Расчет припусков аналитическим методом производим для отверстия Ø30Н6. Заготовка представляет собой отливку 3-го класса точности, массой 4.65 кг. Технологический маршрут обработки отверстия Ø30Н6 состоит из пяти переходов: чернового и чистового растачивания и развертывания, предварительного шлифования.
Расчет припусков на обработку отверстия Ø30Н6 приведен в таблице 1.7.
Таблица 1.7 – Расчет припусков и предельных размеров по технологическим переходам на обработку отверстия корпуса Ø30Н6
| Технологические переходы обработки поверхности Ø30h6 | Элементы припуска | Расчетный припуск 2zmin | расчетный размер dр, мм | Допуск δ, мкм | Предельный размер, мм | Предельные значение припусков, мкм | ||||||||
| Rz | h | ρ | ε | dmin | dmах |
| 
| |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||
| Заготовка | 200 | 300 | 514 | 50 | – | – | 840 | 27,375 | 28,215 | – | – | |||
| Растачивание предварительное | 25 | 25 | 31 | 50 | 2033 | 27,375 | 520 | 29,408 | 29,928 | 1713 | 2033 | |||
| – черновое | 50 | 50 | 26 | – | 252 | 29,408 | 210 | 29,66 | 29,87 | 92 | 252 | |||
| – чистовое | 20 | 20 | 21 | – | 218 | 29,66 | 84 | 29,878 | 29,962 | 58 | 218 | |||
| – тонкое | 10 | 5 | 15 | – | 122 | 29,878 | 52 | 29,948 | 30 | 38 | 70 | |||

Назначим расчетные формулы для определения припуска, обработка внутренних поверхностей вращения:
 (1.3)
(1.3)
Суммарное значение пространственных отклонений для заготовки определяем по формуле:
 (1.6)
(1.6)
где ρр – отклонение расположения отверстия относительно технологических баз;
ρП – перекос отверстия на 1 мм диаметра.
Остаточные пространственные отклонения после чернового и чистового растачивания определяем по формуле:
 (1.7)
(1.7)
где ky – коэффициент уточнения: для чернового растачивания – ky = 0,06; для получистового растачивания – ky = 0,05; для протягивания – ky =0,04;
На основании записных данных в таблице производим расчет минимальных значений межоперационных припусков:
Минимальный припуск под растачивание:
- черновое: 
- получистовое: 
- чистовое: 
- тонкое: 
Определяем расчетный размер dр по переходам, начиная с конечного:




Назначаем допуски для заготовки и для каждого перехода:
ТЗАГ = 840 мкм;
Т1 = 520 мкм;
Т2 = 210 мкм;
Т3 = 84 мкм;
Т4 = 52 мкм;
Определяем предельные размеры :





Определим предельные значения припусков:








На основании данных расчета строим схему графического расположения припусков и допусков по обработке отверстия Ø30Н6 (рисунок 1.4).
Общие припуски Zomin и Zomax определяем, суммируя промежуточные припуски:

TЗ – TD = 2Zmin – 2Zmax
840 – 52 = 788 мкм
2573 – 1785 = 788 мкм
Чертим схему припусков:
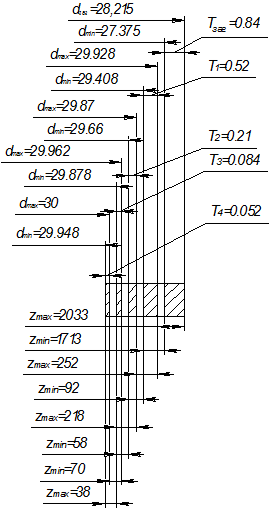
Рисунок 1.4 – Схема графического расположения допусков
Дата: 2019-07-31, просмотров: 311.