Курсовая работа
Тема: Организация и планирование на ремонтных заводах
по дисциплине: Организация производства и менеджмент
Выполнил ст. гр. СДМ-03:
Нижегородцев А.Г.
Проверила: Абрамова В.Ю.
Чита 2007
Исходные данные
1. На участке слесарно-механического цеха изготавливаются детали для сборки изделия «узел». Производство – серийное.
2. Количество станков на участке, подлежащих использованию за планируемый период,  .
.
3. Планируемый период – один месяц в текущем году – согласовывается с руководителями курсовой работы.
4. Номенклатура деталей, подлежащих изготовлению или восстановлению в течение планируемого периода (планово- операционные карты).
5. Проценты выполнения норм времени:
а) рабочими-станочниками  ;
;
б) слесарями, контроллерами и пр.  .
.
6. Номер варианта 15.
Реферат
Пз. – 50 стр., библ. – 1 наим., табл. – 15.
Номинальный фонд, эффективный фонд, прямой фонд, ритмичность, партия, рабочее место, тарифная ставка, премия, стоимость, себестоимость, заработная плата, ремонтный цикл.
Целью курсовой работы является систематизация, закрепление и обобщение знаний, полученных при изучении вопросов по организации и планированию на ремонтных заводах.
В курсовой работе выполнены следующие расчёты:
· Расчёт программы участка слесарно-механического цеха;
· Расчет ритмов выпуска деталей на участке;
· Определение количества деталей в партиях;
· Расчет количества оборудования и его загрузки. Расчет количества рабочих мест;
· Расчет численности основных рабочих;
· Расчет фондов заработной платы основных рабочих;
· Определение плановой себестоимости изготовления деталей;
· Составление плана ремонта оборудования.
Содержание
Планово-операционные карты
1. Расчёт программы участка слесарно-механического цеха
2. Расчет ритмов выпуска деталей на участке
3. Определение количества деталей в партиях
4. Расчет количества оборудования и его загрузки. Расчет количества
рабочих мест
5. Расчет численности основных рабочих
6. Расчет фондов заработной платы основных рабочих
7. Определение плановой себестоимости изготовления деталей
8. Составление плана ремонта оборудования
Заключение
Список использованных источников
Планово-операционные карты
Таблица 1 - Планово-операционная карта № 1
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.001 вал | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Ст 45 | |||||
| Масса на 1 шт., кг | Черновая: 3 | Чистовая: 2.5 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени, мин | ||
| Штучного( | Подготовительно-заключительного(  ) )
| |||||
| 1 | Токарная | 1К62 | 2 | 15 | 40 | |
| 2 | Шлифовальная | 3А151 | 4 | 28 | 45 | |
| 3 | Сверлильная | 2А55 | 3 | 18 | 20 | |
| 4 | Слесарная | Верстак | 2 | 5 | 30 | |
| 5 | Контрольная | Спец. место | 3 | 8 | 10 | |
| Станочное время, мин(ч) |
|  = 105 = 105
| ||||
| Общее время, мин(ч) | 74 | 145 | ||||
 )
) = 61
= 61
Таблица 2 - Планово-операционная карта № 2
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.002 вал | |||||
| Количество штук на одно изделие | 2 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 7.5 | Чистовая: 6.5 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного(  ) )
| |||||
| 1 | Разметочная | Разм. плита | 3 | 9 | 15 | |
| 2 | Строгальная | 7М36 | 4 | 15 | 20 | |
| 3 | Расточная | 2А55 | 2 | 7 | 15 | |
| 4 | Сверлильная | 2А150 | 2 | 15 | 10 | |
| 5 | Слесарная | Верстак | 2 | 30 | 15 | |
| Станочное время, мин(ч) |
| = 45
| ||||
| Общее время, мин(ч) | 76 | 75 | ||||
 )
)Таблица 3 - Планово-операционная карта № 3
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.003 вал | |||||
| Количество штук на одно изделие | 2 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 8 | Чистовая: 7 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного(  ) )
| |||||
| 1 | Токарная | 1К62 | 3 | 34 | 15 | |
| 2 | Фрезерная | 6Н82 | 4 | 26 | 10 | |
| 3 | Сверлильная | 2А55 | 2 | 10 | 15 | |
| 4 | Слесарная | Верстак | 2 | 5 | 20 | |
| 5 | Контрольная | Спец. место | 3 | 4 | 25 | |
| Станочное время, мин(ч) |
| = 40
| ||||
| Общее время, мин(ч) | 79 | 85 | ||||
 )
) = 70
= 70Таблица 4 - Планово-операционная карта № 4
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.004 Корпус | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 5 | Чистовая: 4 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( )
| |||||
| 1 | Токарная | 1К62 | 3 | 16 | 40 | |
| 2 | Шлифовальная | 1Н82 | 4 | 25 | 20 | |
| 3 | Сверлильная | 2А150 | 3 | 6 | 25 | |
| 4 | Фрезерная | 6Н82 | 4 | 35 | 15 | |
| 5 | Слесарная | Верстак | 2 | 8 | 10 | |
| Станочное время, мин(ч) |
|  = 100 = 100
| ||||
| Общее время, мин(ч) | 90 | 110 | ||||
 )
)Таблица 5 - Планово-операционная карта № 5
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.005 Крышка | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 4.5 | Чистовая: 4 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( )
| |||||
| 1 | Токарная | 1К62 | 3 | 45 | 20 | |
| 2 | Фрезерная | 6Н82 | 4 | 22 | 10 | |
| 3 | Шлифовальная | 3А151 | 4 | 42 | 30 | |
| 4 | Верстак | Верстак | 2 | 13 | 30 | |
| 5 | Спец. место | Спец. место | 3 | 5 | 15 | |
| Станочное время, мин(ч) |
|  = 60 = 60
| ||||
| Общее время, мин(ч) | 127 | 105 | ||||
 = 109
= 109Заключение
При выполнении курсовой работы сделаны следующие расчёты:
- Расчёт программы участка слесарно-механического цеха;
- Расчёт ритмов выпуска деталей на участке;
- Определение количества деталей в партиях;
- Расчёт количества оборудования и его загрузки. Расчет количества рабочих мест;
- Расчет численности основных рабочих;
- Расчет фондов заработной платы основных рабочих;
- Определение плановой себестоимости изготовления деталей;
Курсовая работа
Тема: Организация и планирование на ремонтных заводах
по дисциплине: Организация производства и менеджмент
Выполнил ст. гр. СДМ-03:
Нижегородцев А.Г.
Проверила: Абрамова В.Ю.
Чита 2007
Исходные данные
1. На участке слесарно-механического цеха изготавливаются детали для сборки изделия «узел». Производство – серийное.
2. Количество станков на участке, подлежащих использованию за планируемый период, .
3. Планируемый период – один месяц в текущем году – согласовывается с руководителями курсовой работы.
4. Номенклатура деталей, подлежащих изготовлению или восстановлению в течение планируемого периода (планово- операционные карты).
5. Проценты выполнения норм времени:
а) рабочими-станочниками ;
б) слесарями, контроллерами и пр. .
6. Номер варианта 15.
Реферат
Пз. – 50 стр., библ. – 1 наим., табл. – 15.
Номинальный фонд, эффективный фонд, прямой фонд, ритмичность, партия, рабочее место, тарифная ставка, премия, стоимость, себестоимость, заработная плата, ремонтный цикл.
Целью курсовой работы является систематизация, закрепление и обобщение знаний, полученных при изучении вопросов по организации и планированию на ремонтных заводах.
В курсовой работе выполнены следующие расчёты:
· Расчёт программы участка слесарно-механического цеха;
· Расчет ритмов выпуска деталей на участке;
· Определение количества деталей в партиях;
· Расчет количества оборудования и его загрузки. Расчет количества рабочих мест;
· Расчет численности основных рабочих;
· Расчет фондов заработной платы основных рабочих;
· Определение плановой себестоимости изготовления деталей;
· Составление плана ремонта оборудования.
Содержание
Планово-операционные карты
1. Расчёт программы участка слесарно-механического цеха
2. Расчет ритмов выпуска деталей на участке
3. Определение количества деталей в партиях
4. Расчет количества оборудования и его загрузки. Расчет количества
рабочих мест
5. Расчет численности основных рабочих
6. Расчет фондов заработной платы основных рабочих
7. Определение плановой себестоимости изготовления деталей
8. Составление плана ремонта оборудования
Заключение
Список использованных источников
Планово-операционные карты
Таблица 1 - Планово-операционная карта № 1
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.001 вал | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Ст 45 | |||||
| Масса на 1 шт., кг | Черновая: 3 | Чистовая: 2.5 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени, мин | ||
| Штучного( | Подготовительно-заключительного( )
| |||||
| 1 | Токарная | 1К62 | 2 | 15 | 40 | |
| 2 | Шлифовальная | 3А151 | 4 | 28 | 45 | |
| 3 | Сверлильная | 2А55 | 3 | 18 | 20 | |
| 4 | Слесарная | Верстак | 2 | 5 | 30 | |
| 5 | Контрольная | Спец. место | 3 | 8 | 10 | |
| Станочное время, мин(ч) |
| = 105
| ||||
| Общее время, мин(ч) | 74 | 145 | ||||
Таблица 2 - Планово-операционная карта № 2
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.002 вал | |||||
| Количество штук на одно изделие | 2 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 7.5 | Чистовая: 6.5 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( )
| |||||
| 1 | Разметочная | Разм. плита | 3 | 9 | 15 | |
| 2 | Строгальная | 7М36 | 4 | 15 | 20 | |
| 3 | Расточная | 2А55 | 2 | 7 | 15 | |
| 4 | Сверлильная | 2А150 | 2 | 15 | 10 | |
| 5 | Слесарная | Верстак | 2 | 30 | 15 | |
| Станочное время, мин(ч) |
| = 45
| ||||
| Общее время, мин(ч) | 76 | 75 | ||||
Таблица 3 - Планово-операционная карта № 3
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.003 вал | |||||
| Количество штук на одно изделие | 2 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 8 | Чистовая: 7 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( )
| |||||
| 1 | Токарная | 1К62 | 3 | 34 | 15 | |
| 2 | Фрезерная | 6Н82 | 4 | 26 | 10 | |
| 3 | Сверлильная | 2А55 | 2 | 10 | 15 | |
| 4 | Слесарная | Верстак | 2 | 5 | 20 | |
| 5 | Контрольная | Спец. место | 3 | 4 | 25 | |
| Станочное время, мин(ч) |
| = 40
| ||||
| Общее время, мин(ч) | 79 | 85 | ||||
Таблица 4 - Планово-операционная карта № 4
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.004 Корпус | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 5 | Чистовая: 4 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( )
| |||||
| 1 | Токарная | 1К62 | 3 | 16 | 40 | |
| 2 | Шлифовальная | 1Н82 | 4 | 25 | 20 | |
| 3 | Сверлильная | 2А150 | 3 | 6 | 25 | |
| 4 | Фрезерная | 6Н82 | 4 | 35 | 15 | |
| 5 | Слесарная | Верстак | 2 | 8 | 10 | |
| Станочное время, мин(ч) |
| = 100
| ||||
| Общее время, мин(ч) | 90 | 110 | ||||
Таблица 5 - Планово-операционная карта № 5
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.005 Крышка | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 4.5 | Чистовая: 4 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( )
| |||||
| 1 | Токарная | 1К62 | 3 | 45 | 20 | |
| 2 | Фрезерная | 6Н82 | 4 | 22 | 10 | |
| 3 | Шлифовальная | 3А151 | 4 | 42 | 30 | |
| 4 | Верстак | Верстак | 2 | 13 | 30 | |
| 5 | Спец. место | Спец. место | 3 | 5 | 15 | |
| Станочное время, мин(ч) |
| = 60
| ||||
| Общее время, мин(ч) | 127 | 105 | ||||
Расчет программы участка слесарно-механического цеха
Программа участка рассчитывается по заданной номенклатуре деталей на планируемый период - 1 месяц - при 40-часовой рабочей неделе. При расчете следует учитывать количество одинаковых деталей, приходящихся на изделие (условное), а также возможный скрытый брак заготовок в пределах 5...10 % и страховые заделы в размере 4...8 % от расчетного количества деталей.
Для расчета программы участка предварительно рассчитываются номинальный и эффективный фонды рабочего времени оборудования.
Номинальный фонд времени одного станка может быть определен по следующей формуле
 , (1)
, (1)
где  - общее количество рабочих дней в октябре (включая сокращенные);
- общее количество рабочих дней в октябре (включая сокращенные);
 - продолжительность смены, ч;
- продолжительность смены, ч;
 - количество сокращенных рабочих дней в заданном месяце;
- количество сокращенных рабочих дней в заданном месяце;
 - количество часов, на которое сокращается рабочая смена в предпраздничные дни;
- количество часов, на которое сокращается рабочая смена в предпраздничные дни;
 - число смен в сутки (следует принимать двухсменную работу).
- число смен в сутки (следует принимать двухсменную работу).
 (ч).
(ч).
Эффективный фонд времени работы одного станка определяется по формуле
 ,(2)
,(2)
Где  - коэффициент, отражающий время, затрачиваемое на ремонт станка, может быть принят в размере 2…4 % (в зависимости от сложности станка).
- коэффициент, отражающий время, затрачиваемое на ремонт станка, может быть принят в размере 2…4 % (в зависимости от сложности станка).
 (ч).
(ч).
Эффективный фонд рабочего времени всего станочного оборудования на участке рассчитывается по формуле
 ,(3)
,(3)
где  - заданное количество станков на участке, подлежащих использованию за планируемый период.
- заданное количество станков на участке, подлежащих использованию за планируемый период.
 (ч).
(ч).
Программа участка (количество комплектов деталей) слесарно-механического цеха рассчитывается по формуле
 ,(4)
,(4)
где  - коэффициент, характеризующий загрузку оборудования (для серийного производства может быть принят в пределах 80...85%);
- коэффициент, характеризующий загрузку оборудования (для серийного производства может быть принят в пределах 80...85%);
 - коэффициент, учитывающий долю затрат подготовительно-заключительного времени (составляет 2...5%);
- коэффициент, учитывающий долю затрат подготовительно-заключительного времени (составляет 2...5%);
 - заданный коэффициент, учитывающий уровень выполнения норм времени рабочими-станочниками, %;
- заданный коэффициент, учитывающий уровень выполнения норм времени рабочими-станочниками, %;
 - заданное количество деталей i-гo наименования, необходимых для изготовления одного готового изделия;
- заданное количество деталей i-гo наименования, необходимых для изготовления одного готового изделия;
 - штучное время станочных работ по изготовлению детали i-го наименования, ч;
- штучное время станочных работ по изготовлению детали i-го наименования, ч;
 - величина возможного скрытого брака заготовок;
- величина возможного скрытого брака заготовок;
 - величина страховых заделов.
- величина страховых заделов.
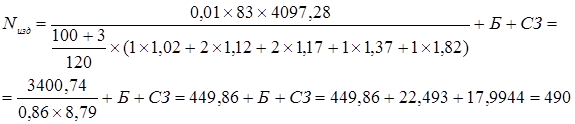
Полученное значение  округляется до ближайшего целого. После расчета количества комплектов определяется программа работ участка по выпуску деталей каждого наименования по следующей формуле
округляется до ближайшего целого. После расчета количества комплектов определяется программа работ участка по выпуску деталей каждого наименования по следующей формуле
 ,(5)
,(5)
 (шт.);
(шт.);
 (шт.);
(шт.);
 (шт.);
(шт.);
 (шт.);
(шт.);
 (шт.).
(шт.).
Программа по выпуску всех деталей на участке слесарно-механического цеха определяется путем суммирования
 ,(6)
,(6)
 (шт.).
(шт.).
Дата: 2019-07-30, просмотров: 357.