КУРСОВИЙ ПРОЕКТ
По предмету: "Металообрабатывающее оборудование"
На тему: "Расчет коробки подач горизонально-фрезерного верстата"
Исполнитель
Студент гр. МВС-03а Горбатов А.С.
Консультант ГусевВ.В.
Нормо контролер Гусев В.В.
Донецьк 2007
РЕФЕРАТ
Курсовой проект: с., табл., рис., источников, приложения.
Объект исследования – коробка подач горизонтально – фрезерного станка.
В курсовом проекте выбран электродвигатель, определены передаточные отношения каждой ступени коробки, а также мощности, крутящие моменты, частоты вращения каждого вала. Рассчитаны модули для каждой передачи. Определены основные размеры зубчатых колёс. Спроектированы передачи и проведён расчёт наиболее нагружённого вала. Выбрана система смазки и смазочный материал деталей станка. Выбраны электромагнитные муфты и подшипники качения, а также выбраны и рассчитаны шпоночные соединения. Выполнены чертежи развёртки и свёртки коробки подач, общего вида горизонтально – фрезерного станка, кинематическая схема и график частот вращения.
СТАНОК, ВАЛ, ПОДШИПНИК, КОРОБКА ПОДАЧ, ЗУБЧАТЫЙ БЛОК, КИНИМАТИЧЕСКАЯ СТРУКТУРА, МОДУЛЬ, ПЕРЕДАТОЧНОЕ ОТНОШЕНИЕ, ЗУБЧАТОЕ КОЛЕСО.
ЗАДАНИЕ
Согласно [2, с.8, табл. 2.1] номеру варианта №97 выбираем задание.
Спроектировать коробку подач для горизонтально – фрезерного станка.
Исходные данные:
Основной размер 400×1600 – размер стола.
Знаменатель геометрической прогрессии:  .
.
Предельные значения подач:  м/мин.
м/мин.
Примечание ЧПУ
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. Общая характеристика и назначение металлорежущих станков, для которых проектируется привод
1.1 Общие сведения о группе станков, для которых проектируется привод
1.2 Особенности привода
1.3 Особенности проектирования привода
1.4 Технологическое обоснование технических характеристик станков
2. Выбор предельных режимов резания и электродвигателя
2.1 Размеры заготовок и инструментов
2.2 Выбор предельных режимов резания
2.2.1 Выбор предельных режимов резания Vmax
2.2.2 Выбор предельных режимов резания Vmin
2.3 Определение предварительной мощности электродвигателя главного движения
2.4 Выбор электродвигателя
3. Технические требования к приводу станка
4. Кинематический расчет привода станка
4.1 Диапазоны регулирования станка
4.2 Разработка и построение структурных сеток и графиков чисел оборотов
4.3 Выбор чисел зубьев и определение действительных частот вращения
4.3.1 Подбор чисел зубьев
4.3.2 Расчет погрешностей кинематических цепей станка
4.3.3 Разработка кинематической схемы привода
5. Силовой расчет привода станка
5.1 Расчет коэффициента полезного действия
5.2 Мощность холостого хода
5.3 Расчетный КПД станка
5.4 Мощность главного двигателя
5.5 Определение коэффициента полезного действия
5.6 Расчет крутящих моментов на валах приводов станков
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Перед станкостроением всегда будет стоять задача – создание металлорежущих станков, отвечающих современным требованиям машиностроения. Следовательно, требуется создание станков высокой производительности, точности и экономичности.
В настоящее время наблюдается тенденция на повышение уровня автоматизации производственных процессов. В производство все более внедряется автоматизированное оборудование, работающее без непосредственного участия человека или значительно облегчающее труд рабочего. Это позволяет сократить трудоемкость производственного процесса, снизить себестоимость выпускаемой продукции, увеличить производительность труда. Поэтому главная задача инженеров – разработка автоматизированного оборудования, расчет его основных узлов и агрегатов, выявление наиболее оптимальных технических решений и внедрение их в производство.
Целью данного курсового проекта является разработка автоматической коробки подач горизонтально – фрезерного станка, переключение передач в которой осуществляется при помощи электромагнитных муфт.
Особенности привода
Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных и установочных перемещений инструментов и заготовки. Их делят на приводы главного движения – скорости резания и приводы подач – координатных перемещений и вспомогательных перемещений. К каждому виду привода, с учетом служебного назначения станка, предъявляют свои требования по передаче силы, обеспечению постоянства скорости, ее изменения и настройки, точности перемещения и погрешности позиционирования узла, быстродействию, надежности, стоимости, габаритным размерам.
В данном курсовом проекте будет рассматриваться привод главного движения с бесступенчатым регулированием. Основными достоинствами привода с бесступенчатым регулированием является повышение производительности обработки за счет точной настройки оптимальной по режимам резания скорости, возможность плавного перемещения скорости во время работы, простота автоматизации процесса переключения скоростей. Для бесступенчатого изменения скорости применяют регулируемые двигатели.
Для бесступенчатого регулирования скорости применяют двигатели постоянного тока с тиристорной системой управления. Эти двигатели применяют в станках с ЧПУ, большинство многооперационных станков оснащают такими двигателями.
В приводе главного движения применяют регулируемые за счет изменения частоты тока асинхронные электродвигатели. Эти двигатели обладают высокой надежностью, жесткой характеристикой и обеспечивают регулирование с постоянной мощностью во всем диапазоне.
Выбор электродвигателя
Выбираем двигатель серии 4П, ближайший по мощности двигатель 4ПФ112S с креплением на фланце, мощностью  кВт, частотой вращения
кВт, частотой вращения  .
.  ;
;  ;
;  ;
; 
3. Технические требования к приводу станка
Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных и установочных перемещений инструментов и заготовки. Их делят на приводы главного движения - скорости резания и приводы подач – координатных перемещений. К каждому виду привода, с учетом служебного назначения станка ,предъявляют свои специфические требования по передаче силы, обеспечению постоянства скорости, ее изменения и настройки, точности перемещения и погрешности позиционирования узла, быстродействию, надежности, стоймости, габаритным размерам.
Важнейшим и исходными данными для проектирования привода главного движения являются диапазон регулирования частоты вращения и мощности передаваемые приводом.
В данном проекте рассматривается привод с бесступенчатым регулированием скорости. Основные достоинства приводов с бесступенчатым регулированием – повышение производительности обработки за счет точной настройки оптимальной по режимам резанием скорости, возможность плавного перемещения скорости во время работы, простота автоматизации процесса переключения скоростей. Производительность станка определяется его способностью обеспечивать обработку определенного числа деталей в единицу времени.
Для сравнительной характеристики технического уровня станков и его оборудования используют набор показателей таких как: производительность, надежность, эффективность, удобство в обслуживании.
Свойство станка обеспечивать бесперебойный выпуск годной продукции в заданном количестве в течении определенного срока службы называют надежностью станка. Надежность станка определяется долговечностью и ремонтноспособностью станка.
Точность станка предопределяет в основном точность обработанных на нем изделий. Различают геометрическую точность, кинематическую точность а также жесткость станка.
Подбор чисел зубьев
Для подбора чисел зубьев воспользуемся графиком чисел оборотов (рис.4.3) и значениями передаточных отношений I между звеньями коробки главного движения.
Передаточные отношения:
 ;
;
 ;
;
 ;
;
 ;
;
Подбираем числа зубьев [5,стр.121,табл.3]:
z1 = 16; z2 = 64; z3 = 30; z4 = 60; z5 = 40; z6 = 40; z7 = 16; z8 = 64; z9 = 30; z10 = 60;
Мощность холостого хода
Для станков с главным вращательным движением приблизительно можем найти по такой формуле:


где dср. – среднее арифметическое в мм. диаметров всех опорных (подшипниковых) шеек валов коробки скоростей станка. dср=30…50мм. dшп. - среднее арифметическое в мм. диаметров всех опорных шеек шпинделя. (70…120мм.). С =2 (для подшипников скольжения); n1, n2, n3 – частоты вращения в мин-1 валов коробки скоростей.
Расчетный КПД станка
Определяют в зависимости  :
:
 ;
;

Мощность главного двигателя
Мощность главного двигателя определяют по формуле:

Из выше перечисленных расчетов можновыбрать двигатель безступенчатым изменением скоростей. Выбираем двигатель серии 4П, ближайший по мощности двигатель 4ПФ112S с креплением на фланце, мощностью  кВт, частотой вращения
кВт, частотой вращения  .
.  ;
;  ; ;
; ; 
Расчет первой передачи
 , мм.
, мм.
 , мм.
, мм.
где  - расчетами крутящий момент на валу шестерни (меньшего колеса) передачи в н м,
- расчетами крутящий момент на валу шестерни (меньшего колеса) передачи в н м,
z - число зубьев шестерни;
i - передаточное число, равное отношению числа зубьев большего колеса к числу зубьев меньшего колеса (  ), независимо от того, понижающей передача или повышающая;
), независимо от того, понижающей передача или повышающая;
 - знак плюс для подач наружного зацепления, минус внутреннего;
- знак плюс для подач наружного зацепления, минус внутреннего;
 - коэффициент формы зуба, для z=20
- коэффициент формы зуба, для z=20  =0,4
=0,4
 ,
,
b - рабочая ширина зубчатого венца колеса в мм;
 - коэффициенты, учитывающие увеличение нагрузки на передачу по сравнению с номинальной вследствие неравномерного характера процесса резания в работы привода;
- коэффициенты, учитывающие увеличение нагрузки на передачу по сравнению с номинальной вследствие неравномерного характера процесса резания в работы привода;


где  ‑ коэффициент перегрузки,
‑ коэффициент перегрузки,  =1,4;
=1,4;
 ,
,  ‑ коэффициенты динамичности нагрузки, из-за изготовления и монтажа
‑ коэффициенты динамичности нагрузки, из-за изготовления и монтажа
При  и
и
 ;
;  =1,35;
=1,35;  =1,23;
=1,23;
 коэффициенты неравномерности распределения нагрузки по длине зуба;
коэффициенты неравномерности распределения нагрузки по длине зуба;
для 
 ;
;
 - допускаемое напряжение на изгиб и контактную прочность в
- допускаемое напряжение на изгиб и контактную прочность в  определяются по формулам:
определяются по формулам:
 =2,9·108·0,9·1,3=3,4·108 Па,
=2,9·108·0,9·1,3=3,4·108 Па,
 =11·108·0,71=7,8·108 Па.
=11·108·0,71=7,8·108 Па.
 ‑ длительные пределы выносливости зубьев при расчете на изгиб и контактную прочность в
‑ длительные пределы выносливости зубьев при расчете на изгиб и контактную прочность в 
 ‑ коэффициент, учитывающий влияние режима шлифования зубьев на величину допускаемого изгибного напряжения,
‑ коэффициент, учитывающий влияние режима шлифования зубьев на величину допускаемого изгибного напряжения,  =0,9;
=0,9;
 ‑ коэффициенты переменности режима работы,
‑ коэффициенты переменности режима работы,
 ,
,
где  - расчетное (базовое) число циклов нагружения при испытании материала шестерни на усталостную прочность, =1,2·108
- расчетное (базовое) число циклов нагружения при испытании материала шестерни на усталостную прочность, =1,2·108
 - количество передач в группе, =2
- количество передач в группе, =2
 - расчетная частота вращения шестерни в мин-1;
- расчетная частота вращения шестерни в мин-1;  =370об./мин,
=370об./мин,
 ‑ коэффициенты увеличения
‑ коэффициенты увеличения  и
и  , зависящие от степени универсальности станка в расположения передачи (ближе к выходному валу).
, зависящие от степени универсальности станка в расположения передачи (ближе к выходному валу).
 ;
;
 ;
;
 ;
;
 ,
,
таким образом
 мм,
мм,

Принимаем по стандартному ряду m=2,5мм.
Расчет второй передачи
 - коэффициент формы зуба, для z=23 =0,4
- коэффициент формы зуба, для z=23 =0,4
,
b - рабочая ширина зубчатого венца колеса в мм;
Принимаем  ;
;
- коэффициенты, учитывающие увеличение нагрузки на передачу по сравнению с номинальной вследствие неравномерного характера процесса резания в работы привода;
 ;
;
 ;
;
где  ‑ коэффициент перегрузки, =1,4;
‑ коэффициент перегрузки, =1,4;
, ‑ коэффициенты динамичности нагрузки, из-за изготовления и монтажа
При  и
и
 ;
;  =1,15;
=1,15;  =1,1;
=1,1;
коэффициенты неравномерности распределения нагрузки по длине зуба;
для 
 ;
;
 - допускаемое напряжение на изгиб и контактную прочность в
- допускаемое напряжение на изгиб и контактную прочность в  определяются по формулам:
определяются по формулам:
 =2,9·108·0,9·1,3=3,4·108 Па,
=2,9·108·0,9·1,3=3,4·108 Па,
 =11·108·0,98=10,8·108 Па.
=11·108·0,98=10,8·108 Па.
 ‑ длительные пределы выносливости зубьев при расчете на изгиб и контактную прочность в
‑ длительные пределы выносливости зубьев при расчете на изгиб и контактную прочность в
 ‑ коэффициент, учитывающий влияние режима шлифования зубьев на величину допускаемого изгибного напряжения,
‑ коэффициент, учитывающий влияние режима шлифования зубьев на величину допускаемого изгибного напряжения,  =0,9;
=0,9;
 ‑ коэффициенты переменности режима работы,
‑ коэффициенты переменности режима работы,
 ,
,
где  - расчетное (базовое) число циклов нагружения при испытании материала шестерни на усталостную прочность, =1,2·108
- расчетное (базовое) число циклов нагружения при испытании материала шестерни на усталостную прочность, =1,2·108
- количество передач в группе, =2
 - расчетная частота вращения шестерни в мин-1;
- расчетная частота вращения шестерни в мин-1;  =185об./мин,
=185об./мин,
 ‑ коэффициенты увеличения
‑ коэффициенты увеличения  и
и  , зависящие от степени универсальности станка в расположения передачи (ближе к выходному валу).
, зависящие от степени универсальности станка в расположения передачи (ближе к выходному валу).
;
;
 ;
;
 ,
,
таким образом
 мм,
мм,

Принимаем по стандартному ряду m=3мм.
Расчет третьей передачи
 - коэффициент формы зуба, для z=20 =0,4
- коэффициент формы зуба, для z=20 =0,4
 ,
,
b - рабочая ширина зубчатого венца колеса в мм;
Принимаем  ;
;
 - коэффициенты, учитывающие увеличение нагрузки на передачу по сравнению с номинальной вследствие неравномерного характера процесса резания в работы привода;
- коэффициенты, учитывающие увеличение нагрузки на передачу по сравнению с номинальной вследствие неравномерного характера процесса резания в работы привода;
 ;
;
 ;
;
где ‑ коэффициент перегрузки,  =1,4;
=1,4;
, ‑ коэффициенты динамичности нагрузки, из-за изготовления и монтажа
При 
 ; =1,35;
; =1,35;  =1,23;
=1,23;
коэффициенты неравномерности распределения нагрузки по длине зуба;
для 
 ;
;
 - допускаемое напряжение на изгиб и контактную прочность в
- допускаемое напряжение на изгиб и контактную прочность в  определяются по формулам:
определяются по формулам:
 =2,9·108·0,9·1,3=3,4·108 Па,
=2,9·108·0,9·1,3=3,4·108 Па,
=11·108·0,98=10,8·108 Па.
‑ длительные пределы выносливости зубьев при расчете на изгиб и контактную прочность в
‑ коэффициент, учитывающий влияние режима шлифования зубьев на величину допускаемого изгибного напряжения,  =0,9;
=0,9;
 ‑ коэффициенты переменности режима работы,
‑ коэффициенты переменности режима работы,
 ,
,
где  - расчетное (базовое) число циклов нагружения при испытании материала шестерни на усталостную прочность, =1,2·108
- расчетное (базовое) число циклов нагружения при испытании материала шестерни на усталостную прочность, =1,2·108
- количество передач в группе, =3
 - расчетная частота вращения шестерни в мин-1;
- расчетная частота вращения шестерни в мин-1;  =50об./мин,
=50об./мин,
‑ коэффициенты увеличения  и , зависящие от степени универсальности станка в расположения передачи (ближе к выходному валу).
и , зависящие от степени универсальности станка в расположения передачи (ближе к выходному валу).
 ;
;
 ;
;
;
 ,
,
таким образом
 мм,
мм,

Принимаем по стандартному ряду m=4мм.
Предварительный расчет диаметров валов
 [м];
[м];
 = 30 Мпа (для стали 40)
= 30 Мпа (для стали 40)

принимаем d=20 мм,

принимаем d=30 мм,

принимаем d=40 мм,

принимаем d=60 мм,
Выбор и расчет подшипников
Выбор подшипников
Подшипники выбираем, пользуясь справочником [9].
Первый вал
Радиальный шариковый подшипник ГОСТ 8338 – 75.
303: 
Второй вал
Радиальный шариковый подшипник ГОСТ 27365 – 87.
305: 
Третий вал
Радиальный шариковый подшипник ГОСТ 8338 – 75.
307: 
Четвертый вал
Радиальный шариковый подшипник ГОСТ 8338 – 75.
311: 
Выбор ирасчет муфт
Определение системы смазки
Смазочная система станка служит для подачи смазочного материала ко всем трущимся поверхностям.
Существует несколько схем подвода смазочного материала к трущимся поверхностям.
Индивидуальная схема служит для подвода смазочного материала к одной смазочной точке, централизованная к нескольким точкам. В нераздельной схеме нагнетательное устройство присоединено к смазочной точке постоянно, в раздельной оно подключается только на время подачи смазочного материала. В проточной системе жидкий или пластичный материал используется один раз. В циркуляционной системе жидкий материал подается повторно. В системах дроссельного дозирования объем смазочного материала, подаваемого к смазочной точке, регулируется дросселем. В системах объемного дозирования могут регулироваться не только доза, но и частота подачи. В комбинированных системах могут быть предусмотрены объемное и дроссельное регулирование. Системы с жидким смазочным материалом в зависимости от способа его подачи к поверхностям трения могут быть разбрызгивающими, струйными, капельными, аэрозольными [3].
Для смазки данного станка принимаем комбинированную смазочную систему, которая состоит, из централизованной импульсной системы. Смазочный материал подается к каналам расположенных в нутрии валов под давлением, при этом происходит смазывание подшипников и охлаждение электромагнитных муфт. Смазка зубчатых передач осуществляется аэрозольным методом. Схема импульсной системы приведена на рисунке 9 состоящая из: 1 – указатель уровня смазочного материала; 2 – приемный фильтр; 3 – насос; 4 – фильтр напорной магистрали; 5 – манометр; 6 – смазочный дроссельный блок с ротаметрическими указателями; 7 – реле расхода смазочного материала; 8 – точки смазывания; 9 – указатель потока; 10 – точки смазывания с форсункой; 11 – точки смазывания; 12 – смазочный дроссельный блок; 13 – сливной магнитосетчатый фильтр; 14 – предохранительный клапан;15 – реле уровня; 16 – фильтр; 17 – резервуар.
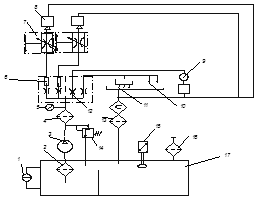
Рис.11.1 – Схема импульсной централизованной смазочной системы
ЗАКЛЮЧЕНИЕ
В результате проделанной работы был произведен расчет коробки скоростей горизонтально-фрезерного станка, выбор и расчет параметров отдельных ее элементов: электромагнитных муфт, обеспечивающих автоматическое переключение передач коробки скоростей; подшипников качения, служащих опорами валов и зубчатых колес; системы смазки и смазочного материала, обеспечивающих непрерывный подвод смазочного материала ко всем механизмам станка. Были разработаны компоновочная схема и чертеж коробки скоростей с указанием его основных элементов.
Выполнен чертеж общего вида горизонтально-фрезерного станка модели 6Р82, где указаны его основные элементы, а также схематически показаны структурная сетка, график частот вращения и кинематическая схема проектируемой коробки скоростей.
СПИСОК ЛИТЕРАТУРЫ
1. Справочник технолога машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 496 с.
2. Методические указания к курсовому проекту по курсу "Металлорежущие станки и промышленные роботы" (для студентов специальности 0501) / Сост.: Ю.А. Сапронов, В.Г. Кочергин, Н.В. Вяльцев, А.Е. Горша. – Донецк: ДПИ, 1987. – 48 с.
3. Кочергин А.И. Конструирование и расчет металлорежущих станков и станочных комплексов. Курсовое проектирование: Учеб. пособие для вузов. – Мин.: Выш. шк., 1991. – 382 с.
4. Методичні вказівки до виконання курсового проекту з деталей машин. "Вибір електродвигуна та визначення вихідних даних для розрахунку приводу" (для студентів напрямку "Інженерна механіка"). / Автори: Оніщенко В.П., Ісадченко В.С., Недосекін В.Б., – Донецьк: ДонНТУ, 2005. – 36 с.
5. Методичні вказівки до виконання курсового проекту з деталей машин. Розділ 2 "Проектування зубчастих черв'ячних передач" (для студентів напрямку "Інженерна механіка"). / Автори: В.П. Блескун, С.Л. Сулійманов.– Донецьк.: ДонНТУ, 2005. – 48 с.
6. Решетов Д.Н. Детали машин: Учебник для студентов машиностроительных и механических специальностей вузов. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1989. – 496 с.
7. Проектирование механических передач: Учебно-справочное пособие для вузов /С.А. Чернавский, Г.А. Снесарев, Б.С. Козинцов и др. – 5-е изд., перераб. и доп. – М.: Машиностроение, 1984. – 560 с.
8. Методичні вказівки до виконання курсового проекту з деталей машин. Розділ 3. Проектування валів та їх опор на подшипниках кочення (для студентів напрямку "Інженерна механіка)/ Автори: О.В. Деркач, О.В. Лукічов, В.Б. Недосєкин, Проскуряков С.В. – Донецьк: ДонНТУ, 2005. - 106 с.
9. Подшипники качения: Справочник/ Под. ред. В.Н. Нарышкина и Р.В. Коросташевского. - М.: Машиностроение, 1984 - 280с.
10. Методичні вказівки до виконання курсового проекту з деталей машин. Конструювання муфт і корпусів (для студентів напрямку "Інженерна механіка") / Сост. : В.С. Ісадченко, П.М. Матеко, В.О. Голдоб.н. – Донецьк: ДонНТУ, 2005. – 40 с.
КУРСОВИЙ ПРОЕКТ
По предмету: "Металообрабатывающее оборудование"
На тему: "Расчет коробки подач горизонально-фрезерного верстата"
Исполнитель
Студент гр. МВС-03а Горбатов А.С.
Консультант ГусевВ.В.
Нормо контролер Гусев В.В.
Донецьк 2007
РЕФЕРАТ
Курсовой проект: с., табл., рис., источников, приложения.
Объект исследования – коробка подач горизонтально – фрезерного станка.
В курсовом проекте выбран электродвигатель, определены передаточные отношения каждой ступени коробки, а также мощности, крутящие моменты, частоты вращения каждого вала. Рассчитаны модули для каждой передачи. Определены основные размеры зубчатых колёс. Спроектированы передачи и проведён расчёт наиболее нагружённого вала. Выбрана система смазки и смазочный материал деталей станка. Выбраны электромагнитные муфты и подшипники качения, а также выбраны и рассчитаны шпоночные соединения. Выполнены чертежи развёртки и свёртки коробки подач, общего вида горизонтально – фрезерного станка, кинематическая схема и график частот вращения.
СТАНОК, ВАЛ, ПОДШИПНИК, КОРОБКА ПОДАЧ, ЗУБЧАТЫЙ БЛОК, КИНИМАТИЧЕСКАЯ СТРУКТУРА, МОДУЛЬ, ПЕРЕДАТОЧНОЕ ОТНОШЕНИЕ, ЗУБЧАТОЕ КОЛЕСО.
ЗАДАНИЕ
Согласно [2, с.8, табл. 2.1] номеру варианта №97 выбираем задание.
Спроектировать коробку подач для горизонтально – фрезерного станка.
Исходные данные:
Основной размер 400×1600 – размер стола.
Знаменатель геометрической прогрессии: .
Предельные значения подач: м/мин.
Примечание ЧПУ
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. Общая характеристика и назначение металлорежущих станков, для которых проектируется привод
1.1 Общие сведения о группе станков, для которых проектируется привод
1.2 Особенности привода
1.3 Особенности проектирования привода
1.4 Технологическое обоснование технических характеристик станков
2. Выбор предельных режимов резания и электродвигателя
2.1 Размеры заготовок и инструментов
2.2 Выбор предельных режимов резания
2.2.1 Выбор предельных режимов резания Vmax
2.2.2 Выбор предельных режимов резания Vmin
2.3 Определение предварительной мощности электродвигателя главного движения
2.4 Выбор электродвигателя
3. Технические требования к приводу станка
4. Кинематический расчет привода станка
4.1 Диапазоны регулирования станка
4.2 Разработка и построение структурных сеток и графиков чисел оборотов
4.3 Выбор чисел зубьев и определение действительных частот вращения
4.3.1 Подбор чисел зубьев
4.3.2 Расчет погрешностей кинематических цепей станка
4.3.3 Разработка кинематической схемы привода
5. Силовой расчет привода станка
5.1 Расчет коэффициента полезного действия
5.2 Мощность холостого хода
5.3 Расчетный КПД станка
5.4 Мощность главного двигателя
5.5 Определение коэффициента полезного действия
5.6 Расчет крутящих моментов на валах приводов станков
Прочностной расчет основных элементов коробки скоростей
6.1 Расчет на прочность зубчатых колес
6.1.1 Расчет первой передачи
6.1.2 Расчет второй передачи
6.1.3 Расчет третьей передачи
6.2 Расчет геометрических параметров зубчатых колес
6.3 Предварительный расчет диаметров валов
6.4 Уточненный (проверочный) расчет валов
7. Выбор и расчет шпоночных соединений
7.1 Выбор шпоночных и шлицевых соединений
7.2 Расчет шпоночного соединения
8. Выбор и расчет подшипников
8.1 Выбор подшипников
8.2 Проверочный расчет подшипников расчетного вала
9. Выбор ирасчет муфт
9.1 Выбор и расчет электромагнитных муфт
10. Разработка системы управления
11. Определение системы смазки
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Перед станкостроением всегда будет стоять задача – создание металлорежущих станков, отвечающих современным требованиям машиностроения. Следовательно, требуется создание станков высокой производительности, точности и экономичности.
В настоящее время наблюдается тенденция на повышение уровня автоматизации производственных процессов. В производство все более внедряется автоматизированное оборудование, работающее без непосредственного участия человека или значительно облегчающее труд рабочего. Это позволяет сократить трудоемкость производственного процесса, снизить себестоимость выпускаемой продукции, увеличить производительность труда. Поэтому главная задача инженеров – разработка автоматизированного оборудования, расчет его основных узлов и агрегатов, выявление наиболее оптимальных технических решений и внедрение их в производство.
Целью данного курсового проекта является разработка автоматической коробки подач горизонтально – фрезерного станка, переключение передач в которой осуществляется при помощи электромагнитных муфт.
Дата: 2019-07-31, просмотров: 452.