает возможность уже на ранней стадии проектирования изделия, когда произведенные затраты еще не велики, установить достаточно точно величину дальнейших расходов.
Понятие порога мотивации и изменение степени мотивации на различных стадиях создания изделия.
Под мотивацией понимают усилие, направленное на изделие, которое должно быть спроектировано.
Как может мотивация оказывать положительное влияние? Для примера, определим градиент привлекательности α(рис.). Он определяется через дистанцию до серийной продукции.
Взаимосвязи представлены на рисунке. Вероятность достижения цели представлены через степень реализации.
Дистанция до серийного изделия характеризуется через отдельные шаги проектирования изделия. Из этого представления ясно, что к повышению градиента привлекательности ведет только повышение степени реализации проекта.
В примере из рис. видно, что до такой степени готовности как эскиз и меньших степеней готовности порог мотивации, обозначаемый αm не может быть преодолен, α1 < αm
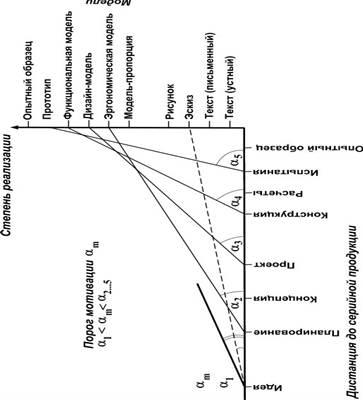
Мотивация в процессе проектирования постоянно усиливается (α5 > α4 > α3 > α2 ). Этот важный вклад моделей для успешного выполнения совместного проекта, который особенно важен на ранней стадии, часто оценивается недостаточно.
На ранних стадиях проекта имеющиеся в распоряжении наглядные модели, которые быстро совершенствуются и усложняются и максимально быстро демонстрируют взаимодействие узлов, создают не только высокую начальную мотивацию, но и годятся уже в начальной фазе проекта для того, чтобы создавать позитивный и постепенно растущий градиент привлекательности.
Экзаменационный билет № 16
1. «Ультразвуковая» обработка.
2. Условия получения максимальной прибыли.
3. Сравнение производительности RP-технологий и традиционных технологий.
Ультразвуковая» обработка.
Ультразвуковая обработка. Ультразвуковыми условно называют большую группу технологических процессов и операций разнообразного назначения, осуществляемых с обязательным присутствием механических упругих колебаний с частотой выше 16-18 кГц. В одних процессах ультразвуковые колебания используются для передачи в зону обработки необходимого количества энергии (размерная ультразвуковая обработка твердых материалов), в других служат средством интенсификации процессов (химических и электрохимических).
Ультразвуковая размерная обработка - это направленное разрушение твердых и хрупких материалов при помощи мельчайших зерен абразивного порошка, вводимых в виде суспензии в зазор между торцом специального инструмента и заготовкой и колеблющихся с ультразвуковой частотой. Под ударами зерен абразива скалываются мелкие частицы материала с поверхности заготовки. Обрабатываемая площадь и наибольшая глубина обработки зависят от сечения и свойств магнитострикционного материала, из которого изготовлен двигатель-преобразователь.
 Износ инструмента определяет срок его службы и оказывает существенное влияние на точность обработки. Изнашивание в продольном направлении происходит из-за разрушения торца инструмента при ударах по абразивным зернам и зависит от физико-механических свойств материала инструмента, а также от зернистости абразива. Поперечный износ является следствием побочного резания, которое совершается между боковой поверхностью инструмента и стенкой обрабатываемого отверстия, и зависит от величины паразитных колебаний инструмента в поперечном направлении, геометрии и профиля инструмента.
Износ инструмента определяет срок его службы и оказывает существенное влияние на точность обработки. Изнашивание в продольном направлении происходит из-за разрушения торца инструмента при ударах по абразивным зернам и зависит от физико-механических свойств материала инструмента, а также от зернистости абразива. Поперечный износ является следствием побочного резания, которое совершается между боковой поверхностью инструмента и стенкой обрабатываемого отверстия, и зависит от величины паразитных колебаний инструмента в поперечном направлении, геометрии и профиля инструмента.
Дата: 2016-10-02, просмотров: 315.