На участке разборки электроремонтного цеха устанавливают неисправности в статорных обмотках машин переменного тока, характер и объем ремонта: результаты заносят в ведомость. В табл. 3-3 указано, какой ремонт необходим в зависимости от неисправности и причины, вызвавшей эту неисправность.
Вопросы частичного ремонта или полной перемотки решают в зависимости от размеров повреждения, состояния неповрежденной части обмотки и возможности остановки агрегата. В некоторых случаях (при большом числе катушек на фазу) удается добиться пуска машины выключением пробитых или замкнутых статорных катушек (лобовые части этих катушек должны быть разрезаны во избежание появления тока в короткозамк-нутых витках).
Понижение сопротивления изоляции на корпус определяют путем измерения его мегомметром (меггером) или вольтметром. Если есть доска зажимов, то изме-

Таблица 3-3
Неисправности обмоток машин переменного тока
| Неисправность | Причина | Ремонт | |
| 1 | Понижение сопротивле- | Попадание влаги | Сушка, очистка, пропитка |
| ния изоляции | Загрязнение неизолированных мест | ||
| Повреждение изоляции выводов и | Переизолировка выводов и зажимов. | ||
| коробки зажимов | |||
| 2 | Пробой изоляции: | ||
| а) на корпус («зем- | Механические повреждения при из- | ||
| ля») | готовлении, укладке, эксплуатации. | ||
| Дефекты изготовления | Замена поврежденных секций (катушек) Устранить замыкание и выправить зубцы Полная перемотка. Кроме того, для | ||
| б) между витками («витковое») в) между фазами | Распушение зубцов стали статора | ||
| Старение изоляции из-за длитель- | |||
| («фазное») | ного срока службы или недопустимого | создания нормальных условий работы: | |
| перегрева (перегрузка, плохая вентиля- | усиление нагревостойкости или снижение | ||
| ция и т. д.) | температуры обмотки (снижение нагруз- | ||
| ки, усиление вентиляции) | |||
| Механическое разрушение электро- | Проверка и снижение кратности пу- | ||
| магнитными усилиями при пуске, тор- | скового и тормозного тока. Проверка | ||
| можении и т. д. | защиты | ||
| Химические разрушения от действия | Покрытие обмотки лаками соответст- | ||
| масел, щелочей, воды | вующих качеств (маслостойкость, кис- | ||
| лотостойкость) | |||
| Для увеличения влагостойкости — | |||
| компаундировка или многократная про- | |||
| питка | |||
Продолжение табл 3-3
| Неисправность | Причина | Ремонт | |
| 3 | Распайка соединений или проводников | Перегрузка током при пуске | Пайка твердым припоем |
| 4 | Обрыв | Плохая пайка | Перепайка |
| Распайка соединений, механическое разрушение | Перепайка | ||
| 5 | Механическое разрушение | Проседание и задевание ротора о статор | Частичная или полная перемотка. Проверка зазора, ремонт подшипников Распиловка и чистка поврежденных частей сердечника |
| 6 | Неправильные соединения секций (катушек) | Ошибки при перемотке | Восстановление правильной схем» соединений |
рять нужно до и после отсоединения выводных концов статора от зажимов. Тем самым проверяется исправность изоляции зажимов.
Если меггомметр показывает нулевое сопротивление, то очевидно, что имеет место пробой изоляции на корпус. Для нахождения места повреждения обмотку разъединяют на отдельные фазы, а эти последние на отдельные участки и мегомметром или на «лампочку» устанавливают, в каком из участков имеет место повреждение. Для дальнейшего уточнения места заземления можно прибегнуть к прожиганию изоляции значительным током до появления дыма, показывающего место повреждения. Делается это следующим образом: к концу поврежденного участка обмотки и корпусу подводят напряжение сети, ток регулируют дополнительным сопротивлением реостата или мощной лампы, включенными последовательно в контур тока. Однако в некоторых случаях (металлическое короткое из-за расплавления меди секций вольтовой дугой при пробое) этот способ не дает результатов.
У небольших машин следует зажечь через заземленное место лампочку (120—220 в), после чего ударами молотка через деревянную колодку осадить в осевом направлении все статорные зубцы по очереди с обеих сторон. Погасание лампочки, т. е. исчезновение заземления, укажет на место повреждения изоляции у выхода из определенного паза.
Метод поочередной распайки обмотки на отдельные катушки и проверка каждой из них для машин с большим числом катушек практически неприемлем. В этом случае может быть применен магнитный метод. Ток (переменный или постоянный) подводится к концу неисправной фазы (или к началу этой фазы) и к корпусу машины. Тонкой стальной пластинкой (щупом) проводят по пазам неисправной фазы, начиная от включенного конца. Так как ток идет по катушкам фазы только до места, где произошло заземление (дальше он переходит на корпус), то в этом месте прекращается притяжение щупа к пазам. Для проверки обход щупом производят 2 раза — при включении тока в начало и в конец фазы. При пропускании переменного тока тонкий щуп притянется с легким жужжанием, что облегчит нахождение места заземления. Вывода ротора из статора при этом
не требуется. Найденную магнитным методом неисправную катушку отсоединяют от остальной обмотки и мегомметром проверяют правильность установленного места заземления. Этот же метод может быть применен для нахождения места замыкания между фазами. Вместо магнитного метода может быть применен также метод потенциометра (см. § 4-9).
Для асинхронных двигателей малой и средней мощностей межвитковое замыкание до разборки машины наиболее просто обнаружить по нагреву лобовой части
замкнутой катушки при холостом ходе или подключении статора к напряжению при разомкнутом роторе. При этом в поврежденной фазе протекает большой ток.
После разборки машины и разъединения параллельных цепей обмотки статора межвитковое замыкание в ней может быть обнаружено «магнитным башмаком» или измерением сопротивления катушек методом вольтметра — амперметра или двойным мостом (для катушек с небольшим числом витков).
Магнитным башмаком проверяется также отсутствие межвиткового замыкания во вновь изготовленной обмотке (до соединения параллельных цепей между собой). Принцип работы башмака виден на рис. 3-21. Башмак возбуждается током с частотой 500—1 000 гц *, что позволяет при небольшом магнитном потоке, возбуждаемом башмаком и проходящем через зубцы статора, получить достаточное напряжение между витками. Если катушка не имеет межвиткового замыкания, то при индуцировании ее магнитным башмаком ток в ней не возникает. Поэтому притяжения к зубцам статора, охватывающим ее вторую сторону, также не будет. Притяжение стальной пластинки к этим зубцам указывает на межвитковое замыкание.
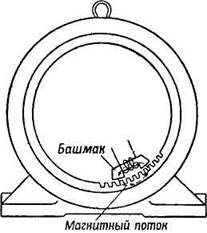
Рис. 3-21. Магнитный башмак для испытания обмоток.
* Генераторы с частотой 500 гц изготовляет завод «Электрик» См. также гл. 8
Для обнаружения межвиткового замыкания, кроме стальной пластинки, может применяться также неоновый указатель (индикатор) Он состоит из П образиого сердечника, набранного из тонких (0,5—0,35 мм) листав электротехнической стали с намотанной на него многоаитковой катушкой (1000—2 000 витков) из тонкой проволоки с изоляцией ПЭВ или ПЭЛШО Концы обмотай включаются на неоновую лампочку Расстояние между ножками сердечямка должно приблизительно соответствовать расстоянию между зубцами испытуемого статора (ротора, якоря)
Индикатор перемещается по зубцам так же, как указанная выше пластинка Если в пазу, охвтываемом ножками сердечника индикатора, есть короткозамкнутые витки, неоновая лампа загорается Чувствительность этого индикатора (как и способа с пластинкой) можно установить, подвергнув проверке магнитным башмаком необмотанный статор с заложенным в два паза замкнутым витком из проволоки с наименьшим употребляемым диаметром Увеличить чувствительность можно, увеличив число витков обмотки индикатора.
При наличии параллельных цепей в фазах обмотки статора индуктированное башмаком в секции напряжение вызовет ток. замыкающийся через параллельную цепь. Поэтому для проверки обмотки магнитным башмаком параллельные цепи ' должны быть разъединены.
Следует отметить, что в некоторых случаях повреждение обнаруживается только на нагретой обмотке
Распайка соединений может быть обнаружена по измерению сопротивлений фаз обмотки или по нагреву при пропускании постоянного тока.
Лучшими приборами для испытания межвитковой изоляции и обнаружения дефектов являются импульсные приборы (например, приборы С и СМ ВЭИ), состоящие в основном из генератора импульсов и индикатора, позволяющего обнаружить повреждение межвитковой изоляции и другие дефекты (неправильное число витков, неправильная схема соединений, неправильное сечение и др.). Генератор импульсов представляет собой конденсатор достаточно большой емкости, который заряжается от выпрямленного напряжения соответствующей величины и затем разряжается на испытуемую секцию, катушку, обмотку. (Испытуемые обмотки подключаются к конденсатору через управляемый газоразрядный прибор — тиратрон).
Запасенная в конденсаторе энергия при разряде образует быстро движущуюся волну напряжения, падающую на обмотку. Большая скорость движения волны
1 Не смешивать с параллельными проводниками
(порядка 50000 км/сек) обеспечивает возможность получения больших напряжений между соседними витками. Волна, как говорят, обладает крутым фронтом изменения напряжения. В особенности большие напряжения создаются на первых витках, по мере же продвижения волны в глубь обмотки напряжения между витками несколько уменьшаются.
Таким способом можно создавать напряжения до 1000 в на виток (аппарат С5 ВЭИ).
Для обнаружения дефектов обмотки применяется метод сравнения. Импульс напряжения при этом поочередно (с помощью соответствующих переключателей) прикладывается к двум одинаковым испытуемым секциям, катушкам, обмоткам, одинаковым частям обмотки. На индикатор в виде электронно-лучевой трубки подаются поочередно напряжения разряда каждой из обмоток. Если обмотки полностью одинаковы, на экране трубки видна одна кривая, если обмотки имеют отличая: из-за неправильного числа витков, схемы соединения, сечения, корожозамкнутых витков, —кривая на экране раздваивается. Напряжение на испытуемые обмотки подается с помощью щупов; испытываться могут как уложенные в пазы обмотки, так и отдельные катушки, секции.
При испытании межвитковой изоляции индикатор подключается к описанному выше П-образному сердечнику с обмоткой. Появляющийся при пробое межвитковой изоляции так наводит в обмотке сердечника э. д. с, отмечаемую индикатором.
Испытание отдельных секций при этом может производиться таким образом, что секция надевается на два сердечника разъемных электромагнитов. К обмотке одного (индуцирующего) электромагнита подводится ток от генератора импульсов, обмотка второго включается на индикатор. В секции индуцируется при этом необходимая э. д. с.
После укладки секций в пазы активной стали до их соединения по схеме испытание может производиться путем подведения с помощью щупов напряжения от генератора импульсов к отдельным секциям. На пазы, где лежит эта секция, ставятся ножки сердечника индикатора.
В случае, если испытанию подвергается готовая обмотка, напряжение в секциях индуцируется с помощью
описанного выше магнитного башмака, на обмотку которого включается генератор импульсов. Для обнаружения пробоя межвитковой изоляции применяется также П-образный сердечник с обмоткой, включенной на индикатор. Для удобства проведения и испытаний индуцирующий электромагнит (башмак) сердечник индикатора прикрепляются к одной рукоятке; один вблизи передней кромки активной стали, другой вблизи задней. С точки зрения техники безопасности, в особенности при испытании высоковольтных обмоток, метод индуцирования напряжения с помощью электромагнитов лучше метода включения через щупы.
Подготовка статора к перемотке заключается в удалении старой обмотки (или ее части) и очистке статора.
У машин с миканитовой изоляцией (при открытых пазах) для удаления секций обмотки без повреждения обмотку необходимо предварительно прогреть током или в печи до температуры 70—80° С. После удаления клиньев секции можно поднять, загоняя тонкий стальной клин между нижней и верхней секциями и между секцией и дном паза.
Для удаления всыпной обмотки в зависимости от пропиточного лака приходится прибегать либо к нагреву до 70—80° С (если применяются битумные лаки, см. § 5-7), либо к выжиганию лака при высокой температуре (если применяются смоляные цементирующие лаки см. § 5-7). Чтобы предохранить медь от окисления, отжиг желательно производить без доступа воздуха. После отжига провод может быть удален через прорезь паза.
При больших количествах ремонтируемых машин для удаления всыпных обмоток прибегают к разрезке лобовых частей с одной стороны статора и удалению разрезанных катушек с помощью специального вытяжного приспособления. После удаления обмотки пазы очищают от старой изоляции (вручную, стальными щетками, вращаемыми электродрелью, и т. п.), а также от поврежденной или имеющей следы старения изоляции обмот-кодержателей и других деталей. Если старою изоляцию пазов трудно снять, то статоры малых габаритов после снятия обмотки погружаются в горячее трансформаторное масло, размягчающее остатки изоляции.
Статоры или роторы крупных машин очищают затем тряпками, смоченными растворителем (бензин, четырех-
хлористый углерод). Статоры и роторы небольших машин, равно как и механические детали (щиты и т. п.), промывают в 2—3%-ном растворе каустика в воде при температуре 70—80° С. Раствор перемешива.ют с помощью сжатого воздуха. После такой промывки следует промывка в горячей воде, затем сушка.
В очищенном от грязи статоре нужно тщательно проверить состояние стальных пакетов, произвести зачистку пазов от заусенцев, подтяжку шпилек, стягивающих сердечник, и измерить мегомметром изоляцию этих шпилек. Пазы и торцовые части сердечника и нажимных шайб окрашивают лаком. Нажимные шайбы и пазы изолируют.
В процессе снятия старой обмотки необходимо составить обмоточную записку.
Обмоточная записка должна содержать следующие данные:
а) назначение машины, завод-изготовитель, тип, заводской номер;
б) число фаз, мощность, напряжение и ток; схема соединения фаз; число оборотов в, минуту, число пар полюсов;
в) внутренний и наружный диаметры статорного сердечника; длина стали, включая вентиляционные каналы, число каналов, ширина канала; число пазов; размеры паза, включая ширину прорези полузакрытого паза;
г) сечение меди обмотки, марка провода; число проводов в пазу; число параллельных проводов; шаг секций (катушек) по пазам; сопротивление секции (катушки); сопротивление фазы;
д) схема соединения обмоток (ом. § 3-7);
е) размеры и геометрическая форма секций (катушек). Средняя длина витков, секций (катушек);
ж) изоляция секции (катушки): изоляция прямой части, сгибов, выводов, наклонной наоги, головки и т. д.; примененный изоляционный материал и его размеры:
а) изоляция паза; размер и количество прокладок;
и) размер клиньев,
к) изоляция нажимной шайбы, обмоткодержатеяя и т. п.
СПОСОБЫ ВЫПОЛНЕНИЯ ОБМОТОК
Обмотки статоров в зависимости от формы паза, напряжения и мощности машины могут выполняться следующими способами:
1. Укладка секций (катушек) по одному проводнику через прорезь паза. Паз статора полузакрытый. Обмотка может быть двухслойной и однослойной. Этот способ выполнения широко распространен для машин малой и средней мощностей для напряжения до 500 в. Обмотка носит название «всыпной», «шаблонно-рассыпной», обмотки с «мягкими» секциями.
Такая обмотка допускает механизацию укладки с помощью специальных обмоточных станков (Л. 1], что весьма существенно для машин малой и средней мощности, выпускаемых в больших количествах.
2. Протяжка провода через пазы. Обмотка применялась для напряжения до 6 000 в при закрытых или полузакрытых пазах. Протяжной способ укладки обмотки весьма трудоемок, причем надежность изоляции обмотки для напряжения 3 000—6 000 в ниже, чем у шаблонной. Поэтому этот способ вытесняется всыпной и шаблонной обмотками.
3. Протяжка изолированных стержней в пазы (закрытые или полузакрытые) с последующей пайкой соединений между стержнями. Этот способ выполнения шинной обмотки широко распространен для роторов асинхронных двигателей. Изоляция пазовой части стержней должна быть достаточно хорошего качества, чтобы она не была повреждена при протяжке стержней'в пазы.
4. Укладка готовых секций в открытые пазы. Обмотка применяется для мощных машин при напряжении 500—3 000—6 000 в и выше. Предварительное изготовление катушек позволяет получить высококачественную изоляцию. Обмотка может быть двухслойной и однослойной и носит название «шаблонной».
Разновидностью этой обмотки является обмотка, вкладываемая (по частям) в полуоткрытый («сапожко-вый») паз через прорезь паза.
ВСЫПНАЯ ОБМОТКА
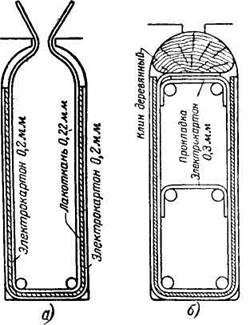
Изоляция паза статора и нажимных шайб показана на рис. 3-22 и 3-23. После укладки через прорезь паза всех проводников края коробочки, выступающие из паза наружу для защиты проводника от повреждения при укладке, срезаются ножом заподлицо с расточкой статора и загибаются (рис. 3-22,6).
Пазовая изоляция (коробочка) для машин нормального исполнения с изоляцией класса А изготовляется из двух слоев, электрокартона толщиной 0,1—0,3 мм, склеенных изоляционным лаком, с проложенной между ними лакотканью толщиной 0,1—0,2 мм. Для напряжений до 24 в коробочка состоит из одного слоя электрокартона толщиной 0,2—0,3 мм. Длину лакоткани следует брать на 15—20 мм больше, чем длину электрокартона, для
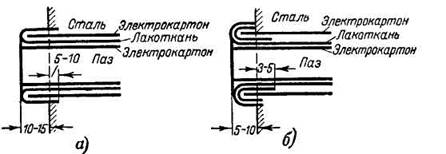
того чтобы иметь возможность завернуть ла-коткань на электрокартон, как показано на рис. 3-24. Подобная конструкция увеличивает влагостойкость изоляции, препятствуя понижению ее сопротивления под действием влаги.
Применение для изготовления коробочки плен-коэлектрокартона (гл. 2) позволяет уменьшить толщину пазовой изоляции, а замена внутреннего слоя электрокартона синтетической пленкой (лавсан) позволяет существенно увеличить механическую прочность пазовой изоляции и поднять ее нагревостойкость до класса Е. Для машин с повышенной влагостойкостью, а также для машин с изоляцией классов В, F, Н пазовая изоляция выполняется из стеклолакоткани и миканита.
Пазовая изоляция, как указывалось в гл. 2, должна выступать из стали на определенную длину, так называемый «вылет» (рис. 3-24).
Место выхода коробочки из паза является чрезвычайно ответственной частью изоляции, препятствующей повреждению изоляции обмотки при распушении зубцов. Для усиления этой части изоляции в некоторых конструкциях электриче-
Рис. 3-22. Укладка всыпной обмотки в пазы.
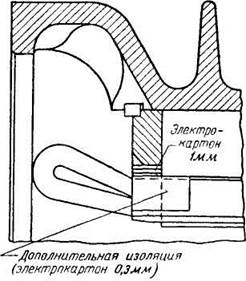
Рис. 3-23. Изоляция нажимной шайбы.
ских машин предусматривается уширение паза с края сердечника с закладкой U-образной скобочки из электрокартона (рис. 3-23). Большую роль при этом играют также изоляция крайних листов активной стали и изоляция шайбы.
Выступающая часть коробочки может опираться на изоляцию нажимной шайбы, как показано на рис. 3-23.
Рис. 3-24, Усиление изоляции вылета одинарным (а) и двойным (б) заворотом лакоткани.
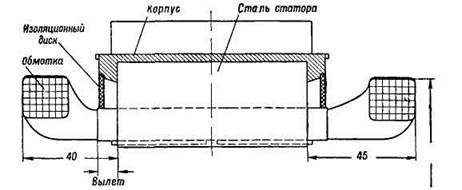
Другой способ поддержки выступающей изоляции показан на рис. 3-25, где с двух сторон пакета статора вставлены диски из пропитанного текстолита с открытыми пазами по числу пазов статора. Крайние листы ста-
Рис. 3-25. Поддержка вылета изоляционными дисками.
ли статора изолируют обычно листом электрокартона, закладываемого при прессовке пакета.
Для укладки подготавливаются катушки (секции), наматываемые на шаблоне.
Для уменьшения количества паек и соединений на статоре на шаблоне наматывают сразу число катушек, приходящееся на полюсную группу, а при числе полюсов,
равном 2, — на всю фазу. Намотанные на шаблоне катушки связывают лентой и в дальнейшем не изолируют. На выводные концы надевают изолирующий чулок. Размеры шаблона при ремонте определяют по размерам старой секции, причем благодаря мягкости секции должна быть точно выдержана не столько форма лобовой части, сколько длина витка. Поэтому для большин-
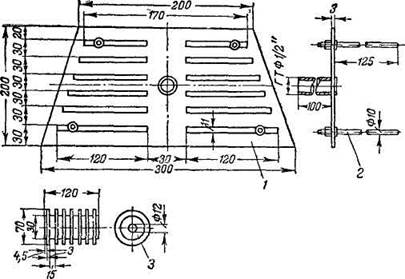
Рис. 3-26. Универсальный шаблон. 1— плита; 2—шпильки; 3 — ролик (из дереза, фибры, металла).
ства машин может применяться универсальный шаблон (рис. 3-26).
Если провод секции имеет большое сечение, то придание секции нужной формы при намотке «а шаблоны или при укладке становится затруднительным. В этом случае секцию наматывают на шаблонах в форме «лодочки» с последующей растяжкой (см. ниже).
Перед укладкой намотанные на шаблоне секции из провода с волокнистой изоляцией для повышения влагостойкости и склейки изоляции витков пропитывают лаком. Укладку нужно производить недосушенными секциями, так как засохший лак образует заусенцы и лишает секцию эластичности. Окончательную просушку обмотки ведут после окончания ремонта.
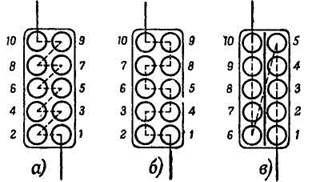
Укладку секций при двухслойной обмотке начинают с закладки нижних сторон в пазы, соответствующие шагу секции. Если, например, при 12 пазах на статоре шаг секции равен 6 (1—7), то сначала укладывают .нижние
стброны секции в пазы 1, 2, 3, 4, 5, 6. Вторые стороны этих секций остаются поднятыми, так как они будут в соответствующих по шагу пазах верхними и могут быть уложены только после укладки всей обмотки, т. е. последними. Секция, нижняя сторона которой будет уложена в паз 7, верхней стороной попадает в паз 1, в котором уже заложена нижняя сторона. Поэтому эта секция и последующие за ней могут быть уложены целиком (обе стороны) с загибанием пазовой изоляции и заклинены (рис. 3-22,6).
При необходимости замены одной катушки при ремонте необходимо поднять все катушки по шагу этой секции.
Лобовые части катушек разных фаз при укладке отделяют одну от другой прокладками из лакоткани.
Чтобы провода, заложенные в паз, не перекрещивались, их раздвигают пластинкой из фибры, которой проводят вдоль паза. Между нижней и верхней сторонами катушек в пазу кладут прокладку.
Прокладка должна быть несколько шире паза и иметь дугообразный выгиб, что после закладки верхней стороны секции и распрямления прокладки обеспечивает надежное разделение слоев. После укладки всех проводов края коробочки загибают, сверху кладут прокладку и в паз забивают клин (рис. 3-22,6).
При производстве обмоточных работ следует пользоваться инструментом, изображенным на рис. 3-27, обеспечивающим хорошее качество обмоточных работ и быстрое их выполнение. Фибровая пластина (р-ис. 3-27,а) служит для натягивания и укладки в паз верхних сторон секций.
Фибровый язык по рис. 3-27,6, конец которого проводится вдоль уложенных в паз проводников, служит для устранения перекрещиваний их.
Топорик из фибры по рис. 3-27,в применяется для осаживания проводов в пазу в процессе намотки.
Изображенный на рис. 3-27,г кож служит для быстрой подрезки краев пазовой коробочки заподлицо со сталью статора перед заворачиванием этих краев и закладкой клина.
Направляющая металлическая обойма со стальным вкладышем (рис. 3-27,(9) облегчает забивку клиньев в пазы, предупреждая их излом. Для этой цели, кроме
Рис. 3-27. Инструмент обмотчика.
а—фибровая пластина; б—фибровый язык; в—топорик; г—нож; д—приспособление для заколачивания клиньев; е—обратный клин; эк—выколотка.
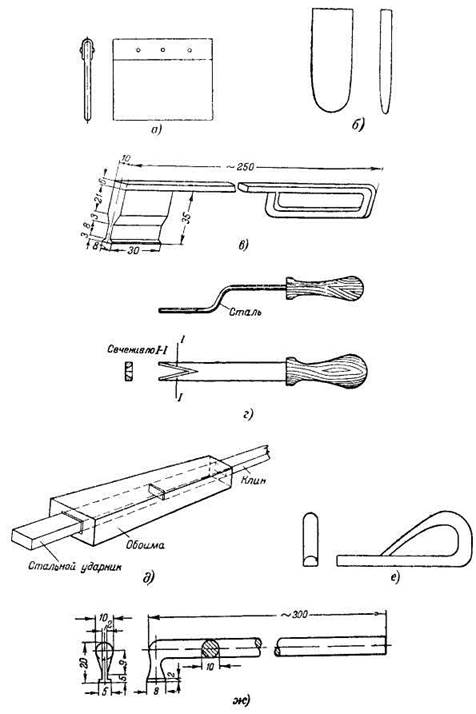
того, применяется металлический обратный клин (рис. 3-27,е), вставляемый с противоположной забиваемому в паз стороны. Выколотка по рис. 3-27,дас облегчает вытаскивание клиньев из пазов.
Кроме того, обмотчику следует иметь проволочные крючки для протаскивания ленты и пинцет из стальной полоски с заостренными краями для очистки изоляции проводов.
После укладки секций до соединения их между собой производятся испытания изоляции между витками и относительно корпуса (см. § 8-12). Затем производится соединение секций (временное), после чего следует проверить правильность соединения при помощи компаса при питании обмоток фаз поочередно небольшим током, например от аккумуляторов. При правильном соединении компас, проведенный вдоль окружности расточки статора, отметит поворотом стрелки требующееся число пар полюсов, на каждый из которых должно приходиться равное число пазов.
При небольшом сечении проводов соединение наиболее просто производится сваркой. К зачищенным и скрученным концам прикасаются металлическим электродом, а к концу скрутки — угольным. Электрической дугой конец скрутки оплавляется в небольшой шарик. Этот метод дает наиболее надежное соединение (требуемое напряжение 50—60 в, мощность 500 вт). После изолировки мест соединения статор поступает на пропитку.
Статоры малых машин (до 1 кет) с двухслойной обмоткой обматываются способом, отличным от описанных выше. Первые секции обмотки этих статоров закладывают сразу обеими сторонами, так как если оставить вторые стороны секций незаложенными, то при малых диаметрах расточки статора дальнейшая укладка обмотки становится невозможной. Поэтому первые секции (число их равно шагу секций по пазам) закладывают обеими сторонами на дно пазов. Далее следуют секции, укладываемые одной стороной на дно, а второй — наверх паза. Последние секции лежат обеими сторонами вверху паза. Некоторая несимметрия этой обмотки практически допустима.
Обмотка выполняется заранее намотанными секциями или непосредственно вручную.
Рис, 3-28. Обмотка по способу „мотка".
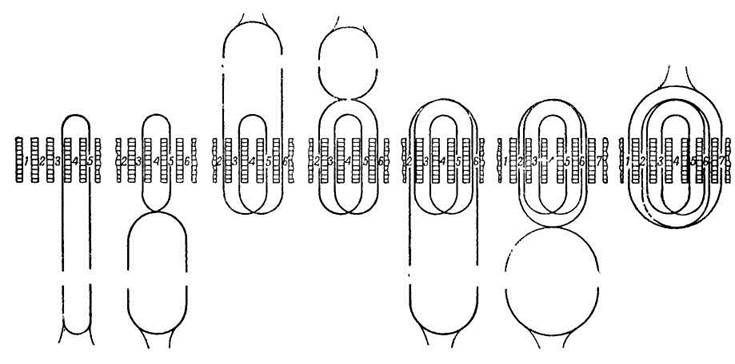
Однослойная обмотка малых статоров с концентрическими катушками, распространенная в малых однофазных двигателях, выполняется часто по способу «мотка». Этот способ, как видно из рис. 3-28, заключается в последовательном переворачивании и укладке через прорезь паза по частям длинной катушки (мотка), содержащей требуемое число витков.
ПРОТЯЖНАЯ ОБМОТКА
Обмотку выполняют протяжкой провода через пазы. Изоляцию паза выполняют в виде гильзы. Для машин с напряжением до 500 в с изоляцией класса А гильза состоит из электрокартона и лакоткани Толщина стенки 1 мм при 500 в и 0,6 мм при 380 в. Для машин с напряжением 3 300—б 600 в и для машин с изоляцией класса В применяются прессованные миканитовые гильзы. Толщина стенки 1,8 мм при 3 300 в, 2,5 мм при 6 600 в.
Обмотка может выполняться из круглого провода (ПБД, ПСД) или из провода прямоугольного сечения, дающего лучшее заполнение паза. Для сечений больше 16 мм2 применяется многожильный провод прямоугольного сечения (марок ЛВОО и ЛВДО), облегчающий протяжку и укладку лобовой части.
Пазы, в которые должна лечь сторона наматываемой катушки, заполняются стальными шлифованными спицами, диаметр которых равен диаметру провода с изоляцией плюс 0,05—0,1 мм. При намотке проводом прямоугольного сечения паз заполняется деревянными брусками по размеру провода. Отмеряют кусок провода длиной, необходимой для намотки одной катушки. Если эта длина получается слишком большой, то для ускорения намотки берут половину длины (с последующей пайкой) . Работу ведут два обмотчика, находящиеся по обе стороны статора. Первый обмотчик, находящийся со стороны, где будут произведены соединения между катушками и переходы из слоя в слой катушки (обычно сторона контактных колец — передняя), зачищает изоляцию провода на длину, несколько большую длины активной стали, и, вынув спицу № 1 в первом пазу, пропускает конец провода на заднюю сторону. Второй обмотчик принимает конец и протягивает провод на свою сторону. Провод должен быть предварительно натерт парафином
или тальком. Протянутый провод укладывается в круг в специальный ящик, после чего второй обмотчик вынимает спицу № 1 следующего паза и просовывает конец провода первому обмотчику. Тот вытягивает его на свою сторону, также укладывая провод в круг.
Порядок дальнейшей намотки связан с напряжением между витками и формой головки катушки. Желателен такой порядок намотки, который дает наименьшие на-
Рис, 3-29. Порядок намотки.
пряжения между соседними витками. Этому требованию удовлетворяет поперечная зигзагообразная последовательность укладки (рис. 3-29,а). Поперечная укладка по рис. 3-29,6 дает большие напряжения, так как рядом окажутся витки / и 4, в то время как при первой укладке рядом лежат витки 1 и 3. Продольная укладка по рис. 3-29,s дает еще более высокие напряжения и допускается у машин высокого напряжения при наличии прокладки между слоями. Для машин с напряжением между витками более 25 в прокладки между слоями кладутся при любом порядке укладки.
После укладки первого слоя (горизонтального при поперечной и вертикального при продольной укладке) первый обмотчик делает переход во второй слой. Переход тщательно изолируется лакотканью.
Для укладки лобовой части катушек применяются шаблоны (рис. 3-30). Шаблоны применяются для намотки нижних (отогнутых) катушек (а) и верхних (прямых) катушек (б).
При частичном ремонте — замене одной-двух катушек— применяются упрощенные шаблоны в виде кулач-
ков (г), хвостовая часть которых вставляется в свободные пазы, соседние с обматываемыми.
Обычно в соответствии с числом пазов на полюс — фазу катушечные группы состоят из нескольких катушек, лежащих одна внутри другой Первой наматывают
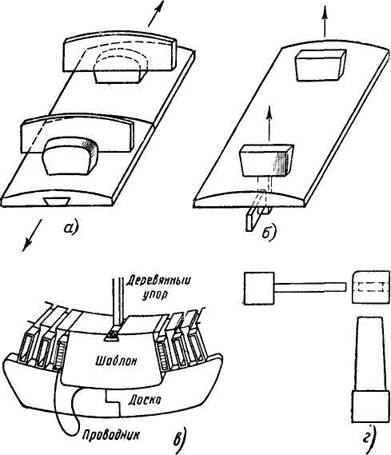
Рис. 3-30. Шаблоны для обмотки впрэтяжку.
внутреннюю катушку, лобовую часть которой наматывают по шаблону, а для намотки остальных катушек на намотанную лобовую часть ставят дистанционные прокладки из электрокартона. После укладки последующей лобовой части прокладки вынимаются, образуя расстояние для изоляции, крепления и вентиляции головок. При намотке головок и выполнении соединений должны быть выдержаны расстояния, указанные в табл. 3-4 и на рис. 3-31. Изоляция головок показана на рис. 3-32. Для
машин до 500 в эта изоляция производится киперной лентой вполуперекрытие.
Каждую катушку группы обматывают лентой, начиная от торца сердечника (обматывая выступающую часть гильзы) до конца колена. Середину головок группы обматывают общей киперной лентой. Конец ленты приши-
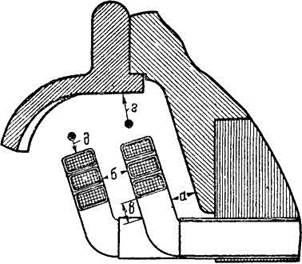
Рис. 3-ЗК Изоляционные расстояния
вают к головке. Переходы между катушками, случайные пайки в головках, начало и конец группы, межгрупповые соединения изолируют вполуперекрытие одним слоем лакоткани и одним слоем киперной ленты.
Для напряжения 1000—6 600 в изоляция головок показана на рис. 3-33. В зависимости от напряжения головку катушки разбивают на отдельные пучки, изолиро-
Таблица 3-4 Минимальные изоляционные расстояния
| Напряжение, в | Расстояние, | мм | Примечание | |||
| А | Б | в | Г | Д | ||
| 0-500 500-1 000 3 000—3 000 6 000—6 600 | 10 12 18—25 32—45 | 8 10 16 25 | 3 I 10 | 5 5 10 15 | осл 1 1 | Расстояния см. рис. 3-24 |
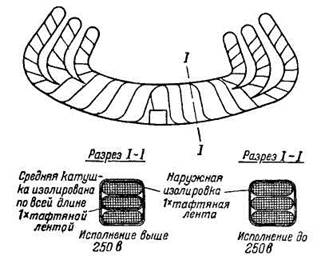
Рис. 3-32. Изоляция лобовых частей на 250 в.
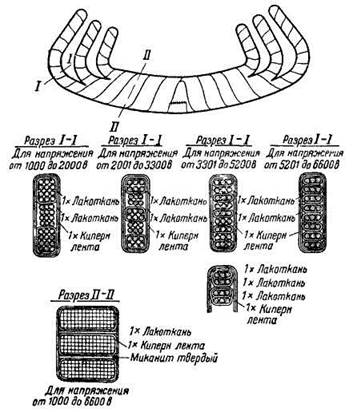
Рис. 3-33. Изоляция лобовых частей на 1 000—6 600 в
ванные одним слоем лакоткани вполуперекрытие. Обычно количество пучков соответствует количеству слоев проводников, отделенных прокладкой в пазу. Головку катушки в целом изолируют лакотканью вполуперекрытие (один слой при напряжении 1000—3 000 в и два слоя при напряжении 3 300—6 600 в). Изолируют по всей длине головки с заходом на гильзу. Поверх лакоткани от торца сердечника до конца колена кладут киперную ленту. Середину головки группы изолируют общей ки-перной лентой. Переходы между катушками, случайные пайки изолируют лакотканью (один слой при напряжении 1 000—3 300 в, два слоя при 3 300—6 600 е) и одним слоем киперной ленты. Начало и конец группы изолируют лакотканью (один слой при 1 000—2 000 в, два слоя при 2 000—3 000 в, три слоя при 3 300—6 600 в) и одним слоем киперной ленты. Изолировка соединений между группами производится в соответствии с табл. 3-5.
Таблица 3-5
Дата: 2019-11-01, просмотров: 415.