Введение
Проблема качества актуальна абсолютно для всех видов продукции и услуг, для всех предприятий и организаций различных профилей деятельности. Настало время, когда производители продукции осознали, что путь их выживания и благополучия в рыночной среде не возможен без создания продукции высокого качества, конкурентоспособной как на внутреннем, так и на внешнем рынках.
Качество в жизни человека является стержнем экономических преобразований в обществе. Это интегральная категория, которая характеризует меру удовлетворения всей совокупности разнообразных потребностей человека. В понятие «качество жизни» включаются показатели качества материальных благ, товаров и услуг, где одно из главных мест занимают качественные характеристики потребляемой пищи.
В настоящее время существует серьезная конкурентная борьба, требования потребителей постоянно растут, все это обусловливает необходимость разработки и внедрения организациями программ повышения качества. Встает основной вопрос - способны ли ее системы управления обеспечить приспосабливаемость организации к новым условиям и удовлетворить растущие требования потребителей, обеспечив на этой основе свое развитие.
Управление качеством продукции является одним из аспектов управления деятельностью предприятия в целом. Для управления качеством прежде всего необходимо уметь измерять и оценивать его. Измерением качества товаров и услуг занимается квалиметрия.
Целью настоящей курсовой работы является закрепление знаний теории комплексной оценки качества и управление качеством, приобретение навыков решения задач, выбора систем показателей качества и разработки методики оценивания уровня качества оливкового майонеза.
В данной курсовой работе проведена комплексная оценка оливковых майонезов. Построен ранжированный ряд показателей качества пяти образцов майонезов, изготовленных на различных предприятиях.
Описание объекта оценки
Майонез – один из перспективных продуктов питания. Его применяют в качестве приправы к разнообразным кулинарным блюдам для повышения их питательности и облагораживания вкуса, что способствует возбуждению аппетита и улучшению пищеварения.
Майонез представляет собой эмульсию типа масло – вода, где дисперсионной средой является вода, а дисперсной фазой – масло.
Майонезы в зависимости от калорийности подразделяют на три вида: высококалорийные с массовой долей жира более 55 %, среднекалорийные, содержащие 40...55 % жира, и низкокалорийные – менее 40 % жира. По назначению и составу майонезы делят на столовые, с пряностями, с вкусовыми и желирующими добавками, диетические и для детского питания.
Майонезы обладают нежным кисловатым вкусом, хорошей вязкостью и консистенцией. Майонезы с пряностями имеют вкусовые свойства майонеза «Провансаль», но обогащены вкусом и запахом пряностей. Эти виды майонезов можно использовать в качестве приправы для салатов, овощных, рыбных и мясных блюд.
В качестве объекта оценки выбираем продукт – оливковый майонез.
Качество оливкового майонеза оценивается в соответствии с требованиями, приведенными в ГОСТ 30004.1-93 «Майонезы. Общие технические условия».
Жизненный цикл продукции
Качество продукции не может быть гарантированно только путем контроля её в процессе производства и контроля готовой продукции, оно обеспечиваться гораздо раньше, в процессе изучения требований рынка, на стадии проективных и конструкторских разработок, при выборе поставщиком сырья и материалов и комплектующих изделий на всех стадиях производства, при реализации продукции, её техническом обслуживании в процессе эксплуатации и утилизации после использования. Такой комплексный подход обеспечивает создание замкнутого процесса, который начинается с определения потребностей рынка и включает в себя все стадии жизненного цикла продукции. В соответствии со стандартами ИСО 9000, жизненный цикл продукции включает 11 этапов, для пищевых продуктов характерными являются 10 (рисунок 2).
Рассмотрим жизненный цикл оливкового майонеза.
Первым этапом жизненного цикла оливкового майонеза является маркетинг, поиск и изучения рынка. На этом этапе оценивается максимальная ценность для потребителя, что позволяет оптимально планировать финансовые средства и ресурсы производителя для обеспечения минимальной стоимости продукта для потребителя и производителя при максимальном учете требований потребителя.
Насколько качественно будет выполнено планирование, на столько меньше будет издержки производства на корректировку качества на последующих этапах, возрастающих на порядок по мере перехода от одного этапа к последующему.
Качество проектирования оливкового майонеза зависит от качества цели. Требование делать правильные вещи с минимальными затратами означает разработку такой конструктивно-технологической и нормативной документации, которая позволит организовать процесс производства оливкового майонеза с максимальной ценностью его параметров качества для потребителей и минимальной его стоимостью как для потребителей так и для изготовителя за счет минимизации издержек на исправления брака.
Качество разработок будет тем выше, чем меньше корректировок оно будет претерпевать в результате последующего сравнивания ценностей реального продукта и ожиданий потребителя. Поэтому роль этапа разработки в максимизации ценности продукта для потребителя и оптимальной минимизации затрат на его последующее обеспечение, а следовательно, и на минимизацию стоимости качественного продукта необычайно велика.
В результате проектирования разрабатывается не только проект оливкового майонеза с ожидаемой ценностью, но и вся необходимая конструкторско-технологическая и нормативная документация для процесса его производства.
Для оливкового майонеза используется ГОСТ 3004.1-93 «Майонезы. Общие технические условия».
Третий этап жизненного цикла оливкового майонеза - материально-техническое снабжение. Он заключается в разработке требований к сырью и материалам, которое используется при производстве продукции, так как из низкокачественного сырья проблематично получить высококачественный продукт при минимальных затратах. На этом этапе происходит изучение различных поставщиков и условий поставок сырья и материалов, необходимых для производства оливкового майонеза.
Четвертым этапом жизненного цикла оливкового майонеза является процесс подготовки и разработки производственных процессов. В процессе подготовки и разработка производственных процессов особое внимание следует уделять как технологической части производственного процесса, так и метрологической подготовки производства, ведь не верные сведения о параметрах технологического процесса могут получаться из-за не точности измерения параметров этого процесса. Также следует уделять внимание подбору персонала.
Следующий этап жизненного цикла заключается в непосредственном производстве оливкового майонеза по определенной технологии и рецептуре с использованием основных компонентов: растительные рафинированные дезодорированные масла, сухое молоко, яичный порошок, сахар, соль, горчица.
Шестой этап заключается в проведении контроля и испытаний оливкового майонеза. Качество оливкового майонеза определения по органолептическим и физико-химическим показателям. Показателями качества оливкового майонеза являются: вкус, цвет, запах, внешний вид и консистенция, массовая доля жира, массовая доля влаги, кислотность.
Испытания и контроль майонезов проводится по ГОСТ 30004.2.
Седьмым этапом жизненного цикла оливкового майонеза является упаковка и хранение. Оливковые айонезы упаковывают в:
- тубы из алюминия, покрытые внутри пищевым лаком, или в тубы из других материалов, разрешенных органами государственного санитарно-эпидемиологического надзора — по нормативно-техническим документам, массой нетто 50—250 г;
- бумажные пакеты с полимерным покрытием, в пакеты - массой нетто 35 - 250 г; массой нетто 251 - 500 г - по согласованию с потребителем.
Отклонения массы нетто, %, не должно быть более:
3,0 г - при фасовании до 100 г;
2,0 г - при фасовании от 100 до 650 г включ.;
1,5 г - при фасовании св. 650 г до 3 кг включ.;
0,5 г - при фасовании св. 3 до 10 кг включ.
Стаканчики из полимерных материалов укупоривают соответствующим способом, обеспечивающим сохранность продукта — фольгой, покрытой термосваривающимся лаком, полимерными пленками или крышками из полимерных материалов, разрешенных органами государственного санитарно-эпидемиологического надзора.
Майонезы хранятся у изготовителя и потребителя в складских, торговых охлаждаемых помещениях или холодильниках при циркуляции воздуха, при температуре не ниже 0 °С и не выше 18 °С, при относительной влажности воздуха не более 75 %. Не допускается хранение майонезов на прямом солнечном свету. Ящики с майонезами при хранении должны быть уложены на поддоны при механизированной укладке, при немеханизированной — на поддоны, рейки или решетки (подтоварники) штабелями для свободной циркуляции воздуха. При хранении майонезов в ящиках из гофрированного картона на поддонах должно быть уложено по высоте не более 5 ящиков; при немеханизированной укладке — не более чем 6 ящиков. Деревянные ящики укладывают в штабели в вертикальном положении — не более 8 ящиков.
Маркировка майонеза включает следующие требования:
- товарного знака;
- наименования предприятия-изготовителя, его адреса;
- наименования майонеза;
- даты выработки;
- сроков и температур хранения майонеза;
- массы нетто;
- калорийности 100 г майонеза, ккал;
- содержания жира в 100 г майонеза, г;
- обозначения стандарта.
Восьмым этапом жизненного цикла оливкового майонеза является реализация и распределение. Майонезы транспортируют всеми видами крытого транспорта в соответствии с правилами перевозок скоропортящегося груза, действующими на соответствующем виде транспорта, при температуре не ниже 0 и не выше 18 °С.
Транспортирование майонезов пакетами проводится в соответствии с требованиями ГОСТ 26663.
При температуре окружающего воздуха не ниже 0 °С допускается транспортирование майонеза в открытых автомашинах с обязательным укрытием транспортной тары чистым брезентом или другими материалами.
Девятый этап жизненного цикла оливкового майонеза – потребление готового продукта. Этот этап заключается в непосредственном употреблении оливкового майонеза в различном виде для удовлетворения физиологических потребностей человека.
Завершающим этапом жизненного цикла оливкового майонеза является утилизация упаковки после использования продукта.
Жизненный цикл оливкового майонеза представлен на рисунке 2.
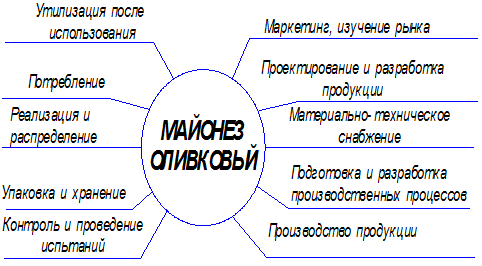
Рисунок 2 – Этапы жизненного цикла оливкового майонеза
Введение
Проблема качества актуальна абсолютно для всех видов продукции и услуг, для всех предприятий и организаций различных профилей деятельности. Настало время, когда производители продукции осознали, что путь их выживания и благополучия в рыночной среде не возможен без создания продукции высокого качества, конкурентоспособной как на внутреннем, так и на внешнем рынках.
Качество в жизни человека является стержнем экономических преобразований в обществе. Это интегральная категория, которая характеризует меру удовлетворения всей совокупности разнообразных потребностей человека. В понятие «качество жизни» включаются показатели качества материальных благ, товаров и услуг, где одно из главных мест занимают качественные характеристики потребляемой пищи.
В настоящее время существует серьезная конкурентная борьба, требования потребителей постоянно растут, все это обусловливает необходимость разработки и внедрения организациями программ повышения качества. Встает основной вопрос - способны ли ее системы управления обеспечить приспосабливаемость организации к новым условиям и удовлетворить растущие требования потребителей, обеспечив на этой основе свое развитие.
Управление качеством продукции является одним из аспектов управления деятельностью предприятия в целом. Для управления качеством прежде всего необходимо уметь измерять и оценивать его. Измерением качества товаров и услуг занимается квалиметрия.
Целью настоящей курсовой работы является закрепление знаний теории комплексной оценки качества и управление качеством, приобретение навыков решения задач, выбора систем показателей качества и разработки методики оценивания уровня качества оливкового майонеза.
В данной курсовой работе проведена комплексная оценка оливковых майонезов. Построен ранжированный ряд показателей качества пяти образцов майонезов, изготовленных на различных предприятиях.
Описание объекта оценки
Майонез – один из перспективных продуктов питания. Его применяют в качестве приправы к разнообразным кулинарным блюдам для повышения их питательности и облагораживания вкуса, что способствует возбуждению аппетита и улучшению пищеварения.
Майонез представляет собой эмульсию типа масло – вода, где дисперсионной средой является вода, а дисперсной фазой – масло.
Майонезы в зависимости от калорийности подразделяют на три вида: высококалорийные с массовой долей жира более 55 %, среднекалорийные, содержащие 40...55 % жира, и низкокалорийные – менее 40 % жира. По назначению и составу майонезы делят на столовые, с пряностями, с вкусовыми и желирующими добавками, диетические и для детского питания.
Майонезы обладают нежным кисловатым вкусом, хорошей вязкостью и консистенцией. Майонезы с пряностями имеют вкусовые свойства майонеза «Провансаль», но обогащены вкусом и запахом пряностей. Эти виды майонезов можно использовать в качестве приправы для салатов, овощных, рыбных и мясных блюд.
В качестве объекта оценки выбираем продукт – оливковый майонез.
Качество оливкового майонеза оценивается в соответствии с требованиями, приведенными в ГОСТ 30004.1-93 «Майонезы. Общие технические условия».
Описание технологического процесса производства майонеза
Для подробного изучения различных показателей качества исследуемого объекта необходимо рассмотреть технологию его производства.
Майонез представляет собой эмульсию типа масло - вода, где дисперсионной средой является вода, а дисперсной фазой – масло.
Сырьем для производства оливкового майонеза являются растительные рафинированные дезодорированные масла, сухое молоко, яичный порошок, сахар, соль, горчица и другие пищевые и вкусовые добавки.
При изготовлении майонеза используется в основном жидкое подсолнечное и оливковое масло, реже соевое и светлое хлопковое.
В качестве эмульгаторов применяют сухое молоко и яичный порошок, растительные фосфолипиды. Сухое молоко используют одновременно и как структурообразователь, белки молока в присутствии влаги способны к набуханию, а это помогает влагоудержанию и обеспечивает структурирующее действие на все компоненты, входящие в майонез.
Горчичный порошок – вкусовая добавка, а содержащиеся в нем белки также обеспечивают эмульгирование и структурообразование.
Соль придает вкус продукту и оказывает консервирующее действие; пищевая сода поддерживает определенный рН, благодаря чему улучшается процесс набухания белков молока.
Сахар – вкусовая добавка, уксусная кислота выполняет ту же функцию и, кроме того, повышает бактерицидные свойства майонеза. Фосфатный кукурузный крахмал (сложный эфир крахмала и фосфорной кислоты) используют как структурообразователь и стабилизатор низкоконцентрированных майонезов.
Вода при производстве майонеза необходима для растворения соли и сахара, для растворения и набухания белков молока и других рецептурных компонентов.
Яичный порошок используют в порошкообразном виде, он не должен иметь посторонних запаха и привкуса. Горчичный порошок должен быть сухим, обладать острым запахом аллилового масла и не темнеть. В горчичной пасте не должно ощущаться затхлости и не свойственной свежей горчице горечи, прелости.
Производство оливкового майонеза можно разделить на следующие стадии и операции:
– подготовка сухих и жидких компонентов;
– дозирование компонентов и приготовление фаз;
– дозирование фаз;
– температурная обработка фаз;
– предварительное эмульгирование;
– получение готового майонеза;
– фасование майонеза;
– упаковка в ящики;
– транспортирование на склад и хранение готовой продукции.
Линия производства оливкового майонеза начинается с комплекса оборудования для подготовки сухих и жидких компонентов, включающего емкости и насосы. Далее по ходу технологического процесса предусмотрены комплексы для приготовления и дозирования фаз, содержащие счетчики, теплообменники, емкости, насосы и гомогенизаторы.
Следующий комплекс предназначен для температурной обработки и предварительного эмульгирования, в состав которого входят теплообменники, насосы-дозаторы и эмульгаторы.
Ведущим является комплекс оборудования для получения готового майонеза, который содержит емкости и насосы-дозаторы.
В завершающий комплекс входит оборудование для фасования майонеза и укладки его в ящики.
В емкость Е1 поступает рафинированное дезодорированное растительное масло. Просеянные сухие компоненты (яичный порошок, сухое обезжиренное молоко, горчичный порошок, сахарный песок, соль, сода пищевая) взвешиваются на весах в соответствии с распределением рецептурного набора по фазам и направляются в емкости Е3 и Е; для приготовления фаз 1 и 3.
Фаза 1 – суспензия яичного порошка в растительном масле – яичный порошок смешивается с растительным маслом, подаваемым через счетчик объема, при температуре 65 ± 2 °С. Фаза 2 – 10 %-ный раствор уксусной кислоты, который готовят смешиванием 80 %-ной уксусной кислоты и воды. Фаза 3 – растительное масло, сухое обезжиренное молоко, горчичный порошок и сода – все компоненты смешивают при 20±5 °С и частоте вращения мешалки 0,83 с-1. После образования гомогенной суспензии подают воду, сахарный песок и соль.
Для приготовления фазы 1 из емкости Е1 насосом Н1 через счетчик объема СО1 и теплообменник ТП1 подается в емкость Е3 растительное масло температурой (65±2) °С и загружается яичный порошок, происходит перемешивание и пастеризация фазы 1. Далее фаза 1 поступает в распределительную емкость ЕР2, из которой насосом-дозатором НД1 направляется на охлаждение до (15±5) °С в охлаждающий цилиндр комбинатора-теплообменника КТ1 и далее в комбинатор-эмульсатор (гомогенизатор) КЭ1.
В емкость Е4 для приготовления фазы 3 из емкости Е1 насосом Н1 через счетчик объема СО1 перекачивается растительное масло и подаются предварительно взвешенные сухое обезжиренное молоко, горчичный порошок и сода. Затем подается вода вводятся остальные сухие компоненты (сахарный песок и соль). После перемешивания фаза 3 направляется в распределительную емкость ЕР4, откуда насосом-дозатором НД1 – на пастеризацию в нагревательный цилиндр комбинатора-теплообменника КТ1. Пастеризация производится при (82±2) °С с выдержкой при этой температуре в течение 6 мин. Затем во втором охлаждающем цилиндре комбинатора-теплообменника КТ1 фаза 3 охлаждается до (15±5) °С.
Давление на выходе из охлаждающих цилиндров должно быть
0,15...0,20 МПа. Из комбинатора-теплообменника фаза 3 направляется в комбинатор-эмульгатор КЭ1.
Фазу 2 – 10 %-ный раствор уксусной кислоты – готовят в баке Е2.
Растительное масло (фаза 2) через пластинчатый теплообменник ТП1 и распределительную емкость ЕП1 насосом-дозатором НД1 подается в комбинатор-эмульсатор КЭ1. Образующаяся в нем предварительная эмульсия направляется в роторный гомогенизатор Г1, где смешивается с 10 %-ным раствором уксусной кислоты (фаза 2), подаваемым насосом-дозатором НД1 из емкости ЕП3. Майонезная эмульсия обрабатывается в роторном гомогенизаторе Г1 путем продавливания через зазор между статором и ротором (от 0,1 до 1,5 мм) при частоте вращения вала ротора 13,3...15,0 с-1.
Готовый майонез после гомогенизатора Г1 поступает в емкость Е5, откуда винтовым насосом НВ1 подается в дозатор фасовочной машины МФ1, которая разливает майонез в стаканчики из ПВХ вместимостью 250 г. Из фасовочной машины стаканчики с майонезом направляются на взвешивания на весы В1. После взвешивания стаканчики, удовлетворяющие по весу требованиям стандарта направляются в машину МУ1 для укладки в ящики из гофрированного картона. Машина укладывает по 4 стаканчика сверху в 3 ряда и 3 слоя (36 шт.) в каждый ящик. Обандероленные ящики направляются на склад, где готовая продукция хранится до отправления потребителю при температуре 0...18 °С и относительной влажности воздуха не более 76 %. Стаканчики с майонезом, не прошедшие весовой контроль направляюся в фасовочную машину.
Блок-схема процесса производства майонеза представлена на рисунке 1.
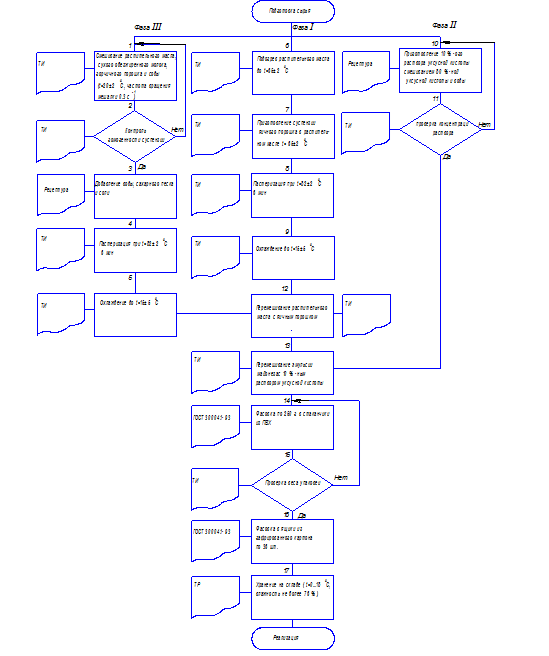

Рисунок1 - Блок-схема производства майонеза
Жизненный цикл продукции
Качество продукции не может быть гарантированно только путем контроля её в процессе производства и контроля готовой продукции, оно обеспечиваться гораздо раньше, в процессе изучения требований рынка, на стадии проективных и конструкторских разработок, при выборе поставщиком сырья и материалов и комплектующих изделий на всех стадиях производства, при реализации продукции, её техническом обслуживании в процессе эксплуатации и утилизации после использования. Такой комплексный подход обеспечивает создание замкнутого процесса, который начинается с определения потребностей рынка и включает в себя все стадии жизненного цикла продукции. В соответствии со стандартами ИСО 9000, жизненный цикл продукции включает 11 этапов, для пищевых продуктов характерными являются 10 (рисунок 2).
Рассмотрим жизненный цикл оливкового майонеза.
Первым этапом жизненного цикла оливкового майонеза является маркетинг, поиск и изучения рынка. На этом этапе оценивается максимальная ценность для потребителя, что позволяет оптимально планировать финансовые средства и ресурсы производителя для обеспечения минимальной стоимости продукта для потребителя и производителя при максимальном учете требований потребителя.
Насколько качественно будет выполнено планирование, на столько меньше будет издержки производства на корректировку качества на последующих этапах, возрастающих на порядок по мере перехода от одного этапа к последующему.
Качество проектирования оливкового майонеза зависит от качества цели. Требование делать правильные вещи с минимальными затратами означает разработку такой конструктивно-технологической и нормативной документации, которая позволит организовать процесс производства оливкового майонеза с максимальной ценностью его параметров качества для потребителей и минимальной его стоимостью как для потребителей так и для изготовителя за счет минимизации издержек на исправления брака.
Качество разработок будет тем выше, чем меньше корректировок оно будет претерпевать в результате последующего сравнивания ценностей реального продукта и ожиданий потребителя. Поэтому роль этапа разработки в максимизации ценности продукта для потребителя и оптимальной минимизации затрат на его последующее обеспечение, а следовательно, и на минимизацию стоимости качественного продукта необычайно велика.
В результате проектирования разрабатывается не только проект оливкового майонеза с ожидаемой ценностью, но и вся необходимая конструкторско-технологическая и нормативная документация для процесса его производства.
Для оливкового майонеза используется ГОСТ 3004.1-93 «Майонезы. Общие технические условия».
Третий этап жизненного цикла оливкового майонеза - материально-техническое снабжение. Он заключается в разработке требований к сырью и материалам, которое используется при производстве продукции, так как из низкокачественного сырья проблематично получить высококачественный продукт при минимальных затратах. На этом этапе происходит изучение различных поставщиков и условий поставок сырья и материалов, необходимых для производства оливкового майонеза.
Четвертым этапом жизненного цикла оливкового майонеза является процесс подготовки и разработки производственных процессов. В процессе подготовки и разработка производственных процессов особое внимание следует уделять как технологической части производственного процесса, так и метрологической подготовки производства, ведь не верные сведения о параметрах технологического процесса могут получаться из-за не точности измерения параметров этого процесса. Также следует уделять внимание подбору персонала.
Следующий этап жизненного цикла заключается в непосредственном производстве оливкового майонеза по определенной технологии и рецептуре с использованием основных компонентов: растительные рафинированные дезодорированные масла, сухое молоко, яичный порошок, сахар, соль, горчица.
Шестой этап заключается в проведении контроля и испытаний оливкового майонеза. Качество оливкового майонеза определения по органолептическим и физико-химическим показателям. Показателями качества оливкового майонеза являются: вкус, цвет, запах, внешний вид и консистенция, массовая доля жира, массовая доля влаги, кислотность.
Испытания и контроль майонезов проводится по ГОСТ 30004.2.
Седьмым этапом жизненного цикла оливкового майонеза является упаковка и хранение. Оливковые айонезы упаковывают в:
- тубы из алюминия, покрытые внутри пищевым лаком, или в тубы из других материалов, разрешенных органами государственного санитарно-эпидемиологического надзора — по нормативно-техническим документам, массой нетто 50—250 г;
- бумажные пакеты с полимерным покрытием, в пакеты - массой нетто 35 - 250 г; массой нетто 251 - 500 г - по согласованию с потребителем.
Отклонения массы нетто, %, не должно быть более:
3,0 г - при фасовании до 100 г;
2,0 г - при фасовании от 100 до 650 г включ.;
1,5 г - при фасовании св. 650 г до 3 кг включ.;
0,5 г - при фасовании св. 3 до 10 кг включ.
Стаканчики из полимерных материалов укупоривают соответствующим способом, обеспечивающим сохранность продукта — фольгой, покрытой термосваривающимся лаком, полимерными пленками или крышками из полимерных материалов, разрешенных органами государственного санитарно-эпидемиологического надзора.
Майонезы хранятся у изготовителя и потребителя в складских, торговых охлаждаемых помещениях или холодильниках при циркуляции воздуха, при температуре не ниже 0 °С и не выше 18 °С, при относительной влажности воздуха не более 75 %. Не допускается хранение майонезов на прямом солнечном свету. Ящики с майонезами при хранении должны быть уложены на поддоны при механизированной укладке, при немеханизированной — на поддоны, рейки или решетки (подтоварники) штабелями для свободной циркуляции воздуха. При хранении майонезов в ящиках из гофрированного картона на поддонах должно быть уложено по высоте не более 5 ящиков; при немеханизированной укладке — не более чем 6 ящиков. Деревянные ящики укладывают в штабели в вертикальном положении — не более 8 ящиков.
Маркировка майонеза включает следующие требования:
- товарного знака;
- наименования предприятия-изготовителя, его адреса;
- наименования майонеза;
- даты выработки;
- сроков и температур хранения майонеза;
- массы нетто;
- калорийности 100 г майонеза, ккал;
- содержания жира в 100 г майонеза, г;
- обозначения стандарта.
Восьмым этапом жизненного цикла оливкового майонеза является реализация и распределение. Майонезы транспортируют всеми видами крытого транспорта в соответствии с правилами перевозок скоропортящегося груза, действующими на соответствующем виде транспорта, при температуре не ниже 0 и не выше 18 °С.
Транспортирование майонезов пакетами проводится в соответствии с требованиями ГОСТ 26663.
При температуре окружающего воздуха не ниже 0 °С допускается транспортирование майонеза в открытых автомашинах с обязательным укрытием транспортной тары чистым брезентом или другими материалами.
Девятый этап жизненного цикла оливкового майонеза – потребление готового продукта. Этот этап заключается в непосредственном употреблении оливкового майонеза в различном виде для удовлетворения физиологических потребностей человека.
Завершающим этапом жизненного цикла оливкового майонеза является утилизация упаковки после использования продукта.
Жизненный цикл оливкового майонеза представлен на рисунке 2.
Рисунок 2 – Этапы жизненного цикла оливкового майонеза
Дата: 2019-11-01, просмотров: 517.