АННОТАЦИЯ
Курсового проекта по технологии машиностроения
студента группы ТОМ-04-1 Мозолева Е.В.
Расчетно-пояснительная записка на 35 страниц, в том числе 7 иллюстраций и 7 таблиц.
Графическая часть – 4 листа формата А1.
Комплект технологической документации на 11 страницах.
В курсовом проекте разработан технологический процесс изготовления детали «Корпус кронштейна» 9019.10.01.118. При этом был проведен критический анализ норм точности детали и анализ на технологичность. Рассмотрены два варианта получения заготовки и выбран оптимальный метод. Разработан комплект технологической документации. Рассчитаны режимы резания и проведено нормирование операций. В конструкторской части разработана конструкция станочного приспособления на токарную операцию, а также контрольное приспособление для контроля позиционного допуска и допуска соосности отверстий под крышку и цилиндра.
СОДЕРЖАНИЕ
Введение
1 Технологическая часть
1.1 Служебное назначение детали
1.2 Анализ технических требований
1.3 Выбор типа производства
1.4 Анализ технологичности детали
1.5 Выбор заготовки
1.6 Технологический маршрут обработки
1.6.1. Выбор технологических баз и последовательности обработки
1.6.2. Маршруты обработки поверхностей
1.6.3. Аналитический расчет припуска
1.7. Разработка технологических операций
1.7.1 Выбор технологического оборудования и оснастки
1.7.2 Расчет режимов резания
1.7.3 . Нормирование операций
2. Конструкторская часть
2.1 Проектирование сверлильного приспособления
2.1.1. Разработка схемы приспособления
2.1.2. Расчет силы закрепления
2.1.3. Описание конструкции приспособления
2.2 Контрольное приспособление
2.3 Выводы
Перечень ссылок
Приложение А
Приложение Б
Приложение В
ВВЕДЕНИЕ
Эффективным средством повышения производительности в машиностроении являются автоматизации и механизации технологических и вспомогательных процессов, выполняемых на различных этапах изготовления изделия. Автоматизация в среднесерийном производстве требует создания гибких производственных систем, способных автоматически переходить с обработки деталей одного типоразмера на другой.
В решении этих задач решающую роль играют станки с ЧПУ и многошпиндельные полуавтоматы. Многошпиндельные полуавтоматы позволяют повысить производительность обработки деталей, снизить количество операций, что в совокупности влияет на снижение себестоимости изделия. С внедрением многошпиндельных полуавтоматов появляются возможности освобождения рабочего от монотонного и тяжелого физического труда.
Высокопроизводительные многошпиндельные полуавтоматы позволяют автоматически произвести с одной установки практически полную обработку детали. Наличие на таких станках нескольких суппортов с широким выбором режущего инструмента дает возможность выполнять технологические переходы.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Служебное назначение детали
Данная деталь применяется в механизме разгрузки и служит цилиндром для поршня гидросистемы и опорой для всего гидромеханизма. Поэтому поверхность 11 (см. Рис. 1.1) имеет низкую шероховатость (Ra = 2.5 мкм) для снижения трения при перемещении поршня.
К корпусным деталям предъявляют комплекс технических требований, исходя из служебного назначения. Требования касаются геометрической точности – размеров и относительных положений и выбора материала, способного выдержать вибрации, ударную нагрузку и другие неблагоприятные факторы.
Анализ свойств материала
Материал заготовки – серый чугун СЧ 15 ГОСТ 1412-85. Этот материал применяется в тех случаях, когда необходимо обеспечить высокую вибростойкость, высокую прочность, устойчивость и стойкость к ударным нагрузкам, поэтому применение серого чугуна в корпусах оправдано его физико-механическими свойствами.
Материал СЧ 15 применяется при изготовлении оснований большинства станков, ступиц, корпусов клапанов и вентилей и других деталей сложной конфигурации при недопустимости большого коробления и невозможности получения их старения, а это салазки, столы, корпуса задних бабок, корпуса маточных гаек, зубчатые колеса, кронштейны, люнеты, вилки переключения, шкивы и планшайбы.
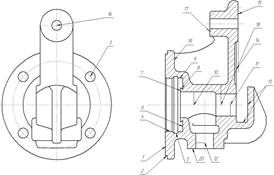
Рисунок 1.1 – Эскиз детали – корпус кронштейна.
Таблица 1.1 – Физико-механические свойства серого чугуна СЧ 15 [2].
| Предел прочности при растяжении, Па | Теплопроводность λ,Вт/(м к) | Твердость НВ | Удельная теплоемкость С, Дж/К | Плотность, кг/куб.м |
| 9.8*107 | 54 | 165 | 239-473 | 7000 |
Таблица 1.2 – Химический состав серого чугуна СЧ 15 [2].
| Углерод С,% | Кремний, Si,% | Марганец, Mn,% | Сера, S, % | Фосфор, P, % |
| 3.5...3.7 | 2...2.4 | 0.5...0.8 | 0...0.15 | 0...0.2 |
Выбор типа производства
Для данного курсового проекта тип производства был оговорен заранее – среднесерийный. По табл. 4.1 [1, с. 48], исходя из типа производства и массы заготовки, выбираем программу выпуска – 5000 штук.
Серийное производство занимает промежуточное положение между единичным и массовым производством, при котором изготовление изделий производится партиями или сериями, состоящими из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) целиком как в обработке деталей, так и в сборке.
В серийном производстве технологический процесс преимущественно дифференцирован, т. е. расчленен на отдельные операции, которые закреплены за определенными станками.
Станки здесь применяются разнообразных видов: общего назначения (универсальные), специализированные, специальные, автоматизированные, агрегатные. Станочное оборудование должно быть специализировано в такой мере, чтобы был возможен переход от производства одной серии машин к другой, несколько отличающейся от первой в конструктивном отношении, или переход от одного типа машины к другому.
При использовании станков общего назначения (универсальных) должны широко применяться специализированные и специальные приспособления, специализированный и специальный режущий инструмент или приспособленный для данной операции — нормальный и, наконец, измерительный инструмент в виде предельных (стандартных и специальных) калибров и шаблонов, обеспечивающих взаимозаменяемость обработанных деталей. Все это оборудование и оснастку в серийном производстве можно применять достаточно широко, так как при повторяемости процессов изготовления одних и тех же деталей указанные средства производства дают технико-экономический эффект, который с большой выгодой окупает затраты на них. Однако в каждом отдельном случае при выборе специального или специализированного станка, изготовлении дорогостоящего приспособления или инструмента необходимо подсчитать затраты и ожидаемый технико-экономический эффект.
Серийное производство значительно экономичнее, чем единичное, так как лучшее использование оборудования, специализация рабочих, увеличение производительности труда обеспечивают уменьшение себестоимости продукции. [3, с.56]
1.4 Анализ технических требований
Деталь «Корпус кронштейна» содержит ряд поверхностей, отличающихся формой, расположением и назначением. Рассмотрим поверхности и назначим технические требования к ним.
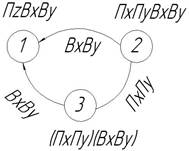
Рисунок 1.2 – Граф связей основных поверхностей
Поверхности 1, 2 и 3 являются основными, так как определяют положение детали в узле. Деталь базируется по плоскости торца 1, цилиндрической ступени типа «диск» 2 и закрепляется по отверстиям 3 с помощью болтов. Торец 1 должен быть перпендикулярен оси поверхностей 4 и 8. Ось цилиндрической ступени 2 должна быть перпендикулярна торцу 1. Отверстия 3 должны иметь позиционный допуск для одинакового расстояния между осями отверстий 3 и оси цилиндрической ступени 2.
Поверхности 4, 6, 7, 8, 9, 12, 15, 16 и 17 являются вспомогательными. К ним крепятся другие детали. В то же время, поверхность 11 является исполнительной, она служит цилиндром для поршня, который перемещается по этой поверхности, поэтому поверхность 11 должна иметь низкую шероховатость и наиболее высокую точность изготовления. Поверхность 4 является резьбовой – к ней присоединяется стакан, направляющий шток, поэтому следует назначить допуск соосности на поверхности 4 и 11. Поверхность 5 служит упором для герметизирующего материала (манжеты) между стаканом и корпусом. Цилиндрическая ступень 9 служит для фиксации стакана и предупреждения перекоса, поэтому должна быть соосной с поверхностью 11. Поверхность 8 удерживает и, благодаря конической ступени, упрощает замену износившейся манжеты. Поверхность 12 служит для присоединения пробки для регулирования давления в системе, имеет трубную резьбу G1-B, на работу системы «шток-поршень-циллиндр» прямого действия не оказывает, поэтому не требует допуска взаиморасположения. Поверхность 7 является упором для стакана, направляющего шток циллиндра, поэтому ей следует назначить допуск перпендикулярности оси поверхности 4. Поверхности 15 и 17 должны быть параллельными поверхности 1 и при этом перпендикулярными оси отверстия 16. Поверхность 16 служит для фиксации корпуса в приспособлении для монтажа. Поверхность 13 служит местом выхода поршня и одновременно ограничителем его перемещения, получается фрезерованием. Остальные поверхности свободные.
Расчет режимов резания
Рассчитаем режимы резания по эмпирическим формулам для операции 005 (токарная). Принимаем припуски по таблицам припусков по справочнику Балабанова (с. 194-195). Коэффициент Cv, подачи (с согласованием с подачами станка) и стойкость инструмента принимаем по таблицам [2, с.265-284].
Мощность выбранного станка по паспорту 10 кВт.
Условие применяемости станка: N ≤ Nст.
Находим поправочный коэффициент Kр:
Kр = Kφр * Kγр * Kλр * Krр * Kmp = 0.89*1*1*0.93*  = 0.766
= 0.766
где Kφр, Kγр, Kλр, Krр – коэффициенты, учитывающие геометрию режущего инструмента (резца) [7, с. 275];
Kmp – коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости [7, с. 264];
Обработка отверстия Ø30 мм:
Режимы резания для перехода 1:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz (x = 1, y = 0.75, n = 0):
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*2*0,70,75*1*0.766=1078.6 H
Мощность резания будет равна:

Режимы резания для перехода 2:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*1,1*0,50,75*1*0.766= 4609 H
Мощность резания будет равна:

Режимы резания для перехода 3:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*0,4*0,50,75*1*0.766= 167,6 H
Мощность резания будет равна:

Режимы резания для перехода 4:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*0,2*0,50,75*1*0.766= 83,8 H
Мощность резания будет равна:

Режимы резания для перехода 5:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*0,11*0,320,75*1*0.766= 33 H
Мощность резания будет равна:

Обработка отверстия с резьбой М76х2:
Режимы резания для перехода 1:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*2,5*1,20,75*1*0.766= 2020 H
Мощность резания будет равна:

Режимы резания для перехода 2:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*1,7*1,20,75*1*0.766= 1373,5 H
Мощность резания будет равна:

Режимы резания для перехода 3:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*2*0,80,75*1*0.766= 1192,2 H
Мощность резания будет равна:

Режимы резания для перехода 4:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX*SY*Vn*Kp = 10*92*0,2*0,10,75*1*0.766 = 250,6 H
Мощность резания будет равна:

Режимы резания на остальные операции назначены по нормативам и представлены в комплекте технологической документации.
Нормирование операций
Произведем нормирование операции 005 – токарная. Обрабатывается поверхность диаметром 67 мм, длина обработки составляет 23 мм, для второй поверхности: диаметр Ø22. Деталь обрабатывается в трёхкулачковом самоцентрирующемся патроне..
Штучное время обработки детали определим по формуле:
ТШТ = То + Тв + Тобсл + ТОТ (1.10)
где То – основное технологическое время на выполнение операции, мин.
Тв – вспомогательное время, мин.
Тобсл – время обслуживания рабочего места, мин
ТОТ – время на отдых станочника, мин.
Основное время рассчитываем по формуле (1.11):
 (1.11)
(1.11)
где l – длина обрабатываемой поверхности, мм;
(l1 + l2) – длина врезания и перебега, мм;
SМИН – минутная подача стола станка, мм/мин;
Вспомогательное время определяется по формуле (1.12):
Тв = ТУС+Тзо+ТУП+ТИЗМ = 0,5+ 0,35+
+(0,02 + 0,05+0,67)+1,62 = 3,21 мин (1.12)
где ТУС – время на установку и снятие детали вручную; ТУС = 0,5 мин [6, стр.200].
Тзо – время на закрепление и открепление детали пневматическими зажимами; Тзо=0,35 мин [6, стр.201].
ТУП – время на управление станком; ТУП = (0,02 + 0,05 + 0,67) мин [6, стр.202].
ТИЗМ – время на измерение детали; ТИЗМ = 0,18*9 = 1,62 мин [6, стр.209].
Сумма времени обслуживания рабочего места и времени на отдых определяется по формуле (1.13):
Тобсл + ТОТ = (То + Тв)·0,1 =(2,473+3,21)* (0,1 + 0,07) =
= 0,966 мин (1.13)
где (0,07 + 0,1) – коэффициенты, учитывающий процент времени на обслуживание рабочего места и отдых.
Подставляя поученные значения в формулу (1.10), получим значение штучного времени для вертикально-фрезерной операции:
ТШТ = 2,473 + 0,822 + 0,56 = 3,855 мин
КОНСТРУКТОРСКАЯ ЧАСТЬ
Расчет силы закрепления
Для определения параметров зажимного механизма рассчитаем силы резани. При точении основной составляющей силы резания является окружная сила Рz.
Для определения необходимого усилия зажима необходимо рассчитать все силы резания и выбрать наибольшие осевые силы РХ и моменты резания Мрез. [2, Т2]. Стоит упомянуть, что усилия резания являются постоянными.
Схема действия сил на заготовку
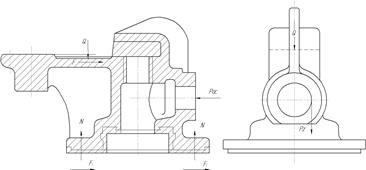
Рисунок 2.2 – Схема действия сил на заготовку.
1) Растачивание черновое
Pz = 10Ср*tx*Sy*Vn *Kp = 10 * 92*0.8*0.780.75 *0,89 = 610 Н
Рх1 = 10Ср*tx*Sy*Kp = 10*46*0,80,9*0,780,4 *0,89 = 411 Н
2) Растачивание чистовое
Рх2 = 10Ср*tx*Sy*Vn *Kp = 10*46*0.8*0.89*0,75*0,89= 274 Н
3) Растачивание фаски
Рх3 = 10Ср*tx*Sy*Vn *Kp = 10*46*1,51*0,750,4*0,75*0,89= 340 Н
В результате имеем расчетные значения тангенциальной силы резания и осевой силы:
Pz = 610 Н;
Р = Рх3 = 411 Н.
Расчет усилия, необходимого для закрепления заготовки
1) Составляем уравнения действия сил на заготовку при сдвиге:
ΣПрz = 0
kP – F – F1 = 0
F = f * Q
F1 = f1 * N
Q – N = 0
f – коэффициент трения, принимаем 0.15.
Расчетная формула:
k*P – 2f*Q = 0
k = 1.4*1.5*1.2*1*1.3*1*1 = 3.28
3.28*411 – 2*0.15*Q = 0
Q = 4,5 кН
2) Составляем уравнения действия сил на заготовку при провороте:
kPz – Q = 0
3,04*610 – Q = 0
k = 1.3*1.5*1.2*1*1.3*1*1 = 3.04
Q = 1.85 кН
Принимаем W = Qmax = 4,5 кН.
Контрольное приспособление
Контрольное приспособление предназначено для контроля позиционного допуска и допуска радиального биения шести отверстий под крепежные изделия, расположенных в крышке.
Главная часть приспособления – плита, на которой расположены втулки.
Контроль осуществляется следующим образом: плита контрольного приспособления устанавливается на контрольный стол. Сверху на плиту ставится обработанная деталь таким образом, чтобы отверстия в детали совпали с аналогичными отверстиями во втулках, закрепленных на плите приспособления. С помощью плиты и втулок контролируется позиционный допуск.
Для четырех отверстий под болты при расположении при расположении по виду IX [5, табл. 2,60, с. 265] в чертеже детали задан позиционный допуск осей Т= = 0,3 мм. В технологической документации предусмотрен контроль расположения осей путем измерения координирующих размеров (межосевых расстояний), и исходя из заданного позиционного допуска Т по таблице 2.50 назначены предельные отклонения координирующих размеров δL = 0.16 мм. При измерении действительные измерения детали оказались равными: ΔLх = 0,1 мм, ΔLу = 0,2 мм, ΔLd = 0.3 мм. Требуется определить годность детали.
Решение
Хотя отклонения размера по оси Y вышло за пределы технологического допуска (ΔLу > δL), указание в чертеже детали позиционного допуска оси позволит перераспределить технологические координаты, составляющие этот допуск. Согласно номограмме, приведенной на рис. 2.3, при Т = 0,3 мм и δLy = =ΔLy = 0.2 мм предельные отклонения межосевого размера по координате оси Х равно δLx = + 0,23 мм. Так как действительное отклонение ΔLх = 0,1 мм, не выходит за эти пределы, следовательно, деталь должна быть признана годной.

Рисунок 2.3 – Номограмма допуска.
ВЫВОДЫ
Главной задачей курсового проекта была разработка технологического процесса изготовления корпуса кронштейна 9019.10.01.118.
Для того чтобы решить поставленную задачу, мной были рассмотрены и проанализированы ряд вопросов, позволяющих добиться требуемых решений. При анализе базового варианта изготовления корпуса кронштейна было принято решение использовать непосредственно на участке механической обработки полуавтоматные станки, так как он был признан целесообразным для данного типа производства.
Также были пронормированы операции, созданы токарное специальное и контрольное приспособления, применение которых оправдано при данном типе производства, несмотря на рекомендации по применению преимущественно универсального оборудования и оснастки.
ПЕРЕЧЕНЬ ССЫЛОК
1 Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х томах. Т. 1. – М.: Машиностроение, 1980. – 728 с.
2 Справочник технолога машиностроителя В 2-х томах. Т1/ Под
3 ред. А.Г.Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и
4 доп.- Машиностроение, 1985 - 656с.
5 Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учебное пособие – М.: Машиностроение, 1985.
6 Технологія машинобудування. Дипломне проектування: Навч. Посібник / А.М.Зинченко, О.Д.Дєдов, К.П.Лавренчук, С.Ю.Стародубов, Ю.В.Піпкін – Алчевськ: ДГМІ, 2004, 260с.
7 Основы технологии машиностроения. Балакшин Б.С.-
8 М. Машиностроение, 1969 -288с.
9 Горбацевич А.Ф, Шкред В.А Курсовое проектирование по технологии машиностроения. Мн.: Высшая школа, 1983г.
10 Справочник технолога машиностроителя В 2-х томах. Т2/ Под
11 ред. А.Г.Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и
12 доп.- Машиностроение, 1985 - 656с.
13 Станочные приспособления: Справочник. В 2-х томах/ Ред. Совет: Б.Н.Вардашкин и др. М.: Машиностроение, 1984г.
АННОТАЦИЯ
Курсового проекта по технологии машиностроения
студента группы ТОМ-04-1 Мозолева Е.В.
Расчетно-пояснительная записка на 35 страниц, в том числе 7 иллюстраций и 7 таблиц.
Графическая часть – 4 листа формата А1.
Комплект технологической документации на 11 страницах.
В курсовом проекте разработан технологический процесс изготовления детали «Корпус кронштейна» 9019.10.01.118. При этом был проведен критический анализ норм точности детали и анализ на технологичность. Рассмотрены два варианта получения заготовки и выбран оптимальный метод. Разработан комплект технологической документации. Рассчитаны режимы резания и проведено нормирование операций. В конструкторской части разработана конструкция станочного приспособления на токарную операцию, а также контрольное приспособление для контроля позиционного допуска и допуска соосности отверстий под крышку и цилиндра.
СОДЕРЖАНИЕ
Введение
1 Технологическая часть
1.1 Служебное назначение детали
1.2 Анализ технических требований
1.3 Выбор типа производства
1.4 Анализ технологичности детали
1.5 Выбор заготовки
1.6 Технологический маршрут обработки
1.6.1. Выбор технологических баз и последовательности обработки
1.6.2. Маршруты обработки поверхностей
1.6.3. Аналитический расчет припуска
1.7. Разработка технологических операций
1.7.1 Выбор технологического оборудования и оснастки
1.7.2 Расчет режимов резания
1.7.3 . Нормирование операций
2. Конструкторская часть
2.1 Проектирование сверлильного приспособления
2.1.1. Разработка схемы приспособления
2.1.2. Расчет силы закрепления
2.1.3. Описание конструкции приспособления
2.2 Контрольное приспособление
2.3 Выводы
Перечень ссылок
Приложение А
Приложение Б
Приложение В
ВВЕДЕНИЕ
Эффективным средством повышения производительности в машиностроении являются автоматизации и механизации технологических и вспомогательных процессов, выполняемых на различных этапах изготовления изделия. Автоматизация в среднесерийном производстве требует создания гибких производственных систем, способных автоматически переходить с обработки деталей одного типоразмера на другой.
В решении этих задач решающую роль играют станки с ЧПУ и многошпиндельные полуавтоматы. Многошпиндельные полуавтоматы позволяют повысить производительность обработки деталей, снизить количество операций, что в совокупности влияет на снижение себестоимости изделия. С внедрением многошпиндельных полуавтоматов появляются возможности освобождения рабочего от монотонного и тяжелого физического труда.
Высокопроизводительные многошпиндельные полуавтоматы позволяют автоматически произвести с одной установки практически полную обработку детали. Наличие на таких станках нескольких суппортов с широким выбором режущего инструмента дает возможность выполнять технологические переходы.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Служебное назначение детали
Данная деталь применяется в механизме разгрузки и служит цилиндром для поршня гидросистемы и опорой для всего гидромеханизма. Поэтому поверхность 11 (см. Рис. 1.1) имеет низкую шероховатость (Ra = 2.5 мкм) для снижения трения при перемещении поршня.
К корпусным деталям предъявляют комплекс технических требований, исходя из служебного назначения. Требования касаются геометрической точности – размеров и относительных положений и выбора материала, способного выдержать вибрации, ударную нагрузку и другие неблагоприятные факторы.
Анализ свойств материала
Материал заготовки – серый чугун СЧ 15 ГОСТ 1412-85. Этот материал применяется в тех случаях, когда необходимо обеспечить высокую вибростойкость, высокую прочность, устойчивость и стойкость к ударным нагрузкам, поэтому применение серого чугуна в корпусах оправдано его физико-механическими свойствами.
Материал СЧ 15 применяется при изготовлении оснований большинства станков, ступиц, корпусов клапанов и вентилей и других деталей сложной конфигурации при недопустимости большого коробления и невозможности получения их старения, а это салазки, столы, корпуса задних бабок, корпуса маточных гаек, зубчатые колеса, кронштейны, люнеты, вилки переключения, шкивы и планшайбы.
Рисунок 1.1 – Эскиз детали – корпус кронштейна.
Таблица 1.1 – Физико-механические свойства серого чугуна СЧ 15 [2].
| Предел прочности при растяжении, Па | Теплопроводность λ,Вт/(м к) | Твердость НВ | Удельная теплоемкость С, Дж/К | Плотность, кг/куб.м |
| 9.8*107 | 54 | 165 | 239-473 | 7000 |
Таблица 1.2 – Химический состав серого чугуна СЧ 15 [2].
| Углерод С,% | Кремний, Si,% | Марганец, Mn,% | Сера, S, % | Фосфор, P, % |
| 3.5...3.7 | 2...2.4 | 0.5...0.8 | 0...0.15 | 0...0.2 |
Выбор типа производства
Для данного курсового проекта тип производства был оговорен заранее – среднесерийный. По табл. 4.1 [1, с. 48], исходя из типа производства и массы заготовки, выбираем программу выпуска – 5000 штук.
Серийное производство занимает промежуточное положение между единичным и массовым производством, при котором изготовление изделий производится партиями или сериями, состоящими из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) целиком как в обработке деталей, так и в сборке.
В серийном производстве технологический процесс преимущественно дифференцирован, т. е. расчленен на отдельные операции, которые закреплены за определенными станками.
Станки здесь применяются разнообразных видов: общего назначения (универсальные), специализированные, специальные, автоматизированные, агрегатные. Станочное оборудование должно быть специализировано в такой мере, чтобы был возможен переход от производства одной серии машин к другой, несколько отличающейся от первой в конструктивном отношении, или переход от одного типа машины к другому.
При использовании станков общего назначения (универсальных) должны широко применяться специализированные и специальные приспособления, специализированный и специальный режущий инструмент или приспособленный для данной операции — нормальный и, наконец, измерительный инструмент в виде предельных (стандартных и специальных) калибров и шаблонов, обеспечивающих взаимозаменяемость обработанных деталей. Все это оборудование и оснастку в серийном производстве можно применять достаточно широко, так как при повторяемости процессов изготовления одних и тех же деталей указанные средства производства дают технико-экономический эффект, который с большой выгодой окупает затраты на них. Однако в каждом отдельном случае при выборе специального или специализированного станка, изготовлении дорогостоящего приспособления или инструмента необходимо подсчитать затраты и ожидаемый технико-экономический эффект.
Серийное производство значительно экономичнее, чем единичное, так как лучшее использование оборудования, специализация рабочих, увеличение производительности труда обеспечивают уменьшение себестоимости продукции. [3, с.56]
1.4 Анализ технических требований
Деталь «Корпус кронштейна» содержит ряд поверхностей, отличающихся формой, расположением и назначением. Рассмотрим поверхности и назначим технические требования к ним.
Рисунок 1.2 – Граф связей основных поверхностей
Поверхности 1, 2 и 3 являются основными, так как определяют положение детали в узле. Деталь базируется по плоскости торца 1, цилиндрической ступени типа «диск» 2 и закрепляется по отверстиям 3 с помощью болтов. Торец 1 должен быть перпендикулярен оси поверхностей 4 и 8. Ось цилиндрической ступени 2 должна быть перпендикулярна торцу 1. Отверстия 3 должны иметь позиционный допуск для одинакового расстояния между осями отверстий 3 и оси цилиндрической ступени 2.
Поверхности 4, 6, 7, 8, 9, 12, 15, 16 и 17 являются вспомогательными. К ним крепятся другие детали. В то же время, поверхность 11 является исполнительной, она служит цилиндром для поршня, который перемещается по этой поверхности, поэтому поверхность 11 должна иметь низкую шероховатость и наиболее высокую точность изготовления. Поверхность 4 является резьбовой – к ней присоединяется стакан, направляющий шток, поэтому следует назначить допуск соосности на поверхности 4 и 11. Поверхность 5 служит упором для герметизирующего материала (манжеты) между стаканом и корпусом. Цилиндрическая ступень 9 служит для фиксации стакана и предупреждения перекоса, поэтому должна быть соосной с поверхностью 11. Поверхность 8 удерживает и, благодаря конической ступени, упрощает замену износившейся манжеты. Поверхность 12 служит для присоединения пробки для регулирования давления в системе, имеет трубную резьбу G1-B, на работу системы «шток-поршень-циллиндр» прямого действия не оказывает, поэтому не требует допуска взаиморасположения. Поверхность 7 является упором для стакана, направляющего шток циллиндра, поэтому ей следует назначить допуск перпендикулярности оси поверхности 4. Поверхности 15 и 17 должны быть параллельными поверхности 1 и при этом перпендикулярными оси отверстия 16. Поверхность 16 служит для фиксации корпуса в приспособлении для монтажа. Поверхность 13 служит местом выхода поршня и одновременно ограничителем его перемещения, получается фрезерованием. Остальные поверхности свободные.
Анализ технологичности деталей
Деталь – “корпус кронштейна” изготавливается из чугуна литьем, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных затруднений при получении заготовки. Однако, достаточно высокая сложность формы детали и неудобство изготовить под нее форму по принципу наложения тени затрудняют процесс литья. Плоскость разъёма формы наиболее удобно расположить по плоскости, в которой лежит ось поверхности 2, проходящая через центр отверстия 16.
Нетехнологичными в данной детали являются глубокое глухое отверстие 11, так как его трудно обрабатывать, и поверхность 9, так как обрабатывается не на проход и подвод фрезы к нужной поверхности затруднен размерами смежных поверхностей. Также резьба G1-B, трубная дюймовая, является специальной, что требует применения специального инструмента.
Дата: 2019-07-31, просмотров: 303.