Очевидно, что способ не обеспечивает высокой точности обработки и не может использоваться в качестве чистовых операций. Однако, эта технология чрезвычайно выгодна в качестве предварительной обработки в тех случаях, когда необходим быстрый съем больших припусков с заготовок высокой твердости. Это дает возможность производить термообработку до, а не после обработки резанием, что позволяет исключить влияние температурных деформаций заготовок.
Наиболее целесообразно этот метод использовать для обработки заготовок из твердых сплавов, быстрорежущих и закаленных сталей.
Чаще всего эта технология используется для предварительной обработки фрез, сверл, разверток и других сложнопрофильных изделий из заготовок простой формы.
FDM-технологии.
FDM (FDM - Fused Deposition Modeling) – Процесс послойного наложения расплавленной полимерной нити. FDM-система позволит превратить концепцию изделия в реальный прототип, проверить прототип на соответствие форме и размерам и даже смоделировать работоспособность изделия, не прибегая к излишним временным и материальным затратам.
При помощи FDM-технологии можно создавать трехмерные объекты из твердотельных или поверхностных электронных моделей, полученных в CAD-системе. Термопластичный моделирующий материал в форме тонкой нити, диаметром 0.07 дюйма (1,78 мм), подаётся в экструзионную (выдавливающую) головку с системой регулировки температуры, где он разогревается до полужидкого состояния. Выдавливающая головка наносит материал очень тонкими слоями на неподвижное основание, формируя за один проход законченный слой детали. Последующие слои наносятся на предыдущие, отвердевают, соединяются друг с другом.
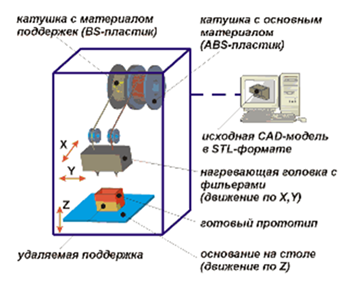
При создании модели используется два вида материала: первый (основной) – для формирования самой модели, а другой – в качестве опорного (материал поддержки). Поддержка легко удаляется, оставляя чистую и гладкую поверхность раздела между поддержкой и моделью, что в результате даст превосходное качество законченной модели.
Полученные таким способом прототипы можно затем маркировать, шлифовать, красить, сверлить.
Преимущество этого способа заключается в том, что существует огромная палитра материалов, позволяющая пользователю подбирать именно тот материал, который лучше всего соответствует его требованиям к изготавливаемой модели. Кроме того, важен тот факт, что в процессе построения модели можно изменять материал.
Назначение и свойства функциональной модели.
Она обеспечивает возможность проводить своевременные испытания – проверки отдельных функций (возможность сборки, обслуживаемость, кинематика). Показывает отдельные или все важнейшие функции даже при отказе на воспроизведение внешних форм. Создает базу для запросов от покупателей и поставщиков. Определяет граничные условия для создания форм конструкции и инструментов, для конструирования и изготовления средств производства. Степень абстракции – низкая; степень детализации – высокая; функциональность – значительная.
Экзаменационный билет № 13
1. Электроэрозионная обдирка.
2. Использование принципов RP-технологий для изготовления сложных изделий из металлических листовых материалов.
3. Назначение и свойства технических прототипов.
Электроэрозионная обдирка.
Электроэрозионная обработка (Обыкновенная!) основана на физическом явлении, при котором материал одного или обоих электродов под действием происходящего между ними электрического импульсного разряда разрушается и на поверхности электродов образуются лунки. Причина появления лунок локальный нагрев электродов до весьма высокой температуры. При сближении двух электродов и подключении к ним напряжения, достаточного для пробоя образовавшегося межэлектродного промежутка, возникает электрический разряд в виде узкого проводящего канала (столба) с температурой, измеряемой тысячами и десятками тысяч градусов. У оснований этого канала наблюдается разрушение (оплавление, испарение) материала электродов.
Жидкая среда обеспечивает возникновение динамических усилий, необходимых для удаления разрушаемого материала; охлаждая электроды, жидкость стабилизирует процесс. Наиболее часто в качестве среды применяют (Диэлектрики!) нефтепродукты: трансформаторное и веретенное масла, керосин, но еще лучше дистиллированную воду.
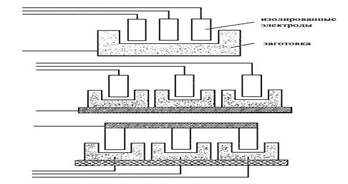
Физическая сущность этой технологии (съем материала за счет его расплавления и испарения в искровом разряде) не отличается от классической. Однако экспериментально установлено, что если для обработки одновременно использовать несколько электрически изолированных друг от друга катодов – инструментов или одновременной обработки не изолированными инструментами нескольких электрически изолированных заготовок то производительность процесса существенно возрастает.
Это позволяет уменьшить один из главных недостатков классической электроэрозионной обработки – ее невысокую производительность.
Эта технология наиболее эффективна в качестве черновых операций при обработке очень твердых и труднообрабатываемых материалов. Однако, производительность процесса все-таки оставляет желать лучшего.
Дата: 2016-10-02, просмотров: 313.