В с танках шестой (фрезерной) группы (по классификации ЭНИМС) инструмент имеет вращательное движение резания, а движения подачи чаще всего получает заготовка, закрепленная на столе или барабане станка. Станки имеют много разновидностей: вертикальные и горизонтальные консольные, непрерывные, копировальные, бесконсольные вертикальные, широкоуниверсальные, продольные и др. Обычные фрезерные станки предназначены для работы насадными, торцовыми, концевыми и другими фрезами при обработке плоскостей, пазов, канавок и т. п.
Станки предназначены для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов. Высокая жесткость станков позволяет применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Большая мощность привода главного движения и тяговое усилие продольной подачи стола позволяют производить за один проход обработку широких горизонтальных поверхностей набором цилиндрических или фасонных фрез, установленных на горизонтальной оправке.
Рис.1.1 Горизонтально-фрезерный станок 6Т82
Станки моделей 6Т82 и 6Т83 оснащены столом, поворачивающимся вокруг вертикальной оси на угол ±45њ, что обеспечивает возможность нарезания косозубых зубчатых колес, червяков и других деталей, имеющих обрабатываемую поверхность в виде спирали.
Горизонтально-фрезерные консольные станки отличаются наличием консоли и горизонтальным расположением шпинделя при обработке цилиндрическими, угловыми и фасонными фрезами плоских и фасонных поверхностей заготовок из различных материалов. Могут также использоваться торцовые и концевые фрезы. Универсальные станки этого вида отличаются тем, что их стол может поворачиваться относительно вертикальной оси ±45°, что позволяет вести обработку винтовых канавок на цилиндрических поверхностях с использованием делительной головки. Столы этих станков имеют размер от 160 х 630 мм (мод. 6Н80Г) до 400 х 1600 мм (мод. 6М83) и имеют продольные Т-образные пазы для установки различных приспособлений. Ширина этих пазов обычно 14—28 мм. Этот размер следует учитывать при подборе или конструировании приспособления.
Станки фрезерной группы включают металлорежущее оборудование, предназначенное для обработки конкретных заготовок или видов поверхностей: резьбофрезерные, шпоночно-фрезерные, шлицефрезерные, а также станки для обработки шлицев корончатых гаек, канавок спиральных и центровочных сверл, канавок шпоночных и дисковых фрез, плоскостей слитков и т. д.
Основные узлы и рабочие движения консольных станков . Консольные фрезерные станки отличаются от бесконсольных устройством механизма вертикальной подачи: консоль, несущая стол станка, имеет возможность вертикального перемещения. У бесконсольных станков вертикальную подачу совершает шпиндельная бабка. Исследования показывают более высокую точность бесконсольных (горизонтальных и вертикальных) станков. Для повышения точности станков консольного типа применяют специальные поддержки скрепляющие консоль с хоботом станка.
Универсально-фрезерный консольный станок мод. 6Р82, показанный на рис. 2, предназначен для фрезерования заготовок из стали, чугуна и цветных металлов твердосплавными и быстрорежущими фрезами. Шпиндель 5 станка расположен горизонтально. Станок имеет электродвигатель 3 привода вращения шпинделя с фрезой и электродвигатель подачи 13.
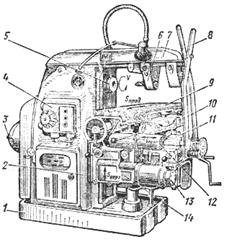
Рис.1.2 Горизонтально-фрезерный станок 6Р82
Изменение частоты вращения шпинделя посредством коробки скоростей 4, расположенной внутри станины 2, и величины подачи стола с помощью коробки подач 14, находящейся внутри консоли 11 станка, осуществляется преселективно, т, е. поворотом лимба без прохождения промежуточных ступеней. Стол перемещается в трех взаимно перпендикулярных направлениях с рабочими подачами Sпрод, Sпоп, sb и ускоренно. Стол 9 универсального станка может поворачиваться относительно вертикальной оси, что позволяет обрабатывать винтовые канавки сверл, червяков и т. п. Станок покоится на фундаментной плите 1. Стол перемещается в направляющих поворотной плиты 10, расположенной на поперечных салазках 12. Оправка с фрезой поддерживается подвесками 6, перемещаемыми на хоботе 7 станка.
Особенности привода
Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных и установочных перемещений инструментов и заготовки. Их делят на приводы главного движения – скорости резания и приводы подач – координатных перемещений и вспомогательных перемещений. К каждому виду привода, с учетом служебного назначения станка, предъявляют свои требования по передаче силы, обеспечению постоянства скорости, ее изменения и настройки, точности перемещения и погрешности позиционирования узла, быстродействию, надежности, стоимости, габаритным размерам.
В данном курсовом проекте будет рассматриваться привод главного движения с бесступенчатым регулированием. Основными достоинствами привода с бесступенчатым регулированием является повышение производительности обработки за счет точной настройки оптимальной по режимам резания скорости, возможность плавного перемещения скорости во время работы, простота автоматизации процесса переключения скоростей. Для бесступенчатого изменения скорости применяют регулируемые двигатели.
Для бесступенчатого регулирования скорости применяют двигатели постоянного тока с тиристорной системой управления. Эти двигатели применяют в станках с ЧПУ, большинство многооперационных станков оснащают такими двигателями.
В приводе главного движения применяют регулируемые за счет изменения частоты тока асинхронные электродвигатели. Эти двигатели обладают высокой надежностью, жесткой характеристикой и обеспечивают регулирование с постоянной мощностью во всем диапазоне.
Дата: 2019-07-31, просмотров: 413.