При скоростях резания выше, чем скорость распространения тепла в материале заготовки, т.к. «Тепло» не успеет передастся.
Исключаются термические деформации заготовок, т.к. скорость резания выше скорости распространения тепла в заготовке, в результате чего, последняя остается холодной
Стереолитография использованием «масок».
Основным недостатком традиционной стереолитографии является сравнительно низкая производительность процесса, для ускорения которого разработан вариант его реализации с помощью так называемых масок. По результатам компьютерного проектирования, геометрию слоев изделия наносят вначале на прозрачные пластины, изготавливая соответствующие маски. Вместо лазерного луча на жидкий фотополимер направляется через маску свет от специальной лампы сразу на всю поверхность сечения. После отверждения слоя сечения остаточный жидкий фотополимер удаляется и пустоты заполняются расплавленным воском. После прессования и отверждения воска его излишки счищаются заподлицо с отвержденным слоем изделия. Конструкция опускается в жидкий полимер на глубину следующего слоя и освещается через маску очередного слоя изделия. Такая технология не требует дополнительного времени на отверждение материала изделия, необходимого в классическомварианте стереолитографии.
Основные особенности современного процесса проектирования изделий.
Современный этап развития САПР (CAD/CAM/CAE/PDM) в промышленности
характеризуется :
1) интеграцией на основе единой информационной технологии ;
2) внедрением объектно - ориентированного подхода и предоставлением пользователю
САПР естественного интерфейса ;
3) открытостью САПР для расширения.
Современные системы САПР (Catia (Dassault Systemes), Pro/Engimeer (USA), Unigrafics (Siemens)) поддерживают технологию параллельного проектирования . Ядром параллельного проектирования является единая база данных проекта, объединяющая всю информацию и управляющая потоками данных, которые приходят от различных подразделений разработчиков и участников жизненного цикла изделий.
Современные системы САПР создают полное электронное описание изделия и его технологических атрибутов, а само изделие и технология его изготовления являются составной частью единой CAD-модели. Построенные трехмерные модели изделия ( детали ) автоматически генерируются в чертежи в соответствие со стандартами ANSI, DIN, ISO с полным набором средств создания символов допусков , шероховатости и т.д . Между чертежом и электронной моделью изделия ( детали ) поддерживается полная ассоциативность.
Использование электронной модели изделия ( детали ) позволяет отказаться от чертежа изделия (детали ) в качестве источника конструкторской и технологической информации при проектировании технологических процессов обработки. Тем самым , удается существенно сократить сроки конструкторского и технологического проектирования , снизить издержки производства , повысить качество выпускаемых изделий и получить возможность быстрого его освоения .
В области проектирования и технологической подготовки производства ( ТПП) изделий принципы ИПИ/CALS нашли свое отражение в создании ведущими западными разработчиками ряда программных систем , обеспечивающих комплексную поддержку этапов ЖЦИ на основе концепции PLM (Product Life-cyc le Management – управление жизненным циклом продукта ).
- Облик изделия во все большей степени формируется исходя из требований его будущего потребителя
- Создание многих видов продукции происходит в рамках так называемых виртуальных предприятий . Под таким предприятием понимается неформальная структура, формируемая географически распределенными независимыми партнерами, объединяемыми на основе информационных технологий.
Экзаменационный билет № 10
1. Сверхскоростное резание и производительность процесса.
2. SLS- технологии.
3. Главные факторы, обеспечивающие эффективность участия в проекте специалистов разного профиля, разных организаций и даже разных стран.
Сверхскоростное резание и производительность процесса.
При этом остальные параметры режима резания – глубина резания и подача должны быть малыми, а именно: t <= 0,1 мм, s <= 0,1 мм/об. Т.е. высокоскоростное резание не означает обязательную высокую производительность процесса обработки.
SLS- технологии.
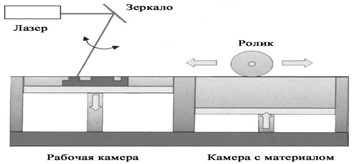
При SLS-технологии (Selective Laser Sintering - лазерное спекание порошковых материалов) 3D объект создаётся из порошкообразных материалов. Частицы порошка, диаметром 50-100 мкм, находящиеся в емкости, расплавляются под воздействием лазерного излучения. Лазерный луч, попадая на тонкий слой порошка, спекает порошковые частицы, которые затвердевают при охлаждении, формируя твёрдый слой. Подвижная платформа опускается. Сверху при помощи ролика наносится порошок, и процесс повторяется до полного изготовления прототипа. На рис. представлена схема изготовления моделей методом лазерного спекания порошковых материалов.
В данной технологии строящаяся модель не нуждается в подпорках (как, например, при стереолитографии), так как нерасплавленный порошковый материал остается лежать в камере, тем самым, обеспечивая необходимую поддержку.
После построения, модель полностью окружена неиспользованным материалом. Порошок очень осторожно удаляется только после полного застывания модели, которое, в зависимости от материала, может длиться несколько часов. После очистки модель может быть подвергнута дальнейшей обработке
Преимущества SLS Технологии
- в данной технологии строящаяся модель не нуждается в подпорках, так как нерасплавленный порошковый материал остается лежать в камере, тем самым, обеспечивая необходимую поддержку
- преимущество этого метода заключается в том, что наряду с пластмассами, можно изготавливать прототипы из всех материалов, которые под воздействием тепла расплавляются, а затем при охлаждении вновь отверждаются
- материал неиспользуемый при построении, можно использовать повторно)
- технология, которая может быть применена для изготовления металлических деталей
- можно изготавливать объекты с движущимися частями за один цикл производства
Недостатки SLS Технологии
- Используется мощный лазер, необходимо использовать систему воздуховода и вентиляцию для проветривания помещения.
- Нельзя задать цвет изделию (?)
Дата: 2016-10-02, просмотров: 299.